第二章 几何量测量技术基础
- 格式:doc
- 大小:40.50 KB
- 文档页数:2
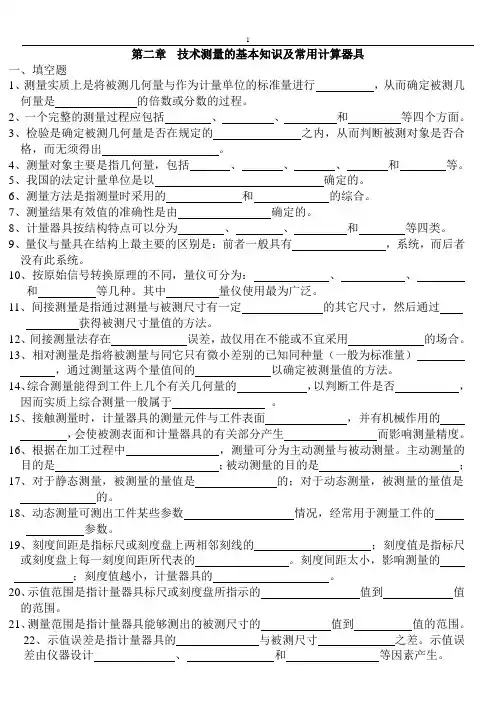
第二章技术测量的基本知识及常用计算器具一、填空题1、测量实质上是将被测几何量与作为计量单位的标准量进行,从而确定被测几何量是的倍数或分数的过程。
2、一个完整的测量过程应包括、、和等四个方面。
3、检验是确定被测几何量是否在规定的之内,从而判断被测对象是否合格,而无须得出。
4、测量对象主要是指几何量,包括、、、和等。
5、我国的法定计量单位是以确定的。
6、测量方法是指测量时采用的和的综合。
7、测量结果有效值的准确性是由确定的。
8、计量器具按结构特点可以分为、、和等四类。
9、量仪与量具在结构上最主要的区别是:前者一般具有,系统,而后者没有此系统。
10、按原始信号转换原理的不同,量仪可分为:、、和等几种。
其中量仪使用最为广泛。
11、间接测量是指通过测量与被测尺寸有一定的其它尺寸,然后通过获得被测尺寸量值的方法。
12、间接测量法存在误差,故仅用在不能或不宜采用的场合。
13、相对测量是指将被测量与同它只有微小差别的已知同种量(一般为标准量),通过测量这两个量值间的以确定被测量值的方法。
14、综合测量能得到工件上几个有关几何量的,以判断工件是否,因而实质上综合测量一般属于。
15、接触测量时,计量器具的测量元件与工件表面,并有机械作用的,会使被测表面和计量器具的有关部分产生而影响测量精度。
16、根据在加工过程中,测量可分为主动测量与被动测量。
主动测量的目的是;被动测量的目的是;17、对于静态测量,被测量的量值是的;对于动态测量,被测量的量值是的。
18、动态测量可测出工件某些参数情况,经常用于测量工件的参数。
19、刻度间距是指标尺或刻度盘上两相邻刻线的;刻度值是指标尺或刻度盘上每一刻度间距所代表的。
刻度间距太小,影响测量的;刻度值越小,计量器具的。
20、示值范围是指计量器具标尺或刻度盘所指示的值到值的范围。
21、测量范围是指计量器具能够测出的被测尺寸的值到值的范围。
22、示值误差是指计量器具的与被测尺寸之差。
示值误差由仪器设计、和等因素产生。

第二章测量技术基础一、重点名词测量误差随机误差二、重点掌握/熟练掌握1.掌握量块的特性及量块的组合方法;2.掌握各种测量分类法的特点;3.掌握计量器具的分类及其技术性能指标。
4.掌握测量误差的含义及其表示法;5.掌握测量误差的基本类型及其处理原则;6.掌握随机误差的概念及测量结果的表示法;7.掌握测量误差的合成。
三、一般掌握1.掌握有关测量的概念;2.一般了解尺寸的传递系统。
88题一、判断题(正确的打√,错误的打╳)1.我国法定计量单位中,长度单位是米(m),与国际单位不一致。
(╳)2.量规只能用来判断零件是否合格,不能得出具体的尺寸。
(√)3.计量器具的示值范围即测量范围。
(╳)4.间接测量就是相对测量。
(╳)5.使用的量块越多,组合的尺寸越精确。
(╳)6.测量所得的值即为零件的真值。
(╳)7.通常所说的测量误差,一般是指相对误差。
(╳)8.多数随机误差是服从正态分布规律的。
(√)9.精密度高,正确度就一定高。
(╳)10.选择计量器具时,应保证其不确定度不大于其允许值u1。
(√)11.直接测量必为绝对测量。
