热塑性塑料——注射成型33页PPT
- 格式:ppt
- 大小:2.89 MB
- 文档页数:33
热塑性塑料注射成型一、实验目的(1)了解柱塞式和移动螺杆式注射机的结构特点及操作程序;(2)掌握热塑性塑料注射成型的实验技能及标准测试样条的制作方法;(3)掌握注射成型工艺条件的确定及其与注射制品质量的关系。
二、实验原理1.注射过程原理注射成型是高分子材料成型加工中一种重要的方法,应用十分广泛,几乎所有的热塑性塑料及多种热固性塑料都可用此法成型。
热塑性塑料的注射成型又称注塑,是将粒状或粉状塑料加入到注射机的料筒,经加热熔化后呈流动状态,然后在注射机的柱塞或移动螺杆快速而又连续的压力下,从料筒前端的喷嘴中以很高的压力和很快的速度注入到闭合的模具内。
充满模腔的熔体在受压的情况下,经冷却固化后,开模得到与模具型腔相应的制品。
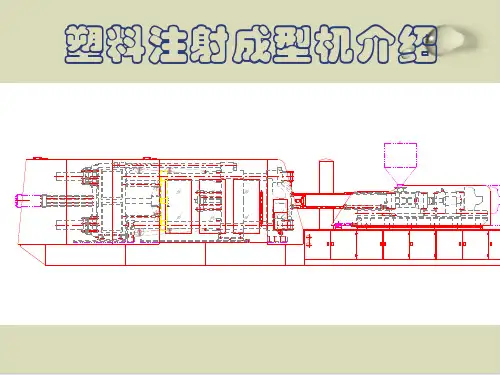
注射成型机主要的有柱塞式和移动螺杆式两种,以后者为常用。
不同类型的注射机动作程序不完全相同,但塑料的注射成型原理及过程是相同的。
热塑性塑料的注射时,模具温度比注射料温度低,制品是通过冷却而定型的;热固性塑料注射时,其模具温度要比注射料温高,制品时要在一定的温度下发生交联固化而定型的。
本实验是以聚丙烯为例,采用移动螺杆式注射机的注射成型。
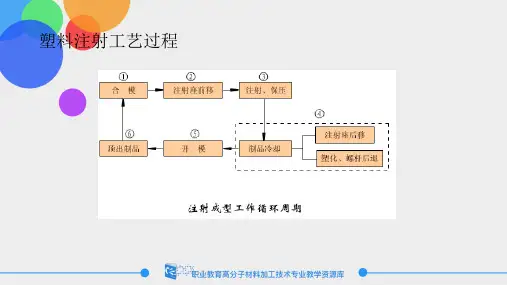
热塑性塑料的注射过程包括加料、塑化、注射充模、冷却固化和脱模等几个工序。
(1)合模与锁紧。
注射成型的周期一般是以合模为起始点。
动模前移,快速闭合。
在与定模将要接触时,依靠合模系统自动切换成低压,提供试合模压力和低速;最后切换成高压将模具合紧。
(2)注射充模。
模具闭合后,注射机机体前移使喷嘴与模具贴合。
油压推动与油缸活塞杆相连接的螺杆前进,将螺杆头部前面已均匀塑化的物料以一定的压力和速度注射入模腔,直到熔体充满模腔为止。
熔体充模顺利与否,取决于注射的压力和速度、熔体的温度和模具的温度等。
这些参数决定了熔体的粘度和流动特性。
注射压力是为了使熔体克服料筒、喷嘴、浇注系统和模腔等处压力,以一定的速度注射入模;一旦充满,模腔内压迅速到达最大值,充模速度则迅速下降。
实验三热塑性塑料注射成型热塑性塑料注射成型技术是现代工业生产中使用最广泛的一种成型方法之一。
它使用高速注射机来将高温熔化的塑料材料注入成型模具中,然后冷却和固化,最终形成所需的制品。
该技术可以生产出各种形状、尺寸和厚度的零件,无论是单独的部件还是组合的组件。
注射成型过程主要包括以下几个步骤:1. 塑料颗粒的加入塑料颗粒通常是在注射成型机的进给斗中加入的,由进给斗中的螺杆将其输送到机器的加热区域。
2. 塑料的加热和熔化在加热区域内,螺杆会将塑料颗粒加热到高温,使其变成熔融状态。
3. 塑料的注射注射成型机中的熔融塑料经过一定的压力和流量控制后,通过喷嘴进入到成型模具中。
在注射过程中,塑料会在模具中冷却和固化,最终形成所需的制品。
4. 塑料零件的脱模当塑料完全固化后,模具会打开,零件会从中脱模。
注射成型技术的优点在于生产效率高、加工精度高、成本低等。
除此之外,还具备以下优点:1. 成型设计自由注射成型技术可以用来生产各种不同形状和尺寸的零件,设计师可以根据客户或市场的需求进行任意的设计。
2. 制品一致性高由于使用的是机器化生产技术,注射成型生产出的零件,其尺寸和形状非常一致。
3. 生产速度快注射成型技术可以在很短的时间内生产出大量的制品。
4. 制品的表面质量好注射成型生产的制品表面质量非常好, 这样的制品可以直接使用,而不需要额外的表面处理。
然而,注射成型技术也有着一些缺点。
最大的问题可能是生产批量。
如果需要生产的制品数量较少,那么使用注射成型技术可能就变得不划算。
此外,注射成型技术也要求使用设备投资大,所以对于中小型制造商来说有一定的门槛。
最后,注射成型生产所需的材料比较昂贵,而塑料废料难以回收再利用也可能导致环境的负担。