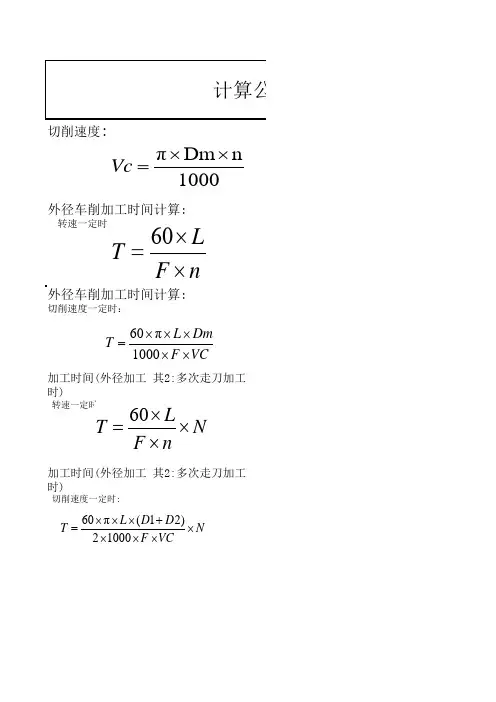
铣削加工时间通用计算公式
- 格式:doc
- 大小:20.50 KB
- 文档页数:1
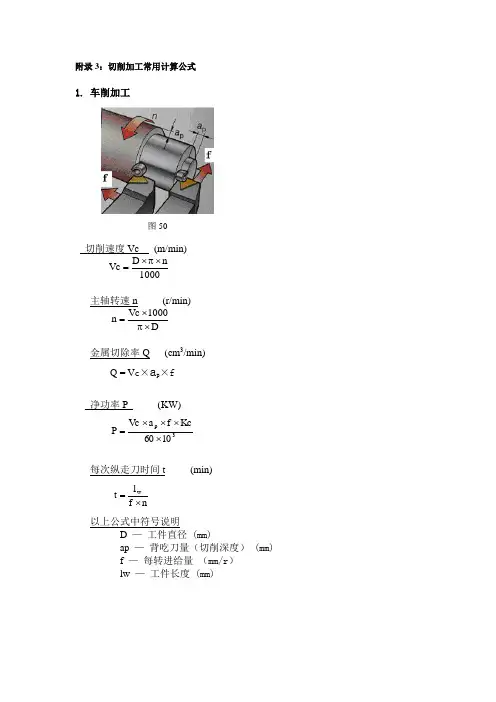
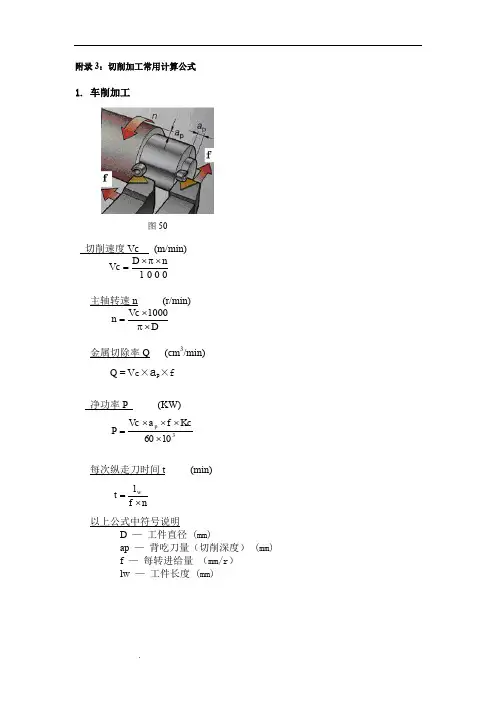
附录3:切削加工常用计算公式1. 车削加工切削速度 V(m/mi n) 主轴转速n (r/mi n)Vc 1000 n D金属切除率 Q (cm 3/min)Q = Vc x a p X f净功率P (KW)360 10每次纵走刀时间 t (min)以上公式中符号说明D — 工件直径(mm)ap —背吃刀量(切削深度) f— 每转进给量 (mm/r ) lw —工件长度(mm)Vc a p KcVc D n1000(mm) 图50铣削速度 V (m/min)主轴转速n (r/mi n)Vc 1000n ---------D每齿进给量fz (mm)n z工作台进给速度 Vf (mm/mi n)Vf fz n z金属去除率 Q (cm 3/min)Q ap ae Vf1000净功率P (KW)p ap ae Vf Kc60 106扭矩M (Nm)P 30 103M -n以上公式中符号说明D —实际切削深度处的铣刀直径Z —铣刀齿数a p —轴向切深 (mm)a e —径向切深 (mm)Vc D n1000(mr)i切削速度 V (m/mi n) 主轴转速n (r/mi n) Vc 1000n d每转进给量f (mm/r) Vf fn进给速度Vf (mm/min)Vf f 『n金属切除率 Q 3(cm c d f Vc Q4净功率P(KW) f Vc d kc P -240 103 扭矩M(Nm) P 30 103 M -n以上公式中符号说明:d — 钻头直径 (mm )kc1 —为前角丫 0=0、切削厚度hm=1m 、切削面积为1mni 时所需的切 削力。
(N/mm 2)mc —为切削厚度指数,表示切削厚度对切削力的影响程度,me 值越 大表示切削厚度的变化对切削力的影响越大,反之,则越小丫 0 —前角 (度) Vcd n 1000。

在磨削加工中,可以使用以下公式来进行基本的时间计算:
1. 加工时间(Machining Time):
加工时间是指从开始切削到结束的总时间。
可以使用以下公式计算:
```
加工时间= 切割长度/ 切削速度
```
其中,切割长度是指工件上需要进行切削的长度,切削速度是切削工具在单位时间内切削的长度。
2. 完整时间(Total Time):
完整时间是指一个加工周期所需的总时间,包括加工时间、装夹时间、刀具更换时间等。
可以使用以下公式计算:
```
完整时间= 加工时间+ 装夹时间+ 刀具更换时间+ 其他运行时间
```
装夹时间是将工件夹紧或固定在机床上的时间,刀具更换时间是更换加工工具所需的时间,其他运行时间是指其他非加工操作所需的时间。