(×)12.为减少测量误差,一般不采用间接测量。
(√)13.为提高测量的准确性,应尽量选用高等级量块作为基准进行测量。
(×)14.使用的量块数越多,组合出的尺寸越准确。
( ×)15.0~25mm千分尺的示值范围和测量范围是一样的。
(√)16.用多次测量的算术平均值表示测量结果,可以减少示值误差数值。
(×)17.某仪器单项测量的标准偏差为ζ=0.006mm,若以9次重复测量的平均值作为测量结果,其测量误差不应超过0.002mm。
(×)18.测量过程中产生随机误差的原因可以一一找出,而系统误差是测量过程中所不能避免的。
( ×)19.选择较大的测量力,有利于提高测量的精确度和灵敏度。
( × )20.对一被测值进行大量重复测量时其产生的随机误差完全服从正态分布规律。
《互换性与技术测量》课程教学大纲课程名称:互换性与技术测量课程代码:14627 学时:42学时适用专业:机械设计制造及其自动化,车辆工程,热能工程,农业机械,材料成型及控制工程,机械电子工程,测控技术及仪器等专业。
参考教材:《互换性与技术测量》,韩进宏编著,机械工业出版社。
一、课程性质、目标本课程是一门机械通用工种具有实践的技术基础课,属工程技术基础课的性质,应用性极强,以理论课或设计课为基础,应用几何量公差设计知识和检测知识,为专业课或工艺课进行设计,特别是保证零件(或部件)的工作功能进行几何方面的精度设计,给出合理的公差范围,使误差被较好地控制在合理的区间内,是机械零部件功能实现和工作寿命的保障和措施的体现。
课程目标就是:为在培养应用型高级工程技术人才的过程中,提供机械零部件几何精度设计理论和方法,并让学生熟悉相关国家标准及典型几何量测量技术。
二、课程的重点、难点及解决办法1.几何量测量基础一章是测量技术方面的重点内容,难点是涉及计量学范畴宽广,学生不易理解,解决办法是对常用仪器或量具规范分类,明确测量方法属性和常用计量技术指标的含义。
2.形位公差与尺寸公差之间关系(公差原则)为基础部分的重点与难点并存的内容,教师不易讲清,学生更难学懂,也是本课程中间时段的关键环节,处理不好的话,会影响学生对后面特殊用途零件精度问题的理解,特别是量规、齿轮等类型的精度问题,解决方法是,采取分析过程条理化(将大难点化为若干小难点)、应用特征明显化(不同公差原则有显著不同地方,但相互之间又有联系)、讲解概念准确清楚化(各个小难点被击破),实质要点就被抓住了。
3.齿轮精度标准是本课程最难理解的难点问题,又是课程近尾声处的重点内容,机械中用齿轮的地方实在太多了,不懂怎么行呢?解决办法是追溯齿轮渐开线的形成原理,齿轮加工过程的影响因素,然后针对标准规定项目深入浅出地讲解,引领学生学会对复杂问题进行分解处理,以不屈不挠的精神认真地对待每项指标的含义,概念清楚为最好是学习这一部分内容的根本所在,再配以多媒体图片的讲解方法,使问题清晰明了。

第一章长度计量概述第一节长度计量的任务和内容长度计量(又称几何量计量)是一项历史悠久、基础性很强的技术。
长度计量与人们生活、生产活动、国民经济各个部门、科学技术各个领域有着十分密切的联系。
在日常生活中,做衣服要用尺子量体裁衣,盖房要丈量土地;在工业生产中,长度计量是保证加工零件的尺寸和形状符合设计要求,保证装配的零部件和整机达到质量指标的技术手段;科学的进步更离不开长度计量,许多科学实验往往是通过长度计量来获得实验结果的。
