CPK应用指导
- 格式:doc
- 大小:358.50 KB
- 文档页数:5
CPK应用指导(总4页)
-CAL-FENGHAI.-(YICAI)-Company One1
-CAL-本页仅作为文档封面,使用请直接删除 CPK应用指导
一、 工具原理
过程能力是指过程加工质量方面的能力,它是衡量过程加工内在一致性,是稳态下的最小波动。
Cp(Process Capability index)-表示过程容差与自然容差的比值大小,用来衡量过程的能力。
由于Cp无法反映当中心值偏离时过程能力的变化,由此引出了另一个指数Cpk的概念。
Cpk(Complex Process Capability index)-表示当过程中心值偏移时,中心值与规格上下限之间的最短距离与1/2自然容差的比值大小。
CPK中Ca: 制程准确度,Cp: 制程精密度。
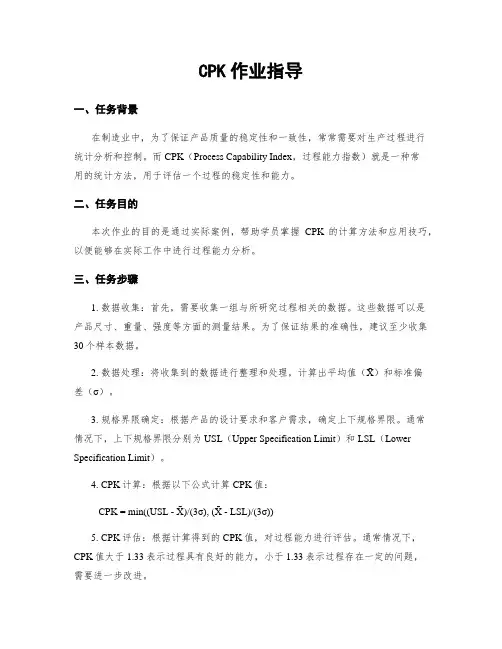
图中蓝色曲线的表示正常情况下期望的正态分布 Normal distribution。图中红色曲线为实际的分布情况。M表示期望值,µ为实际的平均值。
在分布的过程中,准确度Ca,希望µ值与期望值M越接近越好。精确度Cp值,也就是精密度值希望越大越好,因为这样代表更加的集中。但实际上总会出现偏差。
和的比较与说明
1. 无偏移情况的表示过程加工的一致性,即“质量能力”,越大,则质量能力越强;而有偏移情况的反映过程加工中心与公差中心M的偏差情况,越大,则二者偏离越小,是过程“质量能力”与“管理能力”二者的综合的结果。
2. 故和二者的重点不同,需要同时加以考虑,将和二数值联合使用,可对产品质量有更全面的了解。
二、 工具应用的目的、效益
1. 对工艺过程满足技术要求的程度和过程质量进行评定,衡量工序能力,识别改进机会。
2. 认清、掌握工序实际生产能力水平。
3. 若在CPK较小的情况下生产,过程能力可能不能满足质量要求,产品质量可能不稳定。
三、 工具应用的前提、条件
1. 测量的工艺参数数据服从正态分布。
2. 工序过程稳定,即处于统计受控状态。
3. 规格控制限制定准确。
4. 对分析的工序,只采用一个工艺参数表征该工序的质量,而且对这个工艺参数只有一个规范要求。
四、 应用流程、要求
CPK评价流程和注意事项
1. 确定评价对象
工序能力表征的是“工序”的能力。为了保证评价结果的正确性,要求评价时采用的工艺参数数据“服从同一种分布”,这就要求生产过程中5M1E因素在宏观上保持不变。其中“操作方法”“测量”和“环境”通常保持不变。在生产过程中只要保持采用一个厂家提供的同批次原材料,也可以使“原材料”保持不变。为了保证工艺参数数据“服从同一种分布”,在确定评价对象时应针对“机器”和“人”这两个因素,注意以下几个问题
如果同一道工序有多台相同设备,评价工序能力指数时应分别计算每一台设备的CPK。
如果同一台设备加工几个品种,应选择典型产品评价。将不同品种的数据混合在一起,将导致CPK计算结果偏低。
对于主要是手工操作的设备,有可能同一台设备按班次安排有几个操作人员。由于工序能力指数评价是针对设备进行的,而加工结果与操作人员的“技艺水平”关系非常密切。可以采用CPK值评价的方法用同一台设备评价单个操作人员的“水平”。然后尽量将“技艺水平”差不多的操作人员安排在同一台设备上,使他们加工的工艺参数数据基本“服从同一种分布”
