按下急停键。 4)按下“电源关”按钮,关机床面板上的系统电源。 5)关机床侧面的机床电器柜电源。
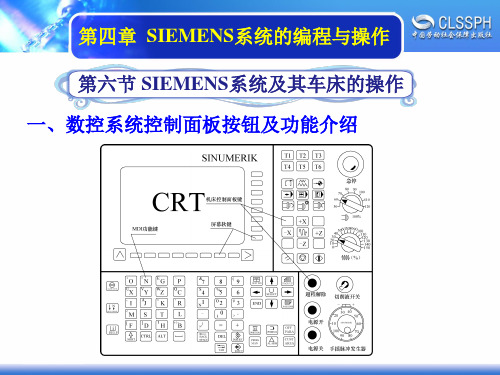
第四章 SIEMENS系统的编程与操作
2.返回参考点(简称“回零”)
(1)回参考点操作步骤
1)先将“进给速度修调倍率”旋钮上的箭头指向100%; 2)按下“回参考点”键,进入“回参考点”窗口(如图),在该窗口 中,画面上“ ”表示坐标轴未回到参考点,“ ”则表示坐标轴已经返回 参考点。
程序管理窗口
第四章 SIEMENS系统的编程与操作
(2)打开或删除原程序 1)按[PROG MAN]键,返回程序管理窗口。 2)移动光标键,移动到要打开或删除的程序名上。 3)按垂直软键[打开]或[删除],即可完成该程序打开或 删除操作。
程序管理窗口
第四章 SIEMENS系统的编程与操作
(3)程序的输入与编辑 程序的输入与编辑窗口如图所示,程序的编辑操作
自动运行加工窗口
第四章 SIEMENS系统的编程与操作
(3)自动加工工过程中的程序控制 1)在图a窗口下,按水平软键[程序控制]键,进入图b所 示程序控制窗口。 2)按下该窗口下的垂直软键,即可实现不同的程序控制。
第四章 SIEMENS系统的编程与操作
(5)其余刀具的对刀操作 其余刀具的对刀方法与第一把刀基本相同,不同之处 在于第①步不再切削工件表面,而是将刀尖逐渐接近并 分别接触到端面及外圆表面后,即进行余下步骤的操作。
第四章 SIEMENS系统的编程与操作
(6)设置刀尖圆弧半径补偿值
1)在图a窗口下按垂直软键[刀具表],出现图b窗口(四把刀均已对刀 完成)。与操作
(1)机床原点偏置(即零点偏移)的设定 1)在“JOG”模式下,按下[OFF PARA ]键返回主菜单。 2)按水平软键[参数]功能键进入R参数设置窗口。