焊丝的加热及融化知识
- 格式:ppt
- 大小:71.00 KB
- 文档页数:14
第二章焊丝的熔化及熔滴过渡熔化极电弧焊的焊丝(条)具有两个作用:一是作为电极并与工件之间产生电弧;另是本身被加热熔化并作为填充金属过渡到熔池中去。
焊丝(条)的熔化及熔滴过渡,是熔化极电弧焊接过程中的重要物理现象,熔滴过渡方式及特点将直接影响焊接质量和生产效率。
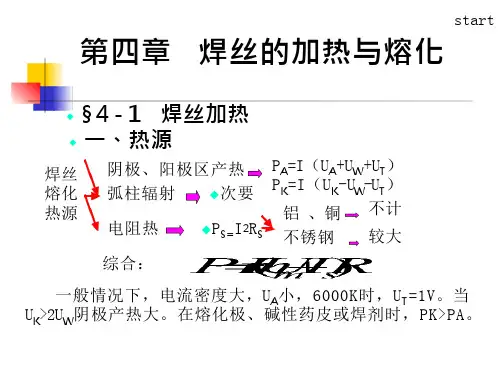
第一节焊丝的加热与熔化一、焊丝的加热与熔化特性熔化极电弧焊时焊丝(条)的熔化主要是靠阴极区(正接)或阳极区(反接)所产生的热量,中括号焊接情况下,UK >> UW所以Pk>PA,这时,在同一材料和同一电流情况下,焊丝(条)为阴极(正接)时的产生热量要比为阳极(反接)时多。
因散热条件相同,所以焊丝(条)接负时比焊丝(条)接正时熔化快。
焊丝除了受电弧的加热外,在自动和半自动焊时,从焊丝与导电嘴的接触点到焊丝端头的一段焊丝(即焊丝伸出长度用表示)有焊接电流流过,所产生电阻热对焊丝有预热作用,从而影响焊丝的熔化速度(图2-1)。
特别是焊丝比较细和焊丝金属的电阻系数比较大时(如不锈钢),这种影响更为明显。
焊丝伸出长度的电阻热为:P R=I2RsRs=PLs/S (2-4)式中 Rs----为Ls段的电阻值;P-----焊丝的电阻率;Ls----焊丝的伸出长度;S----焊丝的断面积。
材料不同时,焊丝伸出长度部分产生的电阻热也不同。
如熔化极气体保护焊时,通常Ls=10~30mm,对于导电良好的铝和铜等金属,PR 与PA或PK相比是很小的,可忽略不计。
而对钢和钛等材料,电阻率高。
当伸出长度较大时PR 与PA或PK相比较大才有重要的作用。
)来表这是mα弧长较长时,电弧电压的变化对焊丝熔化速度影响不大;但在弧长较短的范围内,电弧电压降低,反而使得焊丝熔化速度增加。
在铝合金焊接时这种现象特别明显,图2-4a中的各条曲线,表示了直径为φ1.6mm铝合金焊丝等速送进时的熔化速度与电弧电压及电流的关系。
由图中可见,当弧长较长时,曲线AB段段与横轴垂直,此时的焊丝送进速度与熔化速度相平衡,焊丝的熔化速度主要决定于电流的大小。

焊丝的加热与熔化概述焊丝通常是金属或非金属的线材,其直径可以根据需要进行调整。
在进行焊接之前,焊丝必须被加热到其熔点以上,以便使其熔化并融合到要焊接的部件上。
加热焊丝可以通过多种方式实现,包括电弧焊、气体保护焊和激光焊等。
电弧焊是最常用的焊接方法之一,它利用一对电极之间的电弧产生高温来加热和熔化焊丝。
气体保护焊则是利用惰性气体或活性气体来保护熔化的焊丝和熔化的金属部件,以防止其与空气中的氧气和水蒸气发生化学反应。
激光焊则是利用激光束来集中加热焊丝,以实现瞬时加热和精确控制。
无论采用何种加热方式,重要的是要确保焊丝在加热和熔化的过程中能够均匀地填充并连接金属部件。
为了达到这一目的,焊接操作人员必须对焊接材料、加热方法和焊接过程有深入的了解,并且需要具备一定的操作技能和经验。
总之,焊丝的加热和熔化是焊接过程中至关重要的一步,它直接影响着焊接质量和效率。
通过选择合适的材料和加热方法,并合理进行焊接操作,可以确保焊接部件的质量和性能,从而达到预期的效果。
焊丝在加热和熔化过程中起着至关重要的作用。
它的材料和直径的选择将直接影响到焊接效果和质量。
焊接材料一般分为铝合金焊丝、铝镁合金焊丝、铝硅合金焊丝、铜及铜合金焊丝、镍及镍合金焊丝、钛及钛合金焊丝等几类。
而焊丝的直径则依据焊接材料的要求来选择,直径越细,适用于轻薄焊材,直径越粗则适用于厚壁焊材,因为焊丝直径直接影响到熔敷金属排布量、焊接电流、熔滴直径、熔滴频率和焊缝牢度。
在电弧焊过程中,焊丝被加热到熔化点以上,并利用电弧熔化金属补偿焊丝和熔化部分的工件。
气体保护焊则是利用保护气体把焊接部位周围的空气隔离开,预防氧气和水蒸气对焊接区域的影响。
而在激光焊过程中,激光束通过对焊丝的集中加热,实现对工件的连接。
焊丝的加热和熔化过程需要严格控制,以确保焊接过程中的质量和效率。
焊丝过热或熔化不足都会对焊接质量造成影响,发生熔敷金属排布不均匀、气孔、夹渣等缺陷,甚至导致焊接强度不够、脆性变化、变形增大等现象。