请注意,以上公式是一种基本的计算方法,实际情况可能会因不同的加工设备、操作方式和工艺要求而有所变化。
在具体应用中,应根据实际情况调整参数和考虑其他因素,如进给速度、切削深度、切削力等,来进行更准确的时间计算。
机械加工时间定额的计算公式和方法刨削,插削,磨削,铣削,平面磨削,钻削和铰削,钻盲孔,齿轮加工2、刨削、插削tj——机动时间(min)L——切刀或工作台行程长度(mm)1——被加工工件长度(mm)11——切入长度(mm)12——切出长度(mm)13——附加长度(mm)14——行程开始超出长度(mm)15——行程结束时超出长度(mm)B——刨或插工件宽度(mm)h——被加工槽的深度或台阶高度(mm)U——机床平均切削速度(m/min)f——每双行程进给量(mm)i——走刀次数n——每分钟双行程次数n=(1000×VC)/L×(1+K)注:龙门刨:K=0.4-0.75插床:K=0.65-0.93牛头刨:K=0.7-0.9单件生产时上面各机床K=1①插或刨平面tj=(B+12+13)×i/(f×n)=2×(B×11+12+13)×i/(f×Um×1000)(min) ②刨或插槽tj=(h+1)×i/(f×n)=(h+1)×i×L/(f×Um×1000)(min)注:龙门刨:14+15=350mm牛头刨:14+15=60mm(各取平均值)③刨、插台阶tj=(B+3)×i/(f×n)(横向走刀刨或插)(min)tj=(h+1)×i/(f×n)(垂直走刀刨或纵向走刀插)(min)3、钻削或铰削tj——机动时间(min)1——加工长度(mm)11——切入长度(mm)11——切出长度(mm)f——每转进给量(mm/r)n——刀具或工件每分钟转数(r/min) Φ——顶角(度)D——刀具直径(mm)L——刀具总行程=1+11+12(mm)钻削时:11=1+D/[2×tg(Φ/2)]或11≈0.3P(mm)①一般情况tj=L/f×n(min)②钻盲孔、铰盲孔tj=(1+11)/(f×n)(min)③钻通孔、铰通孔tj=(1+11+12)/(f×n)(min)4、齿轮加工所用符号tj——机动时间(min)B——齿轮宽度(mm)m——齿轮模数(mm)Z——齿轮齿数B——螺旋角(度)h——全齿高(mm)f——每转进给量(mm/r)vf——进给速度(mm/r)g——铣刀线数n——铣刀每分钟转数(r/min)i——走刀次数11——切入长度(mm)12——切出长度(mm)D0——铣刀直径(mm)d——工件节圆直径(mm)f1——工件每转径向进给量(mm)f2——每双行程圆周进给量(mm)t——每齿加工时间(min)nz——加工每齿双行程次数n分——每分钟双行程次数①用齿轮铣刀铣削圆柱齿轮1)铣直齿轮tj=(B+11+12)×Z×i/vf(min)注:(11+12)=d0/(3~4)(mm)2)铣螺旋齿轮tj=(B/cosβ+11+12)×Z×i/vf(min)注:(11+12)=d0/(3~4)(mm)②用齿轮滚刀滚削圆柱齿轮(1)滚切直齿轮tj=(B+11+12)×Z/(g×f×n)(min)注