钢结构施工全过程
- 格式:ppt
- 大小:7.35 MB
- 文档页数:27

目 录
1.编制依据.............................................................2
2.工程概况..............................................................2
3.钢结构加工制作........................................................3
主要结构材料.........................................................3
加工制作技术措施.....................................................4
成品保护.............................................................5
4.钢结构安装............................................................5
工艺流程.............................................................5
安装前的准备.........................................................6
安装.................................................................7
安装校正.............................................................8
高强螺栓施工.........................................................9

1 目 录
一、工程概况…………………………………………………2
二、编制依据及原则…………………………………………2
三、施工准备…………………………………………………3
四、钢结构构件制作…………………………………………4
五、钢结构吊装………………………………………………8
六、质量通病的防治方法……………………………………12
七、工期保证措施……………………………………………16
八、质量保证措施……………………………………………16
九、安全保证措施……………………………………………20
十、文明施工保证措施………………………………………22
十一、拟投入的主要机械设备表……………………………24
2 一、工程概况
本工程为伊东东兴氯碱化工综合利用电石项目降温除焦水泵房炉气后处理工程,主体为多层钢框架结构,框架钢材材质均采用Q235-B,檐口总高度为19.44米。本工程主体结构设计使用年限为五十年,安全等级为二级,抗震等级为三级。
二、编制依据及原则
1、编制依据
(1)建设工程设计图纸和工地现场勘查所获得的资料。
(2)与本工程有关的现行设计、施工规范和工程质量检验评定标准。
(3)我公司资源情况及类似工程施工经验。
(4)我公司ISO9002标准质量体系文件。
2、编制原则
(1)确保质量。实行全面质量管理,技术、质量责任承包制,确保工程质量达到本标书制定的质量目标。
(2) 保证工期。优化施工方案,利用先进的施工设备,精干的施工队伍,精心组织,科学施工,确保工期按时完工,争取略有提前。
(3)确保安全。推行安全目标责任制,制定安全保证措施,严格按安全规程操作,杜绝安全事故的发生,达到本标书制定的安全目标。
(4)突出重点,统筹安排,组织连续、均衡而紧凑的施工生产。重点把握影响质量和工期的重点、难点工程,保证工期、质量及安全目标的实现。加强经济核算制度,贯彻增产节约方针。
4.9钢结构工程
一、钢结构构件制作
1、工艺流程:
放样→号样→切割、钻孔→焊接→抛丸或喷沙→螺栓连接→成品防腐→成品堆放→构件运输→吊装准备→技术准备、检查和弹线、接头准备、构件检查、机具准备、场地准备→柱吊装→起吊、临时固定、初校、初拧、复校、终拧和焊接。
2、 放样
(1)放样工作包括:核对构件各部分尺寸及安装尺寸和孔距;以1:1大样放出节点;制作样板和样杆作为切割、弯制、铣刨、制孔等加工的依据。放样应设置专门的钢平台或砼平台,平台应平整、量线准确,清晰。
(2)放样应根据构件的具体情况按实际划线,并根据工艺要求预留切割余量、加工余量或焊接接收入缩余量。
(3)样板或样杆上的标记赢得制应细、小、清晰,其几何尺寸允许偏差:长度和宽度+10,-1.0mm;矩形对角线之差不大于1 相邻孔眼中心距偏差及孔心位移不大于0.5mm。
3、号样
(1) 号样工作包括:检查核对材料;在材料上划出切割、铣、刨、弯曲、钻孔等加位置;打冲孔;标出零件编号等。
(2)号料应统筹安排,长短搭朽,先大后小,或套材号烊;对焊缝较多,加工量大的构件应先号料,同一构件需要拼料时,必须同时号料。当工艺有规定时,应按规定的方向取料。
(3)在焊接结构上号孔,应在焊接完毕整形后进行,孔眼应距焊缝边缘50mm以上。
(4)号料公差:长、宽±1.0mm;丙端眼心距?1.0mm;对角线差±1.0mm;相邻眼心距±0.5mm;两排眼心距±0.5mm;冲点与眼心距位移±0.5mm.