如研究宏观世界,测量天体间距离;研究微观世界,测量分子结构等。
长度计量的重要任务是:研究和确定长度单位;研究建立和保存长度计量基准、标准;建立长度各项计量检定系统,组织量值传递,开展计量检定与修理,以保证量值的准确一致;研究新的长度计量测量方法和手段,确定测量准确度;应用新的科学技术理论,开拓长度计量的新领域。
长度计量按其测量对象来分,可包括以下几个方面的内容:(1)长度尺寸——如端度、轴孔直径、坐标尺寸、线纹间尺寸、箱体结构尺寸等;(2)角度一如平面角(斜率等)、圆分度、空间位置角(如两轴交错的夹角)、锥度等;(3)表面形状和位置—平面度、直线度、圆度、垂直度、平行度等;(4)表面粗糙度(微观不平度)和波度;(5)齿轮。
螺纹、花键及各类加工刀具等的各种工程参量。
第二节长度计量的单位几何量表征物体的大小、长短、形状和位置,其基本参量是长度和角度。
长度的单位是“米”(m)。
角度量分为平面角和立体角,其单位分别为弧度(rad)和球面度(sr)。
“米”的倍数单位和分数单位按SI规定,是在“米”前加十进制词头构成。
如常用单位有毫米(mm)、微米(μm)、千米(km)等。
平面角在日常应用中,保留使用以度(°)、[角]分(′)、[角]秒(″)为单位的60进制。
它们与弧度的换算关系为1°=(π/180)rad,1′=(π/10800)rad,L″=(π/648000)rad。
第二章几何量测量技术基础
2-1测量的实质是什么?一个完整的测量过程包括哪几个要素?
答:(1)测量的实质是将被测几何量L与作为计量单位的标准量E进行比较,从机时获得两面三刀者比什q的过程,即L/E=q,或L=Eq。
(2)一个完整的测量过程包括被测对象,计量单位、测量方法和测量精度四个要素。
2-2量块的作用是什么?其结构上有何特点?
答:(1)量块的作用是,a、用于计量器具的校准和鉴定;b、用于精密设备的调整、精密划线和精密工件的测量;c、作为长度尺寸传递的实物基准等。
(2)其结构上的特点是:量块通常制成长方形六面体,它有两个相互平行的测量面和四个非测量面;测量面的表面非常光滑平整,具有研合性,两个测量面间具有精确的尺寸。
量块上标的尺寸称为量块的标称长度ln。
当ln<6mm的量块可在上测量面上作长度标记,ln>6mm的量块,有数字的平面的右侧面为上测量面;尺寸小于10mm的量块,其截面尺寸为;尺寸大于10mm至1000mm的量块截面尺寸为35mm×9mm。
2-3量块分等、分级的依据各是什么?在实际测量中,按级和按等使用量块有何区别?
答:(1)量块分系的依据是量块测量的不确定度和量块长度变动量的允许值来划分的。
量块分级主要是根据量块长度极限偏差±te和量块长度变支量的最大允许值tv来划分的。
(2)区别是:量块按“级”使用时,是以量块的标称长度作为工作尺寸。
该尺寸包含了量块的制造误差,制造误差将被引入到测量结果中去,但固不需要加修正值,故使用较方便。
量块按“系”使用时,是以量块栏定书列出的实例中心长度作为工作尺寸的,该尺寸排除了量块的制造误差,只包含栏定时较小的测量误差。
量块按“系”使用比按“级”使用的测量精度高。
2-4说明分度间距与分度值;示值范围与测量范围;示值误差与修正值有何区别?
