铣削的切削用量
- 格式:pdf
- 大小:366.57 KB
- 文档页数:10
淬硬钢高速铣削用量确定方法的研究随着现代工业的发展,钢材已成为工业生产必需的原材料之一。
钢铁的硬度与强度是其重要的性质之一,然而,这些性质也给钢材的加工带来了极大的难度。
淬硬钢是一种常见的高强度钢材,加工难度较大,但是淬硬钢的性能卓越,应用广泛。
为了提高淬硬钢的加工效率和加工质量,在高速铣削加工时,需要选择合适的切削用量。
本文旨在研究淬硬钢高速铣削用量的确定方法。
首先,介绍淬硬钢高速铣削的概念和特点,其次,阐述机械冷却液对淬硬钢高速铣削的影响。
最后,通过实验研究,确定了淬硬钢高速铣削的切削用量范围。
一、淬硬钢高速铣削的概念和特点淬硬钢是通过高温淬火、低温回火获得高硬度、高韧性和高强度的钢材。
与普通钢相比,淬硬钢更难加工,但是其复合材料和高强度要求,使其在汽车工业、模具制造和航空航天工业等领域得到广泛的应用。
高速铣削技术是利用高速旋转的铣刀通过对工件进行连续的切削来实现高精度、高效率加工的一种方法。
相对于传统的铣削工艺,高速铣削具有更高的加工精度、更短的加工时间和更少的切削力。
1. 切削速度高:淬硬钢的硬度高,加工难度较大,需要通过提高切削速度来增强切削力,以保持切削稳定性和表面质量。
2. 切削深度小:淬硬钢的硬度高,不适合进行过深的切削。
一般来说,切削深度应小于0.5mm。
3. 切削用量大:淬硬钢的硬度大,需要选择更大的切削量才能确保切削效率和表面质量。
二、机械冷却液对淬硬钢高速铣削的影响机械冷却液是一种重要的工业润滑剂,广泛应用于机械加工中。
在高速铣削加工中,机械冷却液具有以下几点作用:1. 降低温度:高速铣削加工时,因为热量的积累作用,工件和刀具表面温度会迅速升高,机械冷却液可以通过吸收和带走热量的方式,减缓加工过程中的升温效应。
2. 减少磨损:机械冷却液能够减少铣刀与工件之间的摩擦力,从而减少铣刀表面的磨损。
3. 冲刷切屑:在铣削的过程中,切屑会停留在铣刀表面上,影响铣削效率和表面质量。
机械冷却液能够将切屑冲刷走,保证铣削顺畅。
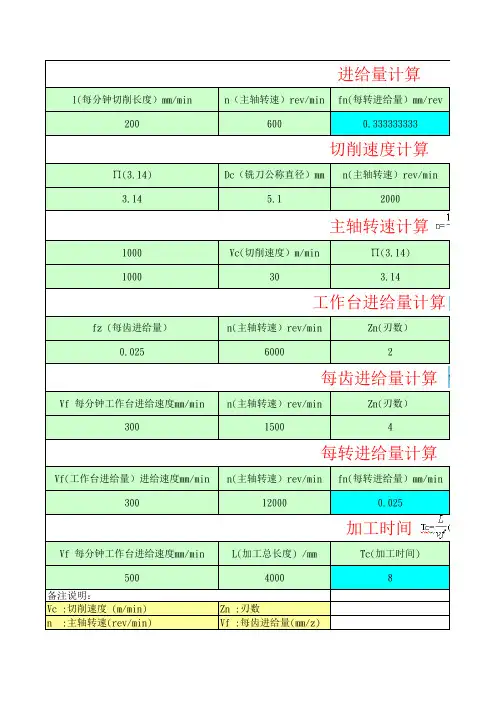
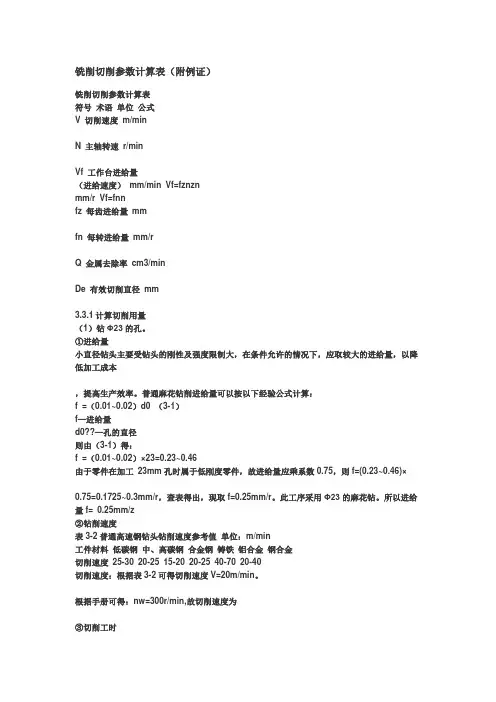
铣削切削参数计算表(附例证)铣削切削参数计算表符号术语单位公式V 切削速度m/minN 主轴转速r/minVf 工作台进给量(进给速度)mm/min Vf=fznznmm/r Vf=fnnfz 每齿进给量mmfn 每转进给量mm/rQ 金属去除率cm3/minDe 有效切削直径mm3.3.1计算切削用量(1)钻Φ23的孔。
①进给量小直径钻头主要受钻头的刚性及强度限制大,在条件允许的情况下,应取较大的进给量,以降低加工成本,提高生产效率。
普通麻花钻削进给量可以按以下经验公式计算:f =(0.01~0.02)d0 (3-1)f—进给量d0??—孔的直径则由(3-1)得:f =(0.01~0.02)×23=0.23~0.46由于零件在加工23mm孔时属于低刚度零件,故进给量应乘系数0.75,则f=(0.23~0.46)×0.75=0.1725~0.3mm/r,查表得出,现取f=0.25mm/r。
此工序采用Φ23的麻花钻。
所以进给量f= 0.25mm/z②钻削速度表3-2普通高速钢钻头钻削速度参考值单位:m/min工件材料低碳钢中、高碳钢合金钢铸铁铝合金钢合金切削速度25-30 20-25 15-20 20-25 40-70 20-40切削速度:根据表3-2可得切削速度V=20m/min。
根据手册可得:nw=300r/min,故切削速度为③切削工时l=23mm,l1=13.2mm.查《工艺手册》可得,切削工时计算公式:(3-2)1—切出量2—切出量—行程量①扩孔的进给量由《切削用量手册》可得得扩孔钻扩Φ24.8的孔时的进给量,并根据机床规格选取F=0.3 mm/z②切削速度扩孔钻扩孔的切削速度,由《工艺手册》可得:V=0.4V 钻(3-3)其中V 钻为用钻头钻同样尺寸的实心孔时的切削速度.故V=0.4×21.67=8.668m/min按机床选取nw =195r/min.③切削工时切削工时时切入1=1.8mm,切出2=1.5mm,根据公式(3-2)得:①粗铰孔时的进给量根据有关资料介绍,铰孔时的进给量和切削速度约为钻孔时的1/2~1/3,故F=1/3f钻=1/3×0.3=0.1mm/r (3-4)所以:V=1/3V钻=1/3×21.67=7.22m/min②切削速度按机床选取nw=195r/min,所以实际切削速度③切削工时切削工时,切入l2=0.14mm,切出l1=1.5mm.,根据公式(3-2)得①精铰孔时的进给量根据有关资料介绍,铰孔时的进给量和切削速度约为钻孔时的1/2~1/3,故根据公式(3-4)可得:V=1/3V钻=1/3×21.67=7.22m/min②切削速度按机床选取nw=195r/min,所以实际切削速度③切削工时切削工时,切入l2=0.06mm,切出l1=0mm,根据公式(3-2)得:(2)铣φ55的叉口的上、下端面。
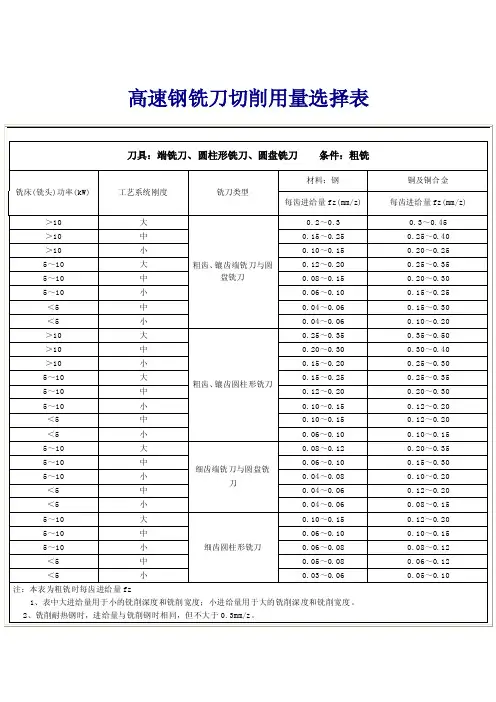
高速钢铣刀切削用量选择表刀具:端铣刀、圆柱形铣刀、圆盘铣刀条件:半精铣要求表面粗糙度Ra(μm)铣刀类型铣刀直径do(mm)加工材料进给量f(mm/r)6.3圆盘和镶齿端铣刀 1.2~2.73.2圆盘和镶齿端铣刀0.5~1.21.6圆盘和镶齿端铣刀0.23~0.53.2圆柱形铣刀40~80 1.0~2.71.6圆柱形铣刀40~80钢及铸铁0.6~1.53.2圆柱形铣刀100~125钢及铸铁 1.7~3.81.6圆柱形铣刀100~125钢及铸铁 1.0~2.13.2圆柱形铣刀160~250钢及铸铁 2.3~5.01.6圆柱形铣刀160~250钢及铸铁 1.3~2.83.2圆柱形铣刀40~80铸铁、铜及铝合金 1.0~2.31.6圆柱形铣刀40~80铸铁、铜及铝合金0.6~1.33.2圆柱形铣刀100~125铸铁、铜及铝合金 1.4~3.01.6圆柱形铣刀100~125铸铁、铜及铝合金0.8~1.73.2圆柱形铣刀160~250铸铁、铜及铝合金 1.9~3.71.6圆柱形铣刀160~250铸铁、铜及铝合金 1.1~2.1注:本表为半精铣时每转进给量f,使用圆柱形铣刀1、表中大进给量用于小的铣削深度和铣削宽度;小进给量用于大的铣削深度和铣削宽度。
