-激光加工系统
- 格式:ppt
- 大小:2.21 MB
- 文档页数:17
激光加工机的光学系统--激光束传输.聚焦和观察系统激光基础知识1.1 激光的产生三要素:1.具有亚稳态能级的激活介质——激光工作物质;2.能量泵浦源——提供能量以实现粒子数反转;3.激光谐振腔——多次光放大维持激光振荡;1.2 激光光束的特性1)高光亮度——激光束发散角很小,光能量集中,光强度很高例如:太阳光亮度 3 x 102 W / (cm2.sr) ;气体激光器的光亮度106W / (cm2. sr);固体激光器的光亮度可达1011W / (cm2.sr);若进一步将激光束聚焦(空间上集中)或压缩脉冲宽度(时间上集中),则激光束更有极高的光亮度2)高方向性——由于谐振腔对光束方向的限制,激光束发散角很小。
例如He-Ne 激光器的发散角10-1 mrad; 固体激光器的发散角1-10 mrad(毫弧度)3)高单色性——激光的谱线宽度极窄——准单色光;若进一步采用稳频和选取单一纵模,更可大大压缩谱线宽度,可视为单波长。
4)高相干性——由于激光的谱线宽度极窄,传播中能产生相干的两点的时间间隔很大(时间相干性好);又激光发散角很小,方向性很高,激光束波前面内任意两点均相干(空间相干性好)1.3激光器的输出特性1)激光波长——激光器输出准单色光;不同激光器输出激光波长不同,材料吸收特性各不同;对不同材料用不同的激光来加工。
2)激光输出的能量和功率连续激光: 激光功率P = 激光能量/ 秒脉冲激光: 峰值功率P= 脉冲能量E / 脉冲宽度Tm脉冲激光: 平均功率P=脉冲能量E x 脉冲频率f3)激光束的空间分布特性——基模(TEM00)高斯光束——光场振幅按高斯函数分布;振幅值下降到1/e(=0.368)强度下降到中心强度1/e2 的光斑宽度定义为光斑半径;对应的全角宽度定义为光束发散角;为了改善发散角可用小孔选模,非稳腔选模,拉长谐振腔等方法高斯光束的参数:束腰;等相位面;发散角;基模多模基模与低阶模实际激光束的横模c.调Q 脉冲激光——用调Q 技术压缩脉宽(纳秒量级),提高激光的峰值功率(声光调Q 可达数百千瓦;电光调Q 可至兆瓦以上);d.超短脉冲激光——用锁模技术压缩脉宽到皮秒至飞秒量级,峰值功率达1012W, 可作很多精密微加工;4)激光束时间分布特性a.连续激光——以连续恒定的功率来描述;b. 普通脉冲激光——以脉冲宽度(毫秒量级).脉冲能量与脉冲频率来描述;激光焊接常用脉宽1-10ms, 能量1至数十焦尔;峰值功率数千瓦;打孔和切割常用脉宽0.1-2ms ,能量为0.5-20j ;峰值功率达万瓦5)激光束的偏振特性光波是横向电磁波,电矢量与磁矢量总是在相互垂直方向上,一般只讨论电矢量的方向。
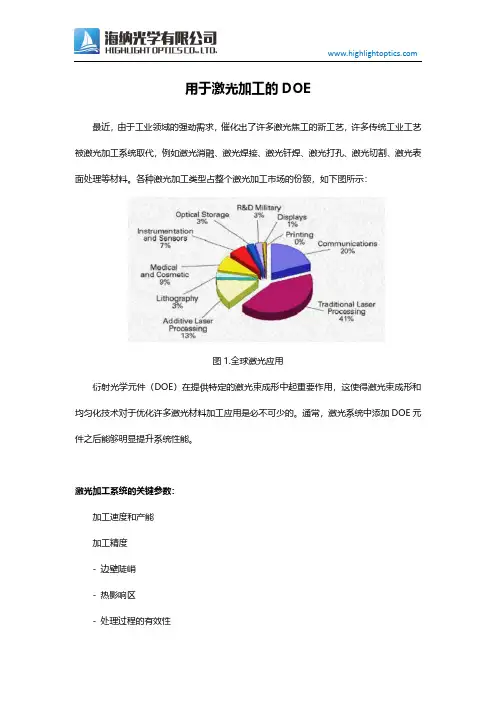
用于激光加工的DOE最近,由于工业领域的强劲需求,催化出了许多激光焦工的新工艺,许多传统工业工艺被激光加工系统取代,例如激光消融、激光焊接、激光钎焊、激光打孔、激光切割、激光表面处理等材料。
各种激光加工类型占整个激光加工市场的份额,如下图所示:图1.全球激光应用衍射光学元件(DOE)在提供特定的激光束成形中起重要作用,这使得激光束成形和均匀化技术对于优化许多激光材料加工应用是必不可少的。
通常,激光系统中添加DOE元件之后能够明显提升系统性能。
激光加工系统的关键参数:加工速度和产能加工精度- 边壁陡峭- 热影响区- 处理过程的有效性激光消融和结构化激光消融(激光烧蚀)是通过用激光束照射材料从固体(或偶尔液体)表面去除材料的过程。
通过在小区域上施加高能短脉冲来实现消融。
激光烧蚀已被考虑并用于许多技术应用,包括:纳米材料的生产,薄金属和电介质膜的沉积,超导材料的制造,金属部件的常规焊接和粘合,以及MEMS结构的微机械加工。
衍射光学元件中的Top-Hat和Vortex-Lens产生具有尖锐边缘的成形斑点,可在消融过程中产生精确的材料去除。
Multi-Spot元素支持并行处理,从而提高了吞吐量。
相关DOE产品:平顶光束整形器,螺旋相位片,分束器图2.激光烧蚀图3.激光结构3激光焊接激光焊接技术用于通过激光连接多个金属或塑料件。
光束提供集中的热源,允许窄而深的焊接和高焊接速率。
该过程经常用于使用自动化的大批量应用,例如汽车工业。
在与切割技术的结合中,激光器非常适用于多种类型的焊接(点,线焊接)。
匀光镜(均质器)元件具有均匀,平坦的强度分布,受输入光束不均匀性的影响小,并且可以设计为针对特定焊接轮廓定制的能量和形状分布。
DOE还能方便地引入预热副光斑,可以预热焊接区域,然后对其进行后处理。
相关DOE产品:均质机/扩散器,分束器图4.激光焊接图5.均质器能量分布激光钎焊在激光钎焊应用中,两个金属片通过激光熔化的焊线连接。
1发展激光技术与原子能、半导体及计算机一起,是二十世纪最负盛名的四项重大发明。
激光作为上世纪发明的新光源,它具有方向性好、亮度高、单色性好及高能量密度等特点,已广泛应用于工业生产、通讯、信息处理、医疗卫生、军事、文化教育以及科研等方面。
据统计,从高端的光纤到常见的条形码扫描仪,每年与激光相关产品和服务的市场价值高达上万亿美元。
我国激光产品主要应用于工业加工,占据了40%以上的市场空间。
激光加工作为激光系统最常用的应用,主要技术包括激光焊接、激光切割、表面改性、激光打标、激光钻孔、微加工及光化学沉积、立体光刻、激光刻蚀等。
激光加工设备就是利用激光加工技术改造传统制造业的关键技术设备之一,主要产品则包括各类激光打标机、焊接机、切割机、划片机、雕刻机、热处理机、三维成型机以及毛化机等。
这类产品已经或正在进入各工业领域。
从全球激光产品的应用领域来看,材料加工行业仍是其主要的应用市场,占比为35.2%;通信行业排名第二,其所占比重为30.6%;另外,数据存储行业占据第三位,其所占比重为12.6%。
与传统加工技术相比,激光加工技术具有材料浪费少、在规模化生产中成本效应明显、对加工对象具有很强的适应性等优势特点。
在欧洲,对高档汽车车壳与底座、飞机机翼以及航天器机身等特种材料的焊接,基本采用的是激光技术。
据《2013-2017年中国激光加工设备制造行业产销需求预测与转型升级分析报告》[1]数据显示近十年来,随着工业激光应用市场在不断扩大,激光加工领域也不断开拓,由传统的钟表、电池、衣扣等轻工行业向机械制造业、汽车制造业、航空、动力和能源以及医学和牙科仪器设备制造业等应用领域拓展,将有效拉动激光加工设备的需求。
2011年,全球激光工业加工设备销售额获得了强劲的两位数增长。
据《工业激光解决方案》(ILS)的数据显示,2011年全球激光系统销售收入70.60亿美元,同比增长16%,其中,激光器销售收入19.56亿美元,同比增长18%。
4.2.制造周期..........................................................5.安装与服务.............................................................5.1.安装调试..........................................................5.2.包装运输..........................................................5.3.设备验收..........................................................5.4.培训..............................................................5.5.售后服务..........................................................6.附件:公司介绍.........................................................6.1.焊接系列激光器....................................................6.2.熔覆/淬火系列产品.................................................6.3.激光加工头产品....................................................激光清洗加工系统技术方案1.系统技术方案1.1.方案概述传统工业清洗方法包括机械摩擦清洗法、化学腐蚀清洗法、液体固体喷射清洗法和高频超声清洗法,尽管它们在工业清洗行业得到了广泛的应用,但在我国环境保护法规要求越来越严格和高精密器件应用越来越广泛的情况下传统清洗方法的应用受到了很大的限制。