答:其区别如下:
(1)分度间距(刻度间距)是指计量器具的刻度标尺或度盘上两面三刀
相邻刻线中心之间的距离,般为1-2.5mm;而分度值(刻度值)是指计量器
具的刻度尺或度盘上相邻两刻线所代表的量值之差。
(2)示值范围是指计量器具所显示或指示的最小值到最大值的范围;而测量范围是指在允许的误差限内,计量器具所能测出的最小值到最大值的
范围。
(3)示值误差是指计量器具上的示值与被测量真值的代数差;而修正值是指为消除系统误差,用代数法加到未修正的测量结果上的值。
修正值与
示值误差绝对值相等而符号相反。
2-5测量误差按其性质可分为哪几类?测量误差的主要来源有哪些?
答:(1)测量误差按其性质来分,可分为系统误差,随机误差和粗大误差。
(2)测量误差的方要来源:a、计量器具误差;b、标准件误差;c、测量方法误差;d、测量环境误差;e、人员误差。
2-6试从83块一套的量块中,组合下列尺寸:48.98,10.56,65.365mm。
答:组合如下:
(1)48.98 、、、、、、、、、所需尺寸
-1.48 、、、 、、、 、、、第一块量块的尺寸
————
47.50
-7.50 、、、 、、、 、、、第二块量块的尺寸
——————
40 、、、 、、、 、、、第三块量块的尺寸
即48.98mm=(1.48+7.50+40)mm 。
(2) 10.56 、、、 、、、 、、、所需尺寸
-1.06 、、、 、、、 、、、第一块量块的尺寸
—————————
9.5 、、、 、、、 、、、第二块量块的尺寸 即 10.56mm=(1.06+9.5)mm
(3) 65.365 、、、 、、、 、、、所需尺寸
-1.005 、、、 、、、 、、、第一块量块的尺寸 ——————
64.360
-1.360 、、、 、、、 、、、第二块量块的尺寸 ———————
63.000
-3.000 、、、 、、、 、、、第三块量块的尺寸 ———————
60 、、、 、、、 、、、第四块量块的尺寸 即65.365mm=(1.005+1.360+3.000+60)mm
2-7 某仪器在示值为20mm 处的校正值为-0.002mm,用它测工件时,若读数正好
为20mm,工件的实际尺寸为多少?
解: 工件的实际尺寸为:20+(-0.002)=19.998mm 。
2-8 某一测量范围为0~25mm 的外千分尺,当活动测杆与测,可靠接触时,其读数
为+0.02mm,若用比千分尺测工件尺寸,读数为10.95mm,其修正后的测量结果.
解: 因示值误差为+0.02mm,则其修值为-0.02mm 。
修正后的测量结果是:10.95+(-0.02)=10.93mm 。
2-9 用两种方法分别测两个尺寸,它们的真值L1=50mm,L2=80mm,若测得值分别
为50.004mm 和80.006mm,试问哪种方法测量精度高。
解: 由相对误差计算公式ε=
Xo Xo X -×100%得: ε1=1
1
1Xo Xo X -×100%=5050
004.50-×100%=0.008% ε2=22
2Xo Xo X -×100%=8080006.80-×100%=0.0075%
因为 ε1>ε 2
所以 第二种方法测量精度高。
2-10 今用公称尺寸为10mm 的量块将千分表调零后测量某零件的尺寸,千分表的读数为+15um 。
若量块实际上尺寸为10.0005mm,试计算千分表的调零误差和校正值.若不计千分表的示值误差,试求被测零件的实际尺寸。
解:(1)千分表的调零误差 10-10.0005=-0.0005mm=0.5um,
(2)校正值为+0.5um,
(3)被测零件实际尺寸: 10.0005+0.015=10.0155mm 。