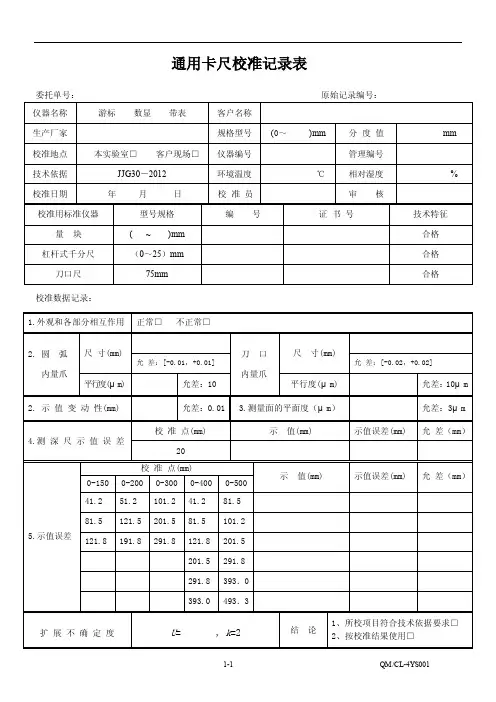
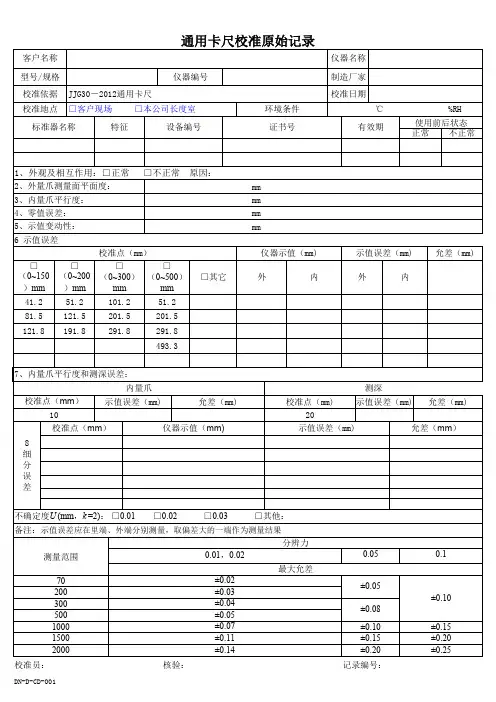
10 数显卡尺数字漂移,在1小时内不大于1个分辨力。 受检点尺寸/mm 101.20 ⒒ 示 值 误 差 201.50 291.50
示值误差(取刀口中间值及外量爪里外端值之最大值)/mm
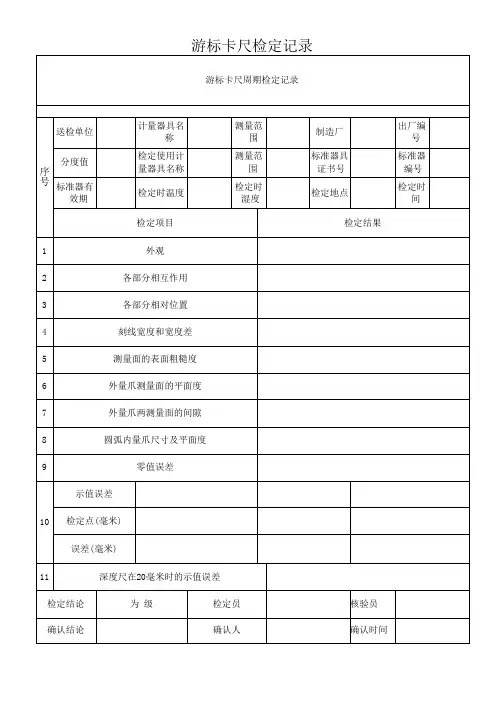
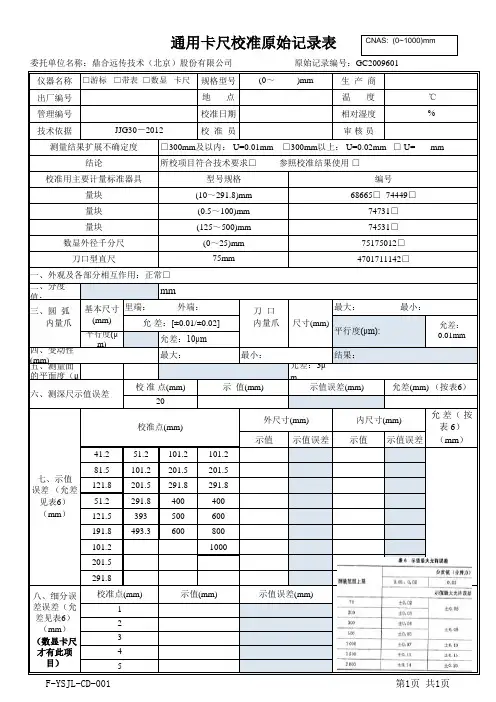
检定结论
说明:1、检定项目符合规程要求,可用“√”或“合格”表示;2、根据检定规程,本次检定按后续检定的项目和要求进行检定; 3、零值误差、示值误差的检定在螺钉紧固和松开两种状态下,取测量误差值大者。 第 1 页,共 1 页
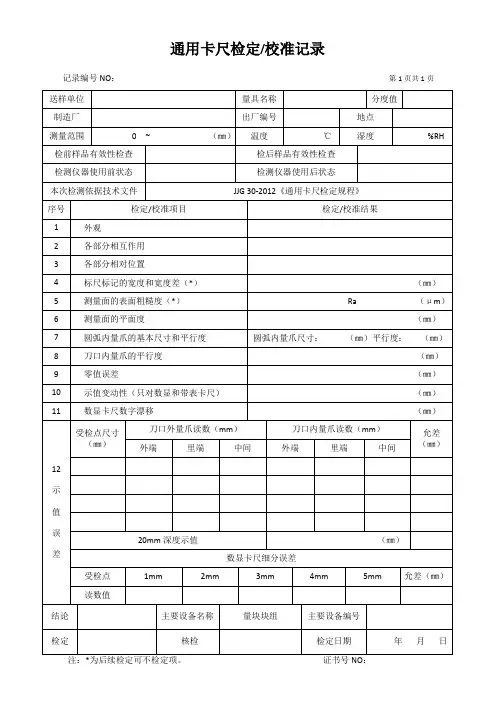
通用卡尺检定记录表(0-300mm)
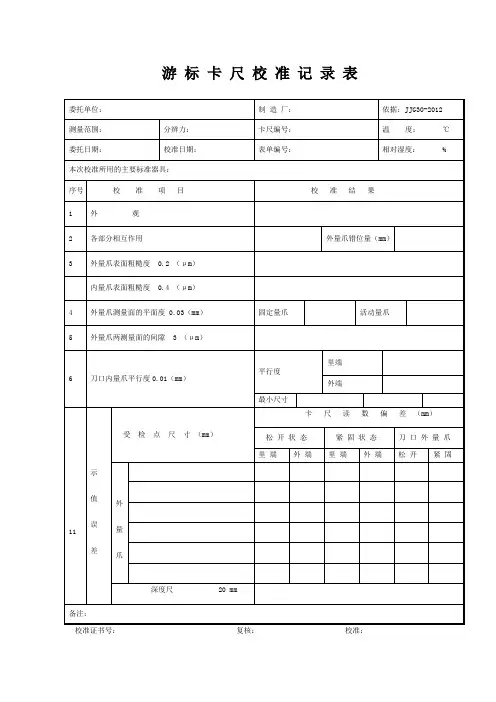
记录号: 送检单位 型号规格 检定依据 检定类型 地点 序号 1 2 外观 各部分相互作用 游标尺刻线与主标尺刻线平行,无目力可见的倾斜。 对各 位部 置分 相 游标尺标记表面陵边与主标尺标记表面距离。 圆标尺的指针尖端应盖住短标记长度的30%-80%,指针末端与标尺标记 表面之间的间隙应不大于规定值。 