2、铣削耐热钢时,进给量与铣削钢时相同,但不大于0.3mm/z。
刀具:立铣刀 条件:粗铣材料铣削平面及凸台铣削槽铣削深度(mm ) 铣削速度 v(m/min)铣刀直径d0 mm 每齿进给量af(mm/z) 铣削深度(mm ) 铣削速度 v(m/min)槽宽d0(mm) 每齿进给量fz(mm/z) 低碳钢HB:125~2250.5 52-64 10 0.025 0.75 30~34 10 0.025 1.5 38-49 10 0.05 3 29~32 10 0.038 d0/4 34-43 10 0.025 d0/2 26~29 10 0.018~0.025d0/2 20-37 10 0.018 d0 21~24 10 0.013 0.5 52-64 12 0.05 0.75 30~34 12 0.038 1.5 38-49 12 0.075 3 29~32 12 0.063 d0/4 34-43 12 0.05 d0/2 26~29 12 0.038 d0/2 20-37 12 0.025 d0 21~24 12 0.025 0.5 52-64 18 0.075-0.102 0.75 30~34 18 0.075 1.5 38-49 18 0.102-0.13 3 29~32 18 0.102 d0/4 34-43 18 0.075-0.102 d0/2 26~29 18 0.063 d0/2 20-37 18 0.05-0.075 d0 21~24 18 0.05 0.5 52-64 25~50 0.102-0.13 0.75 30~34 25~50 0.102 1.5 38-49 25~50 0.13-0.15 3 29~32 25~50 0.13 d0/4 34-43 25~50 0.102-0.13 d0/2 26~29 25~50 0.089 d0/2 20-37 25~50 0.075-0.102d0 21~24 25~50 0.075 中碳钢175~275 0.5 34-49 10 0.025 0.75 26~29 10 0.018 1.5 26-37 10 0.05 3 24~27 10 0.025 d0/4 23-32 10 0.025 d0/2 21~24 10 0.013 d0/2 20-27 10 0.018 d0 18~20 10 0.5 34-49 12 0.05 0.75 26~29 12 0.025-0.038 1.526-37 12 0.075 3 24~27 12 0.05-0.063 d0/4 23-32 12 0.05 d0/2 21~24 12 0.025 d0/2 20-27 12 0.025 d0 18~20 12 0.018 0.5 34-49 18 0.075 0.75 26~29 18 0.05-0.075 1.5 26-37 18 0.102 3 24~27 18 0.075-0.102d0/4 23-32 18 0.075 d0/2 21~24 18 0.05 d0/2 20-27 18 0.05 d0 18~20 18 0.038 0.5 34-49 25~50 0.102 0.75 26~29 25~50 0.075-0.102 1.5 26-37 25~50 0.13 3 24~27 25~50 0.102-0.13 d0/4 23-32 25~50 0.102 d0/2 21~24 25~50 0.075 d0/220-27 25~50 0.075 d0 18~20 25~50 0.063 高碳钢175~2750.5 32-46 10 0.025 0.75 24~27 10 0.018 1.524-34100.05323~26100.025d0/218-24100.018d017~18100.532-46120.050.7524~27120.0251.524-34120.075323~26120.05 d0/421-29120.05d0/220~23120.025 d0/218-24120.025d017~18120.0180.532-46180.0750.7524~27180.0631.524-34180.102323~26180.089 d0/421-29180.075d0/220~23180.05 d0/218-24180.05d017~18180.0380.532-4625~500.1020.7524~2725~500.0891.524-3425~500.13323~2625~500.102 d0/421-2925~500.102d0/220~2325~500.075 d0/218-2425~500.075d017~1825~500.063合金钢(低碳)125~2250.537-38100.0250.7527~30100.0251.527-29100.05326~29100.025 d0/424-26100.038d0/223~26100.018 d0/221-23100.025d018~21100.0130.537-38120.050.7527~30120.0381.527-29120.075326~29120.063 d0/424-26120.05d0/223~26120.038 d0/221-23120.038d018~21120.0250.537-38180.075-0.1020.7527~30180.0751.527-29180.102-0.13326~29180.102 d0/424-26180.075-0.102d0/223~26180.063 d0/221-23180.05-0.075d018~21180.050.537-3825~500.102-0.130.7527~3025~500.1021.527-2925~500.13-0.15326~2925~500.13 d0/424-2625~500.102-0.13d0/223~2625~500.089 