CPK评价的是工序的总体水平,而不是某一次操作的具体情况,因此,在日常生产过程中,不需要将工序能力指数评价作为每天必做的常规工作。可以隔一段时间(一个月),采用这段时期内采集的 艺参数数据计算CPK值。
2. 工艺参数数据采集
数据个数
评价工序能力指数是根据有限的工艺参数数据推算描述母体分布的,进而计算CPK值。根据数理统计原理,数据个数越多,计算结果越“精确”。但考虑数据采集的难度或成本,一般有100个数据即可。应该明确,计算CPK值时采用的数据越少,计算结果的置信区间就越宽,因此评价结果的可信程度就越差。
数据采集频次
对CPK评价而言,不需要在一次采集中就得到要求的数据个数,但是抽样方式应固定,不得掺入人为因素。
应该在工艺稳定受控情况下采集数据,否则得到的工序能力指数并不能代表工艺的真正水平,其结果最多只起参考作用。
关于“异常数据”的剔除原则:应该按照统计工具确定某个数据是否为异常数据,不能凭个人“感觉”随意删除已采集的数据。
3. 测量仪器对CPK评价结果的影响
为了保证CPK评价结果的正确性,采用的测试仪器必须具有满足评价要求的“准确度”、“分辨率”和“精密度”。
为了保证计算精度,测试的工艺参数数据之间必须在两位有效数字上有所差别。如果测试仪器只能判断参数是否符合规范要求,而不能给出具体数值,或者因为仪器分辨率不够,测得的数据都是相同的值(或是几种不同的数值),由这种数据很难正确地计算工序能力指数。
通常用标准偏差大小表征仪器的“精密度”,一般要求仪器的标准偏差不大于工艺参数数据标准偏差的十分之一,否则会使计算的CPK值明显偏低。
4. 失控分析
对计量值控制图的分析“顺序”
均值控制图的控制限是采用各批数据极差(标准偏差)的平均值计算的,因此只有在极差(标准偏差)控制图正常的情况下再分析均值控制图的失控问题。
在查找失控原因时首先判断是否存在“虚假数据”
关于“好”的异常和“坏”的异常
根据判断规则可以从控制图判断生产工艺过程是否出现失控,即判断生产过程是否存在异常原因。一般情况下,过程异常都是我们不希望看到的“坏”的异常。但是有时出现的异常也可能是一种“好”的异常。
只要出现异常,都说明工艺过程的状态发生了变化,均应进行质量分析。对“坏”的异常,应查找原因,采取措施,消除异常因素。
对“好”的异常,首先应确认确实是“好”的异常,而不是虚假现象。然后通过质量分析,查找出原因后,采取措施将其保持,使工艺版处于新的受控状态。
不管哪种异常,通过质量分析查找原因后,均要重新采用分析用控制图,直到确认工艺过程又处于稳定受控时,才转为控制用控制图。 五、 应用场合
关键工艺参数、过程参数、产品参数计算,识别制程能力。
六、 应用注意点、难点
使用CPK时应注意(参见《统计过程控制与评价——CPK、SPC、和PPM技术》第3章)
1. CPK值计算精度问题
在计算工序能力指数之前,需计算工艺参数分布的标准偏差,通常采用以下四种方法计算得s,作为母体分布标准偏差的近似值。
总体方差法、均值方差法、分组极差法、分组方差法
从数理统计的基本原理考虑,这些计算方法都是可行的,但是它们都是属于“点估计法”,计算结果与数据量大小、数据起伏以及测量误差等多种因素密切相关。当数据个数趋于无穷大时,四种方法的计算结果将趋于同一个值。但是,实际生产中用于计算工序能力指数的数据个数总是有限的,这样对同一批数据,采用不同方法,结果可能相差很大。
2. 数据为非正态分布的情况
3. 单个参数多种规范要求的问题
4. 多品种情况CPK的计算问题
5. 多变量工序能力指数的问题
七、 参考附件
最新版本设备Cmk值检测评定报告.xls