卡尺两外量爪合并时,无目力可见的间隙。 外量爪测量面的平面度。 深度卡尺的尺框与尺身同一平面度。 圆弧内量爪基本尺寸偏差。 圆弧内量爪两测量面的平行度。 "零"标记与主尺相应标记的重合度(松紧取大值) "尾"标记与主尺相应标记的重合度(松紧取大值) 后续检定 温度 检定日期 ℃ (20±5)℃ 检定项目 湿度 %RH 编号 计量器具名称 制造厂 检定主要计量标准器 证书号 <80%RH 平衡时间 允差 无 无 无 ≤0.30mm ≤0.7mm 无 ≤0.003mm ≤0.005mm ±0.01mm ≤0.01mm ≤0.01mm ±0.005mm ±0.010mm >2h 检定结果 游标卡尺
3
4 5 6
测量面平 差 游标卡尺
7
8 9
圆标尺指针应位于12点钟方位,偏离不大于1分度. 无 带表卡尺 毫米读数部位相对主标志“零”标记位置,离线不大于标记 无 宽度,压线不大于1/2标记宽度。 数显卡尺示值变动性。 ≤0.01mm 带表卡尺示值变动性。 刀口内量爪/mm 松 紧 里端 中间 外端 取 值 大 的 20mm深度示值误差/mm 数显卡尺细分误差/mm 受检点尺寸/mm 示值误差/mm 1mm 2mm 3mm 4mm 5mm 细分误差/mm 允差/mm ±0.02 检定员 核验员 刀口外量爪/mm 里端 中间 外端 里端 ≤0.5分度 无 外量爪/mm 外端 里外端差 允差/mm ±0.03 ±0.04 ±0.04 ±0.02