d0/221-2325~500.075-0.102d018~2125~500.075合金钢(中碳)175~2750.530-37100.0250.7520~23100.0181.523-27100.05318~21100.025d0/420-24100.038d0/215~18100.013d0/218-21100.025d012~14100.530-37120.050.7520~23120.0381.523-27120.075318~21120.05d0/420-24120.05d0/215~18120.025d0/218-21120.038d012~14120.013-0.0180.530-37180.0750.7520~23180.05-0.0751.523-27180.102318~21180.075-0.102d0/2 18-21 18 0.05 d0 12~14 18 0.038 0.5 30-37 25~50 0.102 0.75 20~23 25~50 0.075-0.102 1.5 23-27 25~50 0.13 3 18~21 25~50 0.102-0.13 d0/4 20-24 25~50 0.102 d0/2 15~18 25~50 0.075 d0/2 18-21 25~50 0.075 d0 12~14 25~50 0.063 合金钢(高碳)175~275 0.5 30-34 10 0.025 0.75 18~20 10 0.018 1.5 23-26 10 0.05 3 17~18 10 0.025 d0/4 20-21 10 0.025 d0/2 14~15 10 0.013 d0/2 18 10 0.018 d0 12 10 0.5 30-34 12 0.05 0.75 18~20 12 0.038 1.5 23-26 12 0.075 3 17~18 12 0.05 d0/4 20-21 12 0.05 d0/2 14~15 12 0.025 d0/2 18 12 0.025 d0 12 12 0.018 0.5 30-34 18 0.075 0.75 18~20 18 0.05-0.075 1.5 23-26 18 0.102 3 17~18 18 0.075-0.102d0/4 20-21 18 0.075 d0/2 14~15 18 0.05 d0/2 18 18 0.05 d0 12 18 0.038 0.5 30-34 25~50 0.102 0.75 18~20 25~50 0.075-0.102 1.5 23-26 25~50 0.13 3 17~18 25~50 0.102-0.13 d0/4 20-21 25~50 0.102 d0/2 14~15 25~50 0.075 d0/2 18 25~50 0.075 d0 12 25~50 0.063 高强度钢225~350 0.5 18-26 10 0.018 0.75 15~18 10 0.013-0.018 1.5 14-20 10 0.025 3 14~17 10 0.018-0.025 d0/4 12--17 10 0.018 d0/2 12~14 10 0.013 d0/2 11--15 10 0.013 d0 11~12 10 0.5 18-26 12 0.038-0.05 0.75 15~18 12 0.025 1.5 14-20 12 0.05-0.075 3 14~17 12 0.038-0.05 d0/4 12--17 12 0.038-0.05 d0/2 12~14 12 0.025 d0/2 11--15 12 0.025-0.038 d0 11~12 12 0.013 0.5 18-26 18 0.075 0.75 15~18 18 0.05 1.5 14-20 18 0.102 3 14~17 18 0.075 d0/4 12--17 18 0.075 d0/2 12~14 18 0.038 d0/2 11--15 18 0.05 d0 11~12 18 0.025 0.5 18-26 25~50 0.102 0.75 15~18 25~50 0.075 1.5 14-20 25~50 0.13 3 14~17 25~50 0.102 d0/4 12--17 25~50 0.102 d0/2 12~14 25~50 0.063 d0/211--15 25~50 0.075 d0 11~12 25~50 0.05 高速钢200~2750.5 18-26 10 0.013-0.018 0.75 9~15 10 0.013 1.514-20100.018-0.02538~14100.018d0/211--15100.013d05~11100.518-26120.0250.759~15120.0381.514-20120.025-0.0538~14120.05d0/412--17120.013-0.025d0/26~12120.018-0.025 d0/211--15120.013d05~11120.0130.518-26180.038-0.050.759~15180.051.514-20180.038-0.07538~14180.075d0/412--17180.025-0.05d0/26~12180.038-0.05 d0/211--15180.013-0.025d05~11180.0250.518-2625~500.05-0.0750.759~1525~500.0751.514-2025~500.063-0.10238~1425~500.102d0/412--1725~500.05-0.075d0/26~1225~500.075d0/211--1525~500.025-0.05d05~1125~500.05工具钢150~2500.520-30100.013-0.0180.7512~17100.013-0.0181.515-23100.025311~15100.018d0/412--20100.013-0.018d0/29~12100.013d0/211--18100.013d08~9100.520-30120.0250.7512~17120.0381.515-23120.038-0.05311~15120.05d0/412--20120.025d0/29~12120.025-0.038 