WJ-8型扣件安装说明书
- 格式:pdf
- 大小:4.61 MB
- 文档页数:18

WJ-8型扣件高程调整作业指导书
目 录
一、作业介绍 ............................................ 3
二、作业流程图 .......................................... 4
三、作业程序及标准 ...................................... 5
1. 防护设置 ............................................. 5
2. 前往工作门 ........................................... 5
3. 派工点名 ............................................. 5
4. 前往作业地点 ......................................... 5
5. 确定基准轨 ........................................... 5
6. 量具校核 ............................................. 5
7. 高程标识 ............................................. 6
8. 配料 ................................................. 6
9. 高程调整 ............................................. 6
10.水平调整 ............................................. 6
11.作业回检 ............................................. 6
12.作业区段排查 ......................................... 6
WJ-8型扣件高程调整作业指导书
目 录
一、作业介绍 ............................................ 3
二、作业流程图 .......................................... 4
三、作业程序及标准 ...................................... 5
1. 防护设置 ............................................. 5
2. 前往工作门 ........................................... 5
3. 派工点名 ............................................. 5
4. 前往作业地点 ......................................... 5
5. 确定基准轨 ........................................... 5
6. 量具校核 ............................................. 5
7. 高程标识 ............................................. 6
8. 配料 ................................................. 6
9. 高程调整 ............................................. 6
10.水平调整 ............................................. 6
11.作业回检 ............................................. 6
12.作业区段排查 ......................................... 6
DTVI2型扣件
现场组装指导及技术服务作业指导书
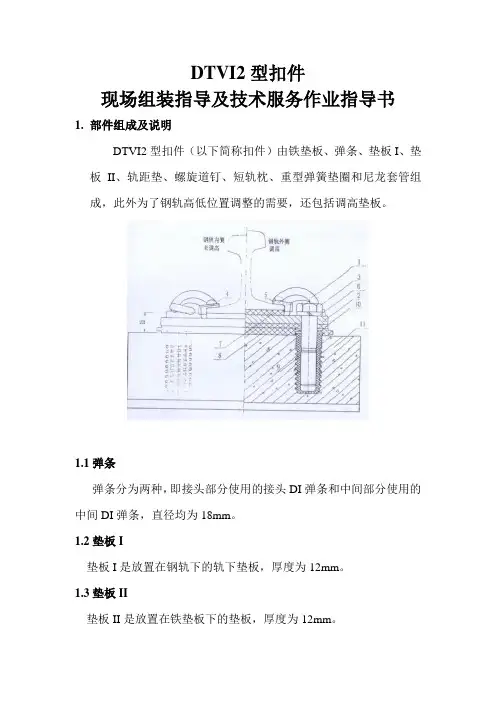
1. 部件组成及说明
DTVI2型扣件(以下简称扣件)由铁垫板、弹条、垫板I、垫板II、轨距垫、螺旋道钉、短轨枕、重型弹簧垫圈和尼龙套管组成,此外为了钢轨高低位置调整的需要,还包括调高垫板。
1.1弹条
弹条分为两种,即接头部分使用的接头DI弹条和中间部分使用的中间DI弹条,直径均为18mm。
1.2垫板I
垫板I是放置在钢轨下的轨下垫板,厚度为12mm。
1.3垫板II
垫板II是放置在铁垫板下的垫板,厚度为12mm。 DTVI2型扣件现场组装指导及技术服务作业指导书
- 2 - 1.4轨距垫
轨距垫分为两种,即接头部分使用的接头轨距垫和中间部分使用的中间轨距垫,同时调整轨距的需要轨距垫又分为6号、8号、10号、12号。见下表
1.5尼龙套管
该部件预先埋设于轨枕中,埋设精度应满足要求。套管埋设后,应加盖塑料(或其它材料)盖以防雨水和泥污进入。
1.6调高垫板
调高垫板分根据厚度d不同,分为2mm、3mm、5mm、10mm四种规格。
2铺设顺序及要求
2.1安装前的准备工作
2.1.1按照1条选择并准备合适类型的弹条和合适类型的轨距垫、铁垫板、垫板、螺旋道钉等部件。
2.1.2适当准备调高垫板,以备调整钢轨高低之用。
2.1.3清除轨枕或轨道板承轨面和轨底的泥污。 DTVI2型扣件现场组装指导及技术服务作业指导书
- 3 -
2.1.4摘除套管上的塑料(或其它材料)盖。
2.2安装顺序
步骤1依次放置垫板II(钉孔对准套管孔)、铁垫板(正常安装时△端放在钢轨内侧);
步骤2将螺旋道钉套上弹簧垫圈后,涂上黄油,穿过铁垫板和垫板II的螺栓孔,拧到尼龙套管内,先不拧紧。
步骤3放置垫板I,使下面的挡条卡住铁垫板两侧,然后放置钢轨,再放置轨距垫,8号在钢轨内侧,10号在钢轨外侧;
步骤4确认轨距和轨向合适后,拧紧螺旋道钉。扭矩控制:直线及曲线半径≥800m地段为150-200N·m,其余地段为200-250N·m。

铁路工务 WJ-8 型扣件作业标准
1、范围
本标准规定了无砟轨道 WJ-8 型扣件作业条件、作业机 (料)具、作业组织、作业流程、质量标准及安全要求。
本标准适用于铁路管内无砟轨道 WJ-8 型扣件平面、轨距 及高程调整作业。
2、规范性引用文件
下列文件对于本文件的应用是必不可少的。凡是注日期 的引用文件,仅所注日期的版本适用于本文件。凡是不注日 期的引用文件,其最新版本(包括所有的修改单)适用于本 文件。
TG/GW115-2012高速铁路无砟轨道线路维修规则(试行)
3、作业条件
天窗点内作业,动道方案已批复并已现场静态复核,有
正式施工作业计划,满足无缝线路作业条件,机具设备材料 人员准备到位,量具检定合格,配合人员到场(影响其他单 位设备时) 。
4、主要作业机(料)具
防护备品 1 套、数显式道尺 1 把、0 级小车 1 套、扭力矩 扳手 1把、丁字扳手 2 把、机动扳手 1台、无砟轨道起道机 1 台、小撬棍 1 根、小紫铜锤 1 把、小扫帚 1 把、弦线 1 副、 200mm钢直尺1把、防夹木、石笔、轨温表 1块、现场作业记 录本;照明灯具、轨距挡板、轨距块、调高垫板、轨下垫板 及微调垫片等调整件(可根据具体情况适当调配) 。
5、 作业组织
人员基本配置 10 人:作业负责人兼道尺检测 1 人,标识 1 人,散料 1 人,换件调整 2 人,机动扳手使用 1 人,起道机 手 1 人,驻站防护 1 人,工地防护 1 人。
6、 作业流程
6.1 量具校核及作业准备
——作业前必须对使用道尺进行校核。校核时,作业负 责人对使用的道尺与小车检测轨距值进行对比;在道尺与小 车同点同项目检查结果误差小于 1mn的前提下(否则须更换
道尺或重新测量)以精测数据为准,用笔在道尺上标注误差 值;道尺检查时将检查结果统一减除误差进行作业。
——应掌握作业前、中、后轨温。
——应调试机动扳手扭力矩,满足扭力矩要求。