:(11+12)=d0/(3~4)(2)滚切螺旋齿轮tj=(B/cosβ+11+12)×Z/(g×f×n)(min)注:(11+12)=d0/(3~4)③用模数铣刀铣蜗轮tj=(h+11)×Z/f(min)④用蜗轮滚刀径向滚切蜗轮tj=3×m×Z/(g×n×f)(min)⑤用指状铣刀成形铣齿轮tj=(B+0.5d0+12)/(f×n)=(B+0.5d0+12)/vf(min)注:12=2—5(mm)⑥插圆柱齿轮tj=h/(f1×n)+π×d×i/(f2×n)(min)⑦刨齿机刨圆锥齿轮tj=t×Z×i注:式中,t=nZ/n分(min)n分=1000×Vc/2×LL——刀具行程长度(mm)⑧磨齿tj=Z[L/n0(i/f1+212/f2+213/f)+iτ1+2i2τ2+2i3τ3] 将上式查表简化并取平均值为下式tj=Z[L/n0×3.18+0.33](min)式中,L=1+2[h(D-h)+10]1/2——砂轮行程长度(mm)n0——每分钟范成次数D——砂轮直径(mm)h——全齿高i1、i2、i3——粗、半精、精行程次数f1、f2、f3——粗、半精、精每次范成纵向进给量5、铣削所用符号tj——机动时间(min)L=1+11+12工作台行程长度(mm)1——加工长度(mm)11——切入长度(mm)12——切出长度(mm)Vf——工作台每分钟进给量(mm/min)n——铣刀每分钟转数(r/min)B——铣削宽度(mm)i——走刀次数d0——铣刀直径(mm)D——铣削圆周表面直径(mm)αp——切削深度(mm)β——螺旋角或斜角(度)①圆柱铣刀、圆盘铣刀铣平面、面铣刀铣平面 tj=(1+11+12)×i/Vf(min)注:(11+12)=d0/(3~4)(mm)②铣圆周表面tj=D×π×i/vf(min)③铣两端为闭口的键槽tj=(1-d0)×i/vf(min)④铣一端为闭口键槽tj=(1+11)×i/vf(min)⑤铣两端为开口的槽tj=(1+11+12)×i/vf(min)注:11=d0/2+(0.5-1)(mm)12=1-2(mm)⑥铣半圆键槽tj=(1+11)/vf(min)注:1=h——键槽深度(mm)11=0.5-1(mm)⑦按轮廓铣tj=(1+11+12)×i/vf(min)注:1——铣削轮廓长度(mm)11=αp+(0.5-2)12=0-3(mm)⑧铣齿条1)铣直齿条tj=(B+11+12)×i/vf(min)2)铣斜齿条tj=(B/cosβ+11+12)×i/vf(min)注:以上两式中11+12=d0/(3~4)(mm)⑨铣螺纹1)铣短螺纹tj=L/V周(min)注:式中,L=7πd/6(mm)V周——圆周进给速度(mm/min)d——螺纹外径(mm)2)铣长螺纹tj=d×π×L×g×i/(V周×P)(min)注:式中,L——螺纹长度(mm)g——螺纹头数(mm)p——螺纹升程(度)3)外螺纹旋风铣削tj=L×i/(nW×p)(min)4)内螺纹旋风铣削tj=L×i/(nW×p)(min)注:上两式式中L——被加工螺纹长度(mm)i——走刀次数nW=fZ×n/(d×π)——工件转数P——螺纹升程(mm)fZ——每齿(刀头)的圆周进给量(mm/z)n——铣刀转数(r/min)d——螺纹外(mm)6、用板牙或丝锥加工螺纹tj=[(1+11+12)/p×n+(1+11+12)/p×n1]×i=2×(1+2p)×i/(p×n)(mm) 