d0/211--18120.013d08~9120.013-0.0250.520-30180.038-0.050.7512~17180.051.515-23180.05-0.075311~15180.075d0/412--20180.038-0.05d0/29~12180.038-0.05 d0/211--18180.025d08~9180.025-0.050.520-3025~500.05-0.0750.7512~1725~500.075-0.1021.515-2325~500.075-0.102311~1525~500.102-0.13 d0/412--2025~500.05-0.075d0/29~1225~500.075-0.102 d0/211--1825~500.038-0.05d08~925~500.05-0.075不锈钢(奥氏体)135~2750.527-34100.0250.7512~18100.013-0.0181.520-24100.05311~17100.018-0.025 d0/417-21100.025d0/29~15100.013d0/215-18100.025d08~12100.527-34120.050.7512~18120.0251.520-24120.075311~17120.038-0.05 d0/417-21120.05d0/29~15120.025d0/215-18120.025-0.038d08~12120.0130.527-34180.1020.7512~18180.051.520-24180.13311~17180.063-0.075d0/2 15-18 18 0.075 d0 8~12 18 0.025 0.5 27-34 25~50 0.13 0.75 12~18 25~50 0.075 1.5 20-24 25~50 0.15 3 11~17 25~50 0.102 d0/4 17-21 25~50 0.13 d0/2 9~15 25~50 0.063-0.075 d0/2 15-18 25~50 0.102 d0 8~12 25~50 0.038-0.05 不锈钢(马氏体175~325 0.5 21-40 10 0.018-0.025 0.75 12~20 10 0.013 1.5 17-30 10 0.025-0.05 3 11~18 10 0.018 d0/4 14-27 10 0.018-0.025 d0/2 9~15 10 0.013 d0/2 12--23 10 0.013-0.025 d0 8~12 10 0.5 21-40 12 0.025-0.05 0.75 12~20 12 0.025-0.038 1.5 17-30 12 0.05-0.075 3 11~18 12 0.038-0.05 d0/4 14-27 12 0.025-0.05 d0/2 9~15 12 0.025-0.038 d0/2 12--23 12 0.018-0.025 d0 8~12 12 0.013 0.5 21-40 18 0.05-0.075 0.75 12~20 18 0.05 1.5 17-30 18 0.075-0.102 3 11~18 18 0.063-0.075 d0/4 14-27 18 0.05-0.075 d0/2 9~15 18 0.038-0.05 d0/2 12--23 18 0.038-0.05 d0 8~12 18 0.018-0.025 0.5 21-40 25~50 0.075-0.102 0.75 12~20 25~50 0.075 1.5 17-30 25~50 0.102-0.13 3 11~18 25~50 0.102 d0/4 14-27 25~50 0.075-0.102 d0/2 9~15 25~50 0.05-0.075 d0/2 12--23 25~50 0.063-0.075 d0 8~12 25~50 0.025-0.05 灰铸铁160~260 0.5 27-43 10 0.025 0.75 14~23 10 0.038 1.5 21-35 10 0.05 3 12~21 10 0.05 d0/4 18-29 10 0.038 d0/2 11~18 10 0.025-0.038 d0/2 15-24 10 0.025 d0 9~14 10 0.013-0.018 0.5 27-43 12 0.038-0.05 0.75 14~23 12 0.038-0.05 1.521-35 12 0.063-0.0753 12~21 12 0.05-0.075 d0/4 18-29 12 0.05 d0/2 11~18 12 0.038-0.05 d0/2 15-24 12 0.038 d0 9~14 12 0.025 0.5 27-43 18 0.05-0.102 0.75 14~23 18 0.05-0.102 1.5 21-35 18 0.075-0.13 3 12~21 18 0.075-0.13 d0/4 18-29 18 0.063-0.102 d0/2 11~18 18 0.05-0.075 d0/2 15-24 18 0.05-0.075 d0 9~14 18 0.036-0.05 0.5 27-43 25~50 0.075-0.15 0.75 14~23 25~50 0.075-0.13 1.5 21-35 25~50 0.102-0.18 3 12~21 25~50 0.102-0.15 d0/4 18-29 25~50 0.089-0.13 d0/2 11~18 25~50 0.075-0.13 d0/215-24 25~50 0.075-0.102 d0 9~14 25~50 0.05-0.102 可锻铸铁160~0.5 34-43 10 0.025 0.75 18~21 10 0.018 1.527-34100.05317~20100.025d0/218-24100.018d011~14100.0130.534-43120.050.7518~21120.0251.527-34120.075317~20120.038-0.05 d0/421-23120.05d0/214~17120.025d0/218-24120.025d011~14120.0180.534-43180.075-0.1020.7518~21180.05-0.0631.527-34180.102-0.13317~20180.063-0.075 d0/421-23180.075-0.102d0/214~17180.05d0/218-24180.05-0.075d011~14180.025-0.0380.534-4325~500.102-0.150.7518~2125~500.063-0.0751.527-3425~500.13-0.18317~2025~500.075-0.102 d0/421-2325~500.102-0.13d0/214~1725~500.063-0.075 d0/218-2425~500.075-0.102d011~1425~500.038-0.05铝合金30~1500.5245-305100.0750.75115~150100.0751.5185-245100.1023100~135100.102 d0/4150-185100.075d0/284~120100.075 d0/2120-150100.05d069~105100.050.5245-305120.1020.75115~150120.131.5185-245120.153100~135120.15 d0/4150-185120.102d0/284~120120.13 d0/2120-150120.075d069~105120.0750.5245-305180.130.75115~150180.151.5185-245180.23100~135180.2 d0/4150-185180.15d0/284~120180.15 d0/2120-150180.13d069~105180.130.5245-30525~500.180.75115~15025~500.251.5185-24525~500.253100~13525~500.3 d0/4150-18525~500.2d0/284~12025~500.2 d0/2120-15025~500.15d069~10525~500.15铜合金0.546-150100.025-0.050.7530~87100.025-0.051.538-120100.038-0.075326~79100.05-0.075 d0/430-105100.025-0.05d0/223~72100.025-0.05 d0/223-90100.018-0.038d020~64100.025-0.0380.546-150120.025-0.0750.7530~87120.051.538-120120.038-0.13326~79120.063-0.075 d0/430-105120.025-0.075d0/223~72120.038-0.05 d0/223-90120.018-0.075d020~64120.025-0.038 0.546-150180.102-0.130.7530~87180.0751.538-120180.13-0.2326~79180.102-0.13 d0/430-105180.075-0.103d0/223~72180.063-0.075 d0/223-90180.05-0.102d020~64180.050.546-15025~500.13-0.180.7530~8725~500.102-0.131.538-12025~500.18-0.25326~7925~500.13-0.18 d0/430-10525~500.102-0.15d0/223~7225~500.089-0.102 d0/223-9025~500.075-0.13d020~6425~500.063-0.075钛合金300~3500.515-34100.0250.7511~20100.018-0.0251.514-30100.035-0.0539~18100.018-0.025 d0/48--17100.025d0/28~15100.013-0.018d0/26--12100.018-0.025d06~12100.0130.515-34120.050.7511~20120.025-0.051.514-30120.07539~18120.025-0.05 d0/48--17120.038-0.05d0/28~15120.018-0.038 d0/26--12120.025-0.038d06~12120.013-0.0250.515-34180.1020.7511~20180.05-0.0751.514-30180.1339~18180.05-0.075 d0/48--17180.05-0.075d0/28~15180.05d0/26--12180.038-0.05d06~12180.0380.515-3425~500.102-0.130.7511~2025~500.075-0.1021.514-3025~500.13-0.1539~1825~500.075-0.102 d0/48--1725~500.075-0.13d0/28~1525~500.063-0.075 d0/26--1225~500.05-0.075d06~1225~500.05-0.075高温合金200~4750.53--12100.0250.75 2.1~1.6100.013-0.0181.52.4-9100.038-0.053 1.8~1.55100.013-0.025 d0/4 2.1-8100.025-0.038d0/2 1.5~510d0/22--6100.013-0.025d0100.53--12120.0250.75 2.1~1.6120.013-0.051.52.4-9120.038-0.053 1.8~1.55120.018-0.038 d0/4 2.1-8120.025-0.038d0/2 1.5~5120.018-0.025 d0/22--6120.018-0.025d0120.53--12180.038-0.050.75 2.1~1.6180.018-0.051.52.4-9180.05-0.0753 1.8~1.55180.025-0.075。