4、切割
(1)对于同型号大宗钢材采用数近代火焰切割机切割;对于零星用烊采用机械切割(包括冲剪、剪切、车、铣、刨、锯等)砂轮切割,气割或等离子切割等。
(2)切割前,应清除钢材表面切区域内的铁锈、油污等,切割后,断口上不得有裂缝和大于1.0mm的缺棱,并清除边缘上的熔瘤和飞溅物等。
(3)切割的质量要求;切割截面与钢材不垂直度不大于钢材厚度的10%,且不得大于2.0mm;剪切线与料红的允许偏差2.0mm;机械剪切的型钢,其端部剪切,斜度不大于2.0mm,并清除毛刺。
钢结构-1 17.1 钢结构制作安装方案
17.1.1 工程概述
(1) 由于本工程的详细设计没有完成,根据我公司对此类工程的经验,本工程钢结构主要是管架钢结构、工艺结构用钢结构、护棚钢结构、平台、爬梯、栏杆用钢结构、屋面彩钢板、格栅、楼梯踏步、花纹板等钢结构。另有金属百叶窗、电动门等的结构安装,本施工方案按通常作法考虑,如有特殊要求,待施工图纸到后作具体详细的施工方案。
(2) 根据一般要求,钢结构制作和安装按设计图纸、GB50205-2001《钢结构工程施工质量验收规范》及SH3507-1999石油化工工业钢结构施工与验收规范进行施工及验收。
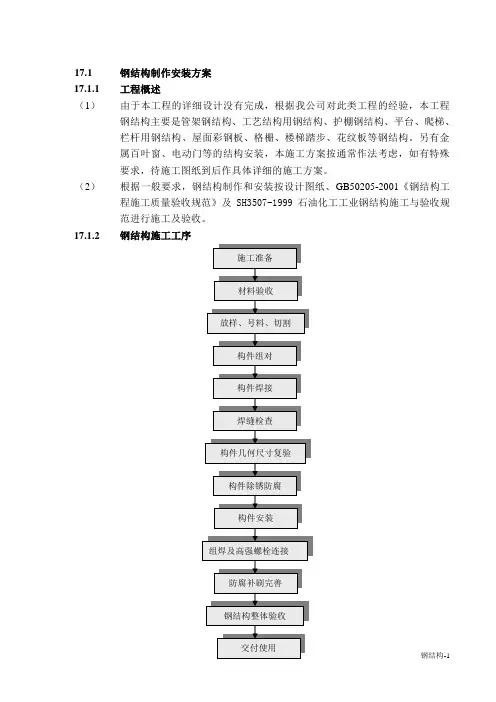
17.1.2 钢结构施工工序
施工准备
材料验收
放样、号料、切割
构件组对
焊缝检查 构件焊接
构件几何尺寸复验
构件除锈防腐
构件安装
组焊及高强螺栓连接
防腐补刷完善
钢结构整体验收
交付使用 钢结构-2 17.1.3 材料检验
17.1.3.1 钢材应附有质量说明书,并符合设计文件的要求
17.1.3.2 钢材表面锈蚀、麻点或划痕等缺陷的深度不得大于该钢板厚度负偏差值的一半。断口处如有分层缺陷,应会同甲方有关部门研究处理。
17.1.3.3 连接材料焊条、高强螺栓和涂料(底漆及面漆等)均应有质量证明书,并符合设计文件 的要求和国家标准的规定。
17.1.3.4 严禁使用药皮脱落或焊芯生锈的焊条、碰伤或混批的高强螺栓。
17.1.4 钢结构预制
17.1.4.1 放样
(1) 核对图纸的安装尺寸和孔距;
(2) 以1:1的大样放出节点;
(3) 核对各部分的尺寸;
(4) 钢屋架放样时,由于钢屋架跨度大于24m,因此钢屋架得预起拱,起拱高度按1/500 L确定。
(5) 制作样板和样杆作为下料、制孔等加工的依据。
17.1.4.2 钢结构下料
(1) 下料前应熟悉施工图纸,并到现场根据图纸进行实际测量,方可下料。
(2) 零件的切割线与号料线的允许偏差应符合下列规定: