实验数据处理与分析 第四章
- 格式:ppt
- 大小:1.18 MB
- 文档页数:103
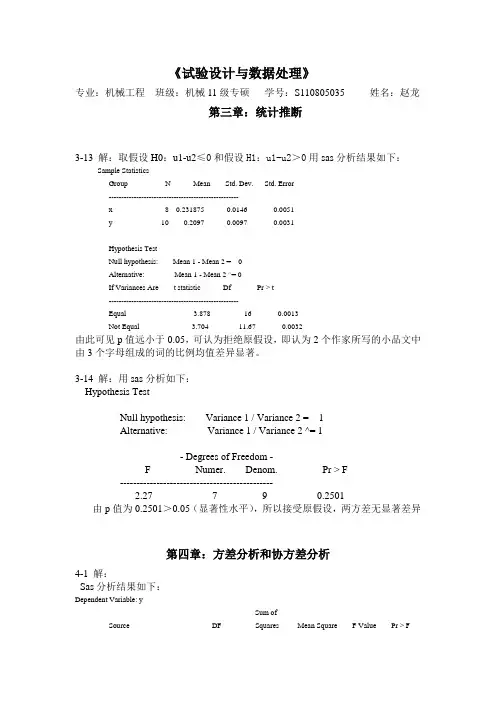
《试验设计与数据处理》专业:机械工程班级:机械11级专硕学号:S110805035 姓名:赵龙第三章:统计推断3-13 解:取假设H0:u1-u2≤0和假设H1:u1-u2>0用sas分析结果如下:Sample StatisticsGroup N Mean Std. Dev. Std. Error----------------------------------------------------x 8 0.231875 0.0146 0.0051y 10 0.2097 0.0097 0.0031Hypothesis TestNull hypothesis: Mean 1 - Mean 2 = 0Alternative: Mean 1 - Mean 2 ^= 0If Variances Are t statistic Df Pr > t----------------------------------------------------Equal 3.878 16 0.0013Not Equal 3.704 11.67 0.0032由此可见p值远小于0.05,可认为拒绝原假设,即认为2个作家所写的小品文中由3个字母组成的词的比例均值差异显著。
3-14 解:用sas分析如下:Hypothesis TestNull hypothesis: Variance 1 / Variance 2 = 1Alternative: Variance 1 / Variance 2 ^= 1- Degrees of Freedom -F Numer. Denom. Pr > F----------------------------------------------2.27 7 9 0.2501由p值为0.2501>0.05(显著性水平),所以接受原假设,两方差无显著差异第四章:方差分析和协方差分析4-1 解:Sas分析结果如下:Dependent Variable: ySum ofSource DF Squares Mean Square F Value Pr > FModel 4 1480.823000 370.205750 40.88 <.0001Error 15 135.822500 9.054833Corrected Total 19 1616.645500R-Square Coeff Var Root MSE y Mean0.915985 13.12023 3.009125 22.93500Source DF Anova SS Mean Square F Value Pr > Fc 4 1480.823000 370.205750 40.88 <.0001由结果可知,p值小于0.001,故可认为在水平a=0.05下,这些百分比的均值有显著差异。
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 第四章参数的最小二乘法估计第四章参数的最小二乘法估计第四章最小二乘法与组合测量 1 概述最小二乘法是用于数据处理和误差估计中的一个很得力的数学工具。
对于从事精密科学实验的人们来说,应用最小乘法来解决一些实际问题,仍是目前必不可少的手段。
例如,取重复测量数据的算术平均值作为测量的结果,就是依据了使残差的平方和为最小的原则,又如,在本章将要用最小二乘法来解决一类组合测量的问题。
另外,常遇到用实验方法来拟合经验公式,这是后面一章回归分析方法的内容,它也是以最小二乘法原理为基础。
最小二乘法的发展已经经历了 200 多年的历史,它最先起源于天文和大地测量的需要,其后在许多科学领域里获得了广泛应用,特别是近代矩阵理论与电子计算机相结合,使最小二乘法不断地发展而久盛不衰。
本章只介绍经典的最小二乘法及其在组合测量中的一些简单的应用,一些深入的内容可参阅专门的书籍和文献。
2 最小二乘法原理最小二乘法的产生是为了解决从一组测量值中寻求最可信赖值的问题。
对某量 x 测量一组数据 x1, x2, , xn,假设数据中不存在系统误差和粗大误差,相互独立,服从正态分布,它们的标准偏1 / 22差依次为:1, 2, n 记最可信赖值为,相应的残差 vi xi 。
测值落入(xi, xi dx) 的概率。
vi21Pi exp( 2) dx 2 i i2 根据概率乘法定理,测量x1, x2, , xn 同时出现的概率为 P Pi vi211n exp[ () ](dx) n2ii i() 显然,最可信赖值应使出现的概率 P 为最大,即使上式中页指数中的因子达最小,即ivi22 i Min 2 o1 权因子:wi 2 即权因子 wi2,则i i 2[wvv] wvii Min 再用微分法,得最可信赖值wxi 1 nii 即加权算术平均值w i 1i 这里为了与概率符号区别,以i 表示权因子。
可编辑修改精选全文完整版一、单个样本平均数的u 检验 1. u 检验u 检验(u -test ),就是在假设检验中利用标准正态分布来进行统计量的概率计算的检验方法。
Excel 中统计函数(Ztest )。
有两种情况的资料可以用u 检验方法进行分析:✓ 样本资料服从正态分布 N (μ,σ2),并且总体方差σ2已知;✓ 总体方差虽然未知,但样本平均数来自于大样本(n ≥30)。
【例4-1】某罐头厂生产肉类罐头,其自动装罐机在正常工作时每罐净重服从正态分布N (500,64)(单位,g )。
某日随机抽查10瓶罐头,得净重为:505,512,497,493,508,515,502,495,490,510。
问装罐机当日工作是否正常?(1) 提出假设无效假设H 0:μ=μ0=500g ,即当日装罐机每罐平均净重与正常工作状态下的标准净重一样。
备择假设H A :μ≠μ0,即罐装机工作不正常。
(2)确定显著水平α=0.05(两尾概率)(3)构造统计量,并计算样本统计量值样本平均数:均数标准误:统计量u 值:(4)统计推断 由显著水平α=0.05,查附表,得临界值u 0.05=1.96概率P>0.05,故不能否定H 0 ,所以,当日装罐机工作正常。
2.t 检验 t 检验(t -test )是利用t 分布来进行统计量的概率计算的假设检验方法。
它主要应用于总体方差未知时的小样本资料(n<30)。
其中, 为样本平均数,为样本标准差,n 为样本容量。
[例4-2]用山楂加工果冻,传统工艺平均每100g 加工500g 果冻,采用新工艺后,测定了16次,得知每100g 山楂可出果冻平均为520g ,标准差12g 。
问新工艺与老工艺在每100g 加工果冻的量上有无显著差异?(1)提出无效假设与备择假设 ,即新老工艺没有差异。
,即新老工艺有差异。
(2)确定显著水平 α=0.01(3=520g所以(4)查临界t 值,作出统计推断 由df =15,查t 值表(附表3)得t 0.01(15)=2.947,因为|t |>t 0.01, P <0.01, 故应否定H 0,接受H A , 表明新老工艺的每100g 加工出的果冻量差异极显著。
第四章误差与实验数据的处理练习题参考答案1. 下列各项定义中不正确的是( D)(A)绝对误差是测定值和真值之差(B)相对误差是绝对误差在真值中所占的百分率(C)偏差是指测定值与平均值之差(D)总体平均值就是真值2. 准确度是(分析结果)与(真值)的相符程度。
准确度通常用(误差)来表示,(误差)越小,表明分析结果的准确度越高。
精密度表示数次测定值(相互接近)的程度。
精密度常用(偏差)来表示。
(偏差)越小,说明分析结果的精密度越高。
3. 误差根据其产生的原因及其性质分为系统误差和(随机误差)两类。
系统误差具有(重复性)、(单向性)和(可测性)等特点。
4. 对照试验用于检验和消除(方法)误差。
如果经对照试验表明有系统误差存在,则应设法找出其产生的原因并加以消除,通常采用以下方法:(空白试验),(校准仪器和量器),( 校正方法)。
5. 对一个w(Cr)=1.30%的标样,测定结果为1.26%,1.30%,1.28%。
则测定结果的绝对误差为(-0.02%),相对误差为(-1.5%)。
6. 标准偏差可以使大偏差能更显著地反映出来。
(√)7. 比较两组测定结果的精密度(B)甲组:0.19%,0.19%,0.20%,0.21%,0.21%乙组:0.18%,0.20%,0.20%,0.21%,0.22%(A)甲、乙两组相同(B)甲组比乙组高(C)乙组比甲组高(D)无法判别8. 对于高含量组分(>10%)的测定结果应保留(四)位有效数字;对于中含量组分(1%~10%)的测定结果应保留(三)位有效数字;对于微量组分(<1%)的测定结果应保留(两)位有效数字。
9. 测定的精密度好,但准确度不一定好,消除了系统误差后,精密度好的,结果准确度就好。
(√)10. 定量分析中,精密度与准确度之间的关系是( C)(A)精密度高,准确度必然高(B)准确度高,精密度也就高(C)精密度是保证准确度的前提(D)准确度是保证精密度的前提11. 误差按性质可分为(系统)误差和(随机)误差。
化工基础实验(教案)第一章:化工实验基本原理与安全1.1 实验原理介绍化工实验的基本原理,如化学反应、物质分离与提纯等。
解释实验原理在化工生产中的应用。
1.2 实验安全强调实验安全的重要性,介绍实验中可能遇到的安全隐患。
讲解实验操作中的安全规则和应急处理方法。
第二章:实验基本操作与技巧2.1 实验操作规范学习实验操作的基本步骤,如仪器的使用、药品的取用等。
强调实验操作的准确性和规范性。
2.2 实验技巧与方法学习实验中的常用技巧,如滴定、色谱分析等。
介绍实验方法的选取和优化。
第三章:实验数据分析与处理3.1 实验数据采集讲解实验数据采集的方法和注意事项。
强调数据准确性和可靠性的重要性。
3.2 实验数据分析与处理学习实验数据的处理方法,如误差分析、数据拟合等。
第四章:常用化工实验设备与操作4.1 反应釜操作学习反应釜的使用方法,如启动、停止、温度控制等。
强调反应釜操作的安全性和稳定性。
4.2 离心机操作学习离心机的使用方法,如调整转速、平衡调整等。
强调离心机操作的正确性和安全性。
第五章:典型化工实验操作与分析5.1 溶液配制与分析学习溶液的配制方法,如准确称量、溶解等。
强调溶液配制的准确性和精确性。
5.2 物质分离与提纯实验学习物质分离与提纯的方法,如过滤、蒸馏等。
强调实验操作的准确性和安全性。
第六章:物理性质测定实验6.1 密度测定实验学习使用密度计和比重瓶等仪器进行密度测定。
介绍密度测定在化工过程中的应用。
6.2 熔点测定实验学习使用熔点测定仪进行熔点测定。
强调实验操作的准确性和可重复性。
第七章:化学反应速率和化学平衡实验7.1 反应速率测定实验学习使用不同的方法测定化学反应速率。
介绍反应速率在化工设计和操作中的应用。
7.2 化学平衡实验学习使用平衡釜进行化学平衡实验。
强调实验操作对平衡位置的影响。
第八章:分光光度计和原子吸收光谱仪实验8.1 分光光度计实验学习使用分光光度计进行溶液浓度的测定。
第4章实验数据的整理及软件应用4.1 实验数据的整理化工原理实验的目的不仅仅是为了取得一系列的原始实验数据,而是通过这些数据得到各变量之间的定量关系,进一步分析实验现象,提出新的实验方案或得出规律,用于指导生产与设计。
要得到各变量之间的关系,就有必要对实验数据进行整理,对实验中获得的一系列原始数据进行分析,计算整理成各变量之间的定量关系,并用最合适的方法表示出来。
这是整个化工原理实验过程中一个非常重要的环节。
在化工原理实验中,处理实验数据的方法通常有三种:(1)列表法:列表法是将实验数据按照自变量与因变量的关系以一定的顺序列在表格中,表示各变量之间的关系,反应变量之间的变化规律。
这是数据处理的第一步,也是数据绘图或者整理成数学公式的基础。
(2)图示(解)法:图示(解)法是将实验数据的函数关系用图线的形式来表示,从而揭示自变量与因变量之间的关系。
图示(解)法可以直观、清晰地显示出相应变量之间的变化规律,便于分析和比较数据的极值点、转折点、变化率以及其他特性,并能方便地标出变量的中间值,得到曲线相应的数学表达式,分析、比较和确定数学表达式的常熟,用外推法求解一般测量方法难以测量的数据。
对于比较精确的图形可以在不知数学表达式的情况下进行微积分运算。
因此,图示(解)法应用十分广泛。
(3)回归分析法:回归分析法是处理数据变量之间相互关系的一种数理统计方法。
该法可以从大量散点数据中寻找到反映数据之间的统计规律,得到最大限度符合实验数据的拟合方程式,并判断拟合方程式的有效性,有利于计算机进行计算。
4.1.1 列表法4.1.1.1 实验数据表数据表操作简单明了,有利于阐明某些实验结果的规律。
如果设计合理,可以同时表达几种变量,而且不易混淆。
实验数据表中随时记录测量的数据,所以在实验之前,要根据实验目的和待测参数进行设计与绘制,在进行实验时就可以清晰、完整地将实验数据记录下来。
在原始数据记录表中,应逐相列出实验所需要测量的所有参数名称及其单位,并注意采用与测量仪表相一致的有效位数,在对较大数量级的表达上,应尽量采用科学计数法。
化工数据分析与处理(课后作业)第一章 误差原理与概率分布1、某催化剂车间用一台包装机包装硅铝小球催化剂,额定标准为每包净重25公斤,设根据长期积累的统计资料,知道包装机称得的包重服从正态分布,又其标准差为σ=0.75公斤,某次开工后,为检验包装机的工作是否正常,随机抽取9包催化剂复核其净重分别为:试问包装机目前的工作状况如何? 解:先做原假设 假设H 0:μ=μ0构造统计量:Z =nx /σμ--~N(0,1)-x =∑x i /n=25.45σ=0.75μ=μ0=25 得:Z =1.8查表得:Φ ( 1.8 ) = 0.9641给出适当的α ,取α=0.05,1- α = 0.95 < 0.9641 落在大概率解范围内接受H 0则 μ=μ0 ,即包装机目前工作正常。
气总平均值的0.95置信区间。
解:因为P =1-α=0.95 所以α=1-0.95=0.05σ不知,所以只能用t 分布 即用S 代替σ S 2=1)(--∑-n x x i =0.048515789 S=0.220263-x =3.21令T =nS x /μ--~t(n-1,2α)则有:P(-At <T <At)=1-α=1-0.05n-1=20-1=192α=0.025 查表得:At (19,0.025)=2.0930估计区间为:P(-x -At(n-1, 2α)*n S <μ<-x +At(n-1, 2α)*nS =0.95所以:3.21-2.0930*200.220263<μ<3.21+2.0930*200.220263即:3.21-0.100425<μ<3.21+0.100425所以:3.109575<μ<3.3104253、某厂化验室用A,B 两种方法测定该厂冷却水中的含氯量(ppm ),每天取样一次,下面是试问:这两种方法测量的结果有无显著的差异?一般可取显著水平α=0.01. 解:因为是用两种方法来测同一个溶液,故把所测氯含量为母体。
《试验设计与数据处理》复习要点第一章误差分析一、真值与平均值1、真值:指在某一时刻和某一状态下,某量的客观值或实际值。
2、平均值(1)算术平均值:x̅=x1+x2+⋯+x nn =∑x in同样试验条件下,多次试验值服从正态分布,算术平均值是这组等精度试验值中的最佳值或最可信赖值。
(2)加权平均值:x̅w=w1x1+w2x2+⋯+w n x nw1+w2+⋯+w n =∑w i x i∑w i(3)对数平均值:x̅L=x1−x2ln x1x2=x2−x1ln x2x1,试验数据的分布曲线具有对称性(4)几何平均值:lg x̅G=∑lg x̅in(5)调和平均值:H=n∑1x i二、误差的基本概念1、绝对误差=测得值-真值,结果可正可负。
2、相对误差=绝对误差/真值≈绝对误差/测得值,结果可正可负。
3、算术平均误差∆=∑|x i−x̅|n4、标准误差(1)样本标准差s=√∑(x i−x̅)2n−1=√∑x i2−(∑x i)2/nn−1(2)总体标准差σ=√∑(x i−x̅)2n =√∑x i2−(∑x i)2/nn三、误差来源及分类根据误差的性质或产生原因,可分为随机误差、系统误差、粗大(过失)误差。
1、随机误差:在一定试验条件下,以不可预知的规律变化着的误差;2、系统误差:在一定试验条件下,由某个或某些因素按照某一确定的规律起作用而形成的误差;3、粗大(过失)误差:一种显然与事实不符的误差。
四、试验数据的精准度1、精密度:反映随机误差大小的程度,是指在一定的试验条件下,多次试验值的彼此符合程度或一致程度;2、正确度:指大量测试结果的(算术)平均值与真值或接受参照值之间的一致程度,反映了系统误差的大小,是指在一定的试验条件下,所有系统误差的综合;3、准确度:反映系统误差和随机误差的综合,表示了试验结果与真值或标准值的一致程度。
五、试验数据误差的统计检验1、随机误差的检验随机误差的大小可用试验数据的精密程度来反映,而精密度的好坏又可用方差来度量,所以对测试结果进行方差检验,即可判断随机误差之间的关系。