钨钢(硬质合金)具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。
钨钢铣刀常常被用于数控加工中心、CNC雕刻机,这种刀具硬度为维氏10K,仅次于钻石,但是即使再坚硬的刀具也是不可避免的会被磨损,从而导致使用寿命缩短,所以掌握钨钢铣刀切削参数对于加工厂来说很重要。
切削材料模具钢料(30≤硬度HRC≤40)刃径(d) 转速(S) 进刀(F) 切削量(H)1 16000 500 0.022 13000 1500-1800 0.044 12000 2500-2800 0.066 9000-10000 3000 0.088 8000 3000 0.110 6000 3000 0.112 5000 3500 0.12-0.15切削材料黄铜(硬度HRC≤30 铍铜硬度HRC35-42)刃径(d) 转速(S) 进刀(F) 切削量(H)1 16000 800-1000 0.03-0.052 14000 1800-2000 0.07-0.084 13000 2500 0.1-0.156 12000 2800-3000 0.38 8000 3000-3500 0.310 7000 3500 0.412 6500-7000 3500 0.4注解:1、以上参数是以高速加工中(主轴转速最高20000)的钨钢铣刀为准,它的表面硬度一般是HRC45-55(洛氏硬度)左右。
2 、平铣刀和圆铣刀(球刀)切削参数差不多,都可以参考上表。
3 、高速加工中一般用来加工一些比较小的零件和产品,所以它使用的刀具比较小,而且很少使用“飞刀”,也即合金铣刀。
4 、高速加工的理念就是:转速高,切削快,切削量少。
5、平时所说的钨钢一般指的就是硬质合金。
钨钢,又称为硬质合金,是指至少含有一种金属碳化物组成的烧结复合材料。
碳化钨,碳化钴,碳化铌、碳化钛,碳化钽是钨钢的常见组份。
切削用量的合理选择切削用量的合理选择(2021-07-1315:37:22)标签:刀具寿命用量生产率切削性能杂谈分类:数控刀具技术切削用量不仅就是在机床调整前必须确认的关键参数,而且其数值合理是否对加工质量、加工效率、生产成本等有著非常关键的影响。
所谓“合理的”切削用量就是指充分利用刀具切削性能和机床动力性能够(功率、扭矩),在保证质量的前提下,赢得低的生产率和高的加工成本的切削用量。
一制订切削用量时考虑的因素切削加工生产率在焊接加工中,金属切除率与切削用量三要素ap、f、v均维持线性关系,即为其中任一参数减小一倍,都可以并使生产率提升一倍。
然而由于刀具寿命的制约,当任一参数减小时,其它二参数必须增大。
因此,在制定切削用量时,三要素获得最佳女团,此时的高生产率才就是合理的。
刀具寿命切削用量三要素对刀具寿命影响的大小,按顺序为v、f、ap。
因此,从保证合理的刀具寿命出发,在确定切削用量时,首先应采用尽可能大的背吃刀量;然后再选用大的进给量;最后求出切削速度。
加工表面粗糙度精加工时,减小进给量将减小加工表面粗糙度值。
因此,它就是精加工时遏制生产率提升的主要因素。
二刀具寿命的选择原则切削用量与刀具寿命存有密切关系。
在制订切削用量时,应当首先挑选合理的刀具寿命,而合理的刀具寿命则应当根据优化的目标而的定。
通常分后最低生产率刀具寿命和最高成本刀具寿命两种,前者根据单件工时最少的目标确认,后者根据工序成本最高的目标确认。
挑选刀具寿命时可以考量如下几点:根据刀具复杂程度、制造和磨刀成本来选择。
复杂和精度高的刀具寿命应选得比单刃刀具高些。
对于机夹可以移调刀具,由于再加刀时间长,为了充分发挥其切削性能,提升生产效率,刀具寿命附加得高些,通常挑15-30min。
对于装刀、换刀和调刀比较复杂的多刀机床、组合机床与自动化加工刀具,刀具寿命应选得高些,尤应保证刀具可靠性。
车间内某一工序的生产率管制了整个车间的生产率的提升时,该工序的刀具寿命必须挑选得高些;当某工序单位时间内所分摊至的全厂支出m很大时,刀具寿命也高文瑞得高些。

浅谈数控铣削加工中切削用量的选择【摘要】金属切削加工是21世纪机械制造业的重要环节,伴随我国机械加工业的快速发展,数控铣床在数控加工中占据的位子也越来越重要,它具有高效率、加工一致性好,质量稳定,是现代机械加工的先进工艺装备。
切削用量的确定是数控加工工艺中极其重要的内容之一,机床切削用量的合理选择将直接影响生产率、生产成本和加工质量,想要保证数控机床高效运行,就应该给数控机床性能相适应的切削用量。
【关键词】数控技术;切削用量;合理选择在机械加工中,切削用量的合理选择问题已经成为现代机械制造业中极为重要的问题。
在相同的加工条件下,如果切削用量选用不同就会产生不同的切削效果,加工精度、生产率、生产成本、等问题均取决于切削用量的合理选择。
现阶段影响切削用量选择的因素对切削用量的影响程度还不是特别清楚,其中切削速度、切削功率、质量等级、表面粗糙度等为其主要因素。
现在的大部分cad/cam 软件都能提供自动编程的功能,这些软件在编程界面中提示工艺规划中刀具选择、切削用量设定等相关问题。
只需设置了有关的参数,软件就可以自动生成nc程序,传输至数控机床完成加工。
数控铣床与普通铣床的不同点之一:它在人机交互状态下完成其加工中切削用量的确定,操作性强、效果明显为其突出优点。
特别适合于生产实习教学,很值得我们深究。
一、合理选择切削用量的原则探讨合理选择切削用量,是指在现有加工设备的基础上,通过保证工件的加工质量和刀具寿命,充分发挥机床性能和刀具切削性能,使切削效率最高,加工成本最低。
切削用量的背吃刀量、进给量、切削速度(主轴转速),称为切削用量三要素。
在选择最佳的切削三要素时,我们须对影响切削用量选择的相关因素进行分析。
t=ve1mf1m1ap1m2ctkvc(1),从以上刀具耐用度公式(1)可以得出,在切削用量三要素中切削速度对刀具耐用度影响最大,进给量、背吃刀量影响较小。
刀具耐用度t值不变,只要提高切削三要素中任一要素,另外两个要素就必须有相应的改变。
切削用量的选择一、引言切削用量的选择是机械加工中非常重要的一项工作,它直接影响到加工质量、生产效率和设备寿命等方面。
