车身焊装工艺通则培训资料解析
- 格式:ppt
- 大小:4.41 MB
- 文档页数:3

(完整word版)车身焊装工艺第3篇车身焊装工艺第10章车身焊装工艺概述冲压将板料加工成外形各异的成形件,是分散、独立的,必须经过装配焊接才能成为车身,所以焊装是车身整体成形的关键工艺,焊装工艺是车身制造工艺中的重要环节。
10.1 车身焊装工艺特点(1) 连接特点设计车身时,考虑到制造工艺性,将车身分成若干个分总成,各分总成又可由若干个合件或冲压件组成,合件由若干个冲压件组成。
车身装焊过程是将若干个零件装焊成合件,再将若干个合件和零件装焊成分总成,最后将分总成、合件、零件装焊成车身总成。
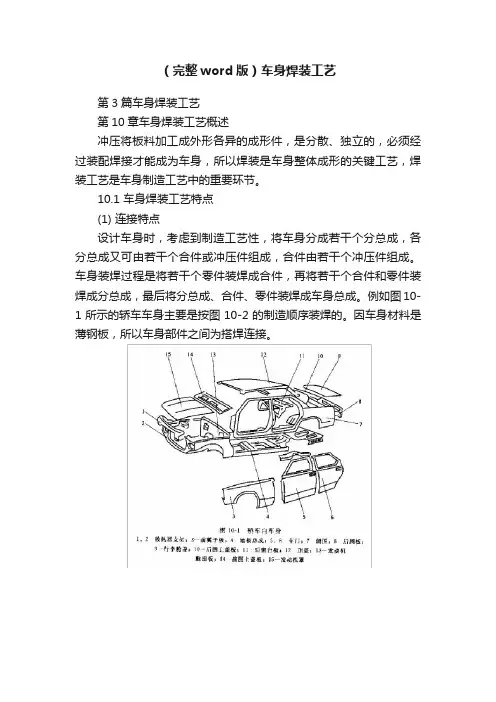
例如图10-1所示的轿车车身主要是按图10-2的制造顺序装焊的。
因车身材料是薄钢板,所以车身部件之间为搭焊连接。
一辆载货汽车车身有2000多个焊点,轿车车身的焊点达5000多个、累计焊缝长达40m以上,螺母、螺栓焊100~200个,CO2气体保护焊焊缝累计长2~3m。
(2) 焊接方法车身零件连接特点决定了对焊接工艺设备的要求,长期实践表明最适合薄钢板连接的就是电阻焊。
采用电阻焊,车身焊接变形小。
由于电阻点焊为内部热源,冶金过程简单,且加热集中,热影响区较小,容易获得优质接头。
表10-1为车身制造中常用焊接方法及典型应用实例。
电阻焊是车身制造应用最广泛的焊接工艺,占整个焊接工作量的70%以上。
二氧化碳气体保护焊,主要用于车身骨架和车身总成中点焊不能进行的连接部位的补焊。
如有些焊接件的组成结构较为复杂或接头在车身底部等,点焊焊钳无法达到,只能用CO2焊进行焊接。
10.2 电阻焊原理与分类10.2.1 电阻焊原理电阻焊的物理本质是利用焊接区金属的电阻热和在压力作用下的塑性变形,使结合面的金属原子之间达到晶格距离,形成金属键,产生足够的共同晶粒,在外压力作用下得到焊点、焊缝或对接接头。
如图10-3所示,将置于两电极之间的工件施加压力F,并在焊接处通以电流I,利用电流通过工件本身的电阻产生的热量使温度升高造成局部熔化,断电冷却时,在压力继续作用下该熔化处立即凝固,形成牢固接头。
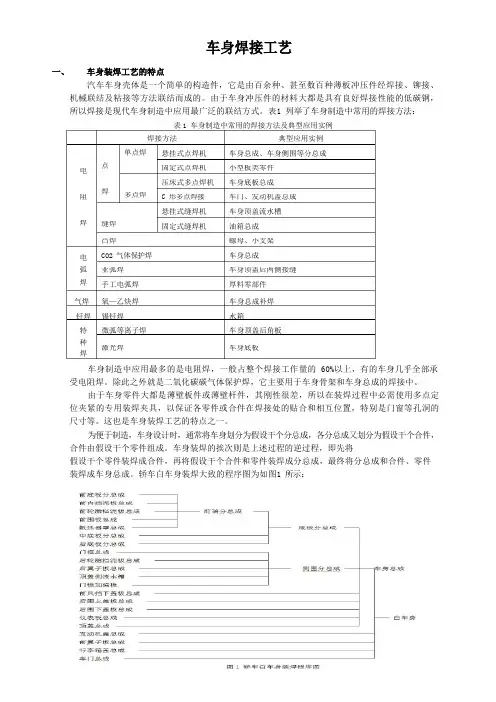
焊接方法典型应用实例单点焊悬挂式点焊机车身总成、车身侧围等分总成电点固定式点焊机小型板类零件压床式多点焊机车身底板总成阻焊多点焊C 形多点焊接车门、发动机盖总成悬挂式缝焊机车身顶盖流水槽焊缝焊固定式缝焊机油箱总成凸焊螺母、小支架电弧焊CO2 气体保护焊车身总成亚弧焊车身顶盖后两侧接缝手工电弧焊厚料零部件焊激光焊车身底板车身焊接工艺一、车身装焊工艺的特点汽车车身壳体是一个简单的构造件,它是由百余种、甚至数百种薄板冲压件经焊接、铆接、机械联结及粘接等方法联结而成的。
由于车身冲压件的材料大都是具有良好焊接性能的低碳钢,所以焊接是现代车身制造中应用最广泛的联结方式。
表1 列举了车身制造中常用的焊接方法:表 1 车身制造中常用的焊接方法及典型应用实例气焊氧—乙炔焊车身总成补焊钎焊锡钎焊水箱特种微弧等离子焊车身顶盖后角板车身制造中应用最多的是电阻焊,一般占整个焊接工作量的 60%以上,有的车身几乎全部承受电阻焊。
除此之外就是二氧化碳碳气体保护焊,它主要用于车身骨架和车身总成的焊接中。
由于车身零件大都是薄壁板件或薄壁杆件,其刚性很差,所以在装焊过程中必需使用多点定位夹紧的专用装焊夹具,以保证各零件或合件在焊接处的贴合和相互位置,特别是门窗等孔洞的尺寸等。
这也是车身装焊工艺的特点之一。
为便于制造,车身设计时,通常将车身划分为假设干个分总成,各分总成又划分为假设干个合件,合件由假设干个零件组成。
车身装焊的挨次则是上述过程的逆过程,即先将假设干个零件装焊成合件,再将假设干个合件和零件装焊成分总成,最终将分总成和合件、零件装焊成车身总成。
轿车白车身装焊大致的程序图为如图1 所示:电阻焊1.电阻焊及其特点将置于两电极之间的工件加压,并在焊接处通以电流,利用电流通过工件本身产的的热量来加热而形成局部熔化,断电冷却时,在压力连续作用下而形成结实接头。
这种工艺过程称为电阻焊。
电阻焊的种类很多,按接头形式可分为搭接电阻焊和对接电阻焊两种。
车身焊装知识汽车车身焊装工艺车身总成主要采用焊接方法。
在汽车车身结构设计中,必须考虑零部件的装配过程。
焊接工艺设计、车身产品设计和冲压工艺设计相互关联、相互制约,必须综合考虑。
它是影响车身制造质量的重要因素。
第一节焊装工艺分析可制造性的客观评价标准是在一定的生产条件和规模下,能否保证以最少的原材料和加工劳动力获得高质量的产品。
影响车身焊接工艺的主要因素有生产批次、车身产品细分、焊接结构、焊点布置等。
1、生产批次车身的焊装工艺主要由生产批量的大小确定的。
一般来说,批量越小,夹具的数量越少,自动化程度越低,每台夹具上所焊的车身产品件数量越多;反之,批量越大,焊装工位越多,夹具数量越多,自动化程度越高,每台夹具上所焊的车身产品件数量越少。
1.生产节拍的计算生产节拍是指在设备正常运行过程中生产单位产品所需的时间。
假设某车年生产纲领是30000辆份/年工作制度:两班制,250个工作日,每个工作日8小时设备开工率:85%则生产节拍的计算为:2.时序图设计时间图是指一个车站从装载部件到拾取焊接部件的整个过程中所有动作的顺序、时间分布和相互联锁关系。
这些操作包括装载和卸载(手动或自动)、夹紧和松开夹具、自动焊枪就位、焊接、返回和移动输送机。
生产线各工位顺序图的总设计时间以满足生产节拍为基础。
同时,时序图也是焊接线电气控制设计和机电交互界面的技术文件和依据。
如图4-1所示为一张时序图,它的内容包括:(1)设备名称,除以完成操作的单元。
例如,移动设备、夹具单元1、焊接、车身部件名称等。
主体部件名称指示馈送动作,并且部件名称指示拾取动作。
2)相应设备的动作名称,它是以动力源的动作来划分的。
例如移动装置是由气缸驱动上下运动和电机驱动工位间前后运动组成,它的动作名称分别为上升,下降,前进,后退;再例如夹具是由夹紧气缸驱动夹紧,它的动作名称分为夹紧,打开等。
(3)每个动作顺序和时间分配。
行动计划分配以坐标网格的形式进行标记。