因此,正确选择切削用量是保证机械加工质量和效率的关键。
二、切削用量的定义切削用量是指在机械加工过程中,钻头、铣刀或其他刀具每次进给或每分钟进给的长度或数量。
通常包括进给速度、转速和切深等。
三、影响切削用量的因素1.材料硬度:材料硬度越高,所需的切削力就越大,因此需要减小切削用量。
2.材料性质:不同材料具有不同的物理性质和化学性质,在选择切削用量时需要考虑这些因素。
3.加工精度:如果要求高精度加工,则需要降低切削用量以减少误差。
4.设备能力:设备本身也有其最大可承受的进给速度、转速等限制,需要根据设备能力进行选择。
5.加工方式:不同的加工方式对于所需的切削用量也有影响,例如铣削和车削的切削用量选择不同。
四、切削用量的选择方法1.根据材料硬度选择切削用量:一般来说,材料硬度越高,所需的切削力就越大,因此需要减小切削用量。
但是也需要注意,如果切削用量过小,则会导致加工时间过长、工具磨损严重等问题。
2.根据加工精度选择切削用量:如果要求高精度加工,则需要降低切削用量以减少误差。
此时可以通过增加进给次数或减小每次进给长度来实现。
3.根据设备能力选择切削用量:设备本身也有其最大可承受的进给速度、转速等限制,需要根据设备能力进行选择。
如果超过了设备能力,则会导致设备故障或者加工效率下降。
4.根据材料性质选择切削用量:不同材料具有不同的物理性质和化学性质,在选择切削用量时需要考虑这些因素。
例如对于易碎材料,应该采取小进给、低转速的方式进行加工。
5.根据加工方式选择切削用量:不同的加工方式对于所需的切削用量也有影响,例如铣削和车削的切削用量选择不同。
一般来说,铣削时需要较大的切削用量,而车削时则需要较小的切削用量。
五、切削用量的优化1.合理选择刀具:不同类型的刀具适用于不同材料和加工方式,在选择刀具时需要考虑这些因素。
数控铣床铣削参数-[转]数控铣床切削用量的选择.txt始终相信,这世间,相爱的原因有很多,但分开的理由只有一个--爱的还不够。
人生有四个存折:健康情感事业和金钱。
如果健康消失了,其他的存折都会过期。
数字控制刨床磨削用量的选择在数字控制机床上加工零件时,磨削用量都预先编入步伐中,在没事了加工环境下,人工不予转变。
只有在试加工或浮现异常环境时.才通过速率调节旋钮或电手轮调整磨削用量。
是以步伐中选用的磨削用量应是最好的、合理的磨削用量。
只有这样才能提高数字控制机床的加工精密度、刀具生存的年限和出产率,减低加工成本。
影响磨削用量的因素有:机床磨削用量的选择必需在机床主传动功率、进给传动功率和主轴转速规模、进给速度规模以内。
机床-刀具-工件体系的刚性是限定磨削用量的重要因素。
磨削用量的选择应使机床-刀具-工件体系不发生较大的"振颤"。
要是机床的热稳定性好,热变形小,可适当加大磨削用量。
刀具刀具材料是影响磨削用量的重要因素。
表6-2是常用刀具材料的机能比力。
数字控制机床所用的刀具多采用可转位刀片(机夹刀片)并具有肯定是的生存的年限。
机夹刀片的材料和形状尺寸必需与步伐中的磨削速度和进给量相适应并存入刀具参数中去。
标准刀片的参数请参看关于手册及产物样本。
表6-2常用刀具材料的机能比力刀具材料磨削速度耐磨性硬度硬度随温度变化高速钢最低最差最低最大硬质合金低差低大瓷陶刀片中中中中金刚石高好高小工件不同的工件材料要采用与之适应的刀具材料、刀片类型,要注意到可磨削性。
可磨削性良好的标志是,在高速磨削下有用地形成切屑,同时具有较小的刀具磨损和较好的外貌加工质量。
较高的磨削速度、较小的背吃刀量和进给量,可以获患上较好的外貌粗糙度。
合理的恒磨削速度、较小的背吃刀量和进给量可以患上到较高的加工精密度。
冷却液冷却液同时具有冷却和润滑作用。
带走磨削过程孕育发生的磨削热,减低工件、刀具、夹具和机床的温升,削减刀具与工件的磨擦和磨损,提高刀具生存的年限和工件外貌加工质量。
大地装备定额工时参照表
硬质合金车刀粗车外圆端面的进给量(参考值)
硬质合金外圆车刀精车的进给量(参考值) mm/r
注:1、加工断续表面及有冲击的工件时,表内进给量应乘系数K=0.65~0.75;
2、在无外皮加工时,表内进给量应乘第数K=1.1;
3、加工耐热钢及其合金时,进给量不大于0.6mm/r;
4、加工调质钢时,乘以系数K=0.8;
5、加工淬硬钢时,进给量应减小.当钢的硬度为44~56HRC时,乘系数K=0.7;当钢的硬度为57~62HRC时,乘系数K=0.5。
6、可转位刀片的允许最大进给量不应超过其刀尖圆弧半径数值的80%。
7、rε=0.5mm,用于12×12以下刀杆,rε=1mm,用于30×30以下刀杆,rε=2mm,用于30×45及以上刀杆。
车不锈钢的常用切削用量
注: 1、工件材料:1Cr18Ni9Ti;刀具材料:YG8。
2、表中较小的直径选用较高的主轴转速,较大的直径选用较低的转速。
铣刀每齿进给量fz的推荐值。
铣床工作的基础知识一.,以铣削用量及选择以铣刀旋转为主运动,工作台或工件移动为副运动的切削方式,称为铣削。
1、铣削三要素。
在铣削过程中,所选用的切削量,称为铣削用量。
铣削三要素:一,吃刀量a,背吃刀量,侧吃刀量。
相对工件而言:工件的切削深度,工件的切削宽度。
二,速度。
三,进给量位移量:又分为每齿进给量,每转进给量,每分钟进给量。
铣刀的选择①保证刀具的刚度和使用寿命。
②保证加工质量。
(加工表面的精度、表面粗糙度)③保证机床性能。
(刚度、强度、潜能)一般情况下:粗加工。
低速,大吃刀量。
精加工,高速,小吃刀量。
影响刀具寿命最显著的因素是铣削速度,其次是进给量。
而吃大刀影响最小,所以应优先采用较大的吃刀量,其次是选择较大的进给量,最后才是选择适宜的铣削速度。
二、切削液的选用1.切削液的功用:①冷却:减少刀具与工件、切屑间的摩擦;将已经、产生的切削热带走。
润滑:能减小切削力,提高表面质量和刀具的寿命。
④防锈:如空气、水分、手汗等都有腐蚀性。
④清洗:防止细碎的切屑及砂粒附着在机床工作台内,影响工件加工质量等。
切削液的种类和作用①水熔液:(有少量防锈添加剂)以冷却为主。
②乳化液:(乳化油用水稀释)以冷却为主。
③切削油:主要成分是矿物油(紫油、等)以润滑为主。
切削液的选用①粗加工时,以冷却为主。
②精加工时,以润滑为主。
③刀具对切削液的选用:硬质合金铣刀不用切削液。
④工件对切削液的选用:铸铁,脆性材料不用三常用的装夹方法平口虎钳装夹工件注意事项:1工件的基准面紧贴固定钳口或导轨面。
2工件的余量层必须高出钳口。
3持毛胚面与钳口之间垫上铜皮等物。
用压板装夹工件,适用于中,大型和形状比较复杂的工件。
注意事项:螺栓要尽量靠近工件,垫铁的高度要适当。
周铣:用铣刀周边齿刃进行的铣削,主要取决于铣刀的圆柱素线是否直。
端铣:用铣刀端面刃进行的铣削。
主要取决于铣床主轴轴线与进给方向的垂直度顺铣:在铣刀与工件加工面的切点处,铣刀旋转切削刃的运动方向与工件进给方向相同的铣削逆铣:在铣刀与工件已加工面的切点处,铣刀旋转切削刃的运动方向与进给方向相反的铣削。
任务3 学会切削用量选用一般方法 1.3.1刀具切削用量的概念切削用量表示主运动及进给运动参数大小的数量,是切深、进给量和切削速度三要素的总称,用来描述切削加工运动量。
铣削加工的切深分背吃刀量和侧吃刀量。
1.切削深度(1)车削时的背吃刀量背吃刀量是在与主运动和进给运动方向相垂直的方向上测量的已加工表面与待加工表面之间的距离,单位为mm 。
如图1-3-1(a ),外圆车削时,其背吃刀量(a p )可由下式计算:2m w p d d a -= 式中 : d w w ——工件待加工表面直径,单位为mm ;d m ——工件已加工表面直径,单位为mm 。
(2)铣削吃刀量如图1-3-1(b )(c ),铣削加工的背吃刀量(a p )为平行于铣刀轴线测量的切削层尺寸,单位为㎜。
端铣时,背吃刀量为切削层深度;而圆周铣削时,为被加工表面的宽度。
侧吃刀量(a e )为垂直于铣刀轴线测量的切削层尺寸,单位为㎜。
端铣时,a e 为被加工表面宽度;而圆周铣削时,侧吃刀量为切削层深度。
(3)切削深度的选用切削深度的选取主要由加工余量和对表面质量的要求决定:(a)车削用量 (b)周铣切削用量 (C)端铣切削用量图1-3-1切削用量示意图余量不大,力求粗加工一次进给完成,但是在余量较大,或工艺系统刚性较差或机床动力不足时,可多次分层切削完成。
当工件表面粗糙度值要求不高时,粗加工,或分粗、半精加工两步加工;当工件表面粗糙度值要求较高,宜分粗、半精、精加工三步进行。
2.进给量(1)车削时的进给量如图1-3-1(a ),车削刀具在进给运动方向上相对于工件的位移量,可用刀具或工件每转(主运动为旋转运动时)的位移量来表达和测量,单位为mm /r(2)铣削时的进给量如图1-3-1(b )(c ),铣削加工的进给量f (㎜/r )是指刀具转一周,工件与刀具沿进给运动方向的相对位移量;对于多齿刀具(如钻头、铣刀),每转中每齿相对于工件在进给运动方向上的位移量称为每齿进给量f Z 。
矿产资源开发利用方案编写内容要求及审查大纲
矿产资源开发利用方案编写内容要求及《矿产资源开发利用方案》审查大纲一、概述
㈠矿区位置、隶属关系和企业性质。
如为改扩建矿山, 应说明矿山现状、
特点及存在的主要问题。
㈡编制依据
(1简述项目前期工作进展情况及与有关方面对项目的意向性协议情况。
(2 列出开发利用方案编制所依据的主要基础性资料的名称。
如经储量管理部门认定的矿区地质勘探报告、选矿试验报告、加工利用试验报告、工程地质初评资料、矿区水文资料和供水资料等。
对改、扩建矿山应有生产实际资料, 如矿山总平面现状图、矿床开拓系统图、采场现状图和主要采选设备清单等。
二、矿产品需求现状和预测
㈠该矿产在国内需求情况和市场供应情况
1、矿产品现状及加工利用趋向。
2、国内近、远期的需求量及主要销向预测。
㈡产品价格分析
1、国内矿产品价格现状。
2、矿产品价格稳定性及变化趋势。
三、矿产资源概况
㈠矿区总体概况
1、矿区总体规划情况。
2、矿区矿产资源概况。
3、该设计与矿区总体开发的关系。
㈡该设计项目的资源概况
1、矿床地质及构造特征。
2、矿床开采技术条件及水文地质条件。
新乡职业技术学院
数控技术系
张 雪
1.了解切削用量的选择。
2.掌握切削用量的计算方法。
铣削要素的分类:
铣削速度Vc
进给量f
铣削深度ap
铣削宽度ae。
1.铣削速度Vc
铣削时,铣刀切削刃上选定点相对于工件的主运动的瞬时速度称为铣削速度。
即指铣刀旋转的圆周线速度,单位为m/min。
计算公式为:
例1:在X6132型铣床上,用直径为80mm的圆柱形铣刀,以25m/min 的铣削速度进行铣削。
铣床主轴转速应调整到多少?
解:已知d=80mm,Vc=25m/min
= =99.5r/min
答:根据铣床铭牌,实际应调整到95r/min。
2、进给量f
在铣削过程中,工件相对于铣刀的移动速度称为进
给量。
有三种表示方法:
(1)每齿进给量fz 铣刀每转过一个刀齿,工件沿进给方向移动的距离,单位为mm/z。
(2)每转进给量f 铣刀每转过一转,工件沿进给方向移
动的距离,单位为mm/r。
(3)每分钟进给量Vf 铣刀每旋转1min,工件沿进给
方向移动的距离,单位为mm/min。
三种进给量的关系为: Vf =fn= fz zn
例2:用一把直径为25mm、齿数为3的立铣刀,在X5032型铣床上铣削,采用每齿进给量fz为0.04mm/z,铣削速度Vc为24m/min。
试调整铣床的转速和进给速度。
解:已知d=25mm,z=3,fz=0.04mm/z,Vc=24m/min
= =305.7r/min
根据铣床铭牌,实际选择转速为300r/min.
V f = f z zn=0.043300=36mm/min
根据铣床铭牌,实际选择37.5mm/min.
答:调整铣床的转速为300r/min,进给速度为37.5mm/min
3、铣削宽度ae
即铣刀在一次进给中所切掉的工件表层的宽度,单位为mm。
一般立铣刀和端铣刀的铣削宽度约为铣刀的直径的50%~60%左右。
4、背吃刀量ap
即铣刀在一次进给中所切掉的工件表层的厚度,即工件已加工表面和待加工表面间的垂直距离,单位为mm。
一般立铣刀粗铣时的背吃刀量以不超过铣刀半径为原则,一般不超过7mm,以防止背吃刀量过大而造成刀具损坏,精铣时约为0.05~0.3mm;端铣刀粗铣时约为2~5mm,精铣时约为0.1~0.50mm。