式中,tj——机动时间(mm)1——加工长度(mm)11——切入长度(mm)12——切出长度(mm)p——螺距(mm)n——刀具或工件转数(r/min)n1——刀具或工件返回转数(r/min)7、拉削t1——H/(1000×VC)(min)式中,H——机床调整的冲程长度(mm)8、磨削所用符号tj——机动时间(min)h——每面加工余量(mm)B——磨轮宽度(mm)f纵——纵向进给量(mm/r)ft——磨削深度进给量(mm)n——工件每分钟转数(r/min)A——切入次数K——光整消除火花修正系数=1.3τ——光整时间(min)L——工件磨削长度(mm)11——工件磨削表面长度(mm)b——工件磨面宽度(mm)VW——工作台往复速度(m/min)fB——磨削宽度进给量(mm)Z——同时加工工件数①外、内圆磨削1)纵向进给磨削tj=2×L×h×K/(n×f纵×ft)(min)2)切入法磨削tj=[h×A/ft+τ]×K=(0.25×A/0.005+0.15)×1.3(min)②平面磨削1)周磨tj=2×L×b×h×K/(1000×VW×FB×ft×Z)(min)注:L=11+20(mm)fB=平均15(mm)ft=0.003-0.085(mm)VW=5-20(m/min)2)端磨tj=h×i/(f双×n双)(min)注:f双——双行程轴向进给量(mm)n双——每分钟双行程数(双程/min)3)无心磨tj=L×i/(0.95×Vf)(min)式中,Vf——轴向进给速度(mm/min)L=1+B(单件)L=n工×1+B(多件连续进给)(mm)1——工件长度(mm)nZ——连续磨削工件数。
附录3:切削加工常用计算公式1.切削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=金属切除率Q (cm 3/min)Q = V c ×a p ×f净功率P (KW)3p 1060Kcf a V c P ⨯⨯⨯⨯=每次纵走刀时间t (min)n f l t w⨯=以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度)(mm)f — 每转进给量 (mm/r )lw — 工件长度 (mm)精选文库 2. 铣削加工铣削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=每齿进给量fz (mm)z n Vffz ⨯=工作台进给速度Vf (mm/min)z n fz Vf ⨯⨯=金属去除率Q (cm 3/min)1000Vfae ap Q ⨯⨯=净功率P (KW)61060KcVf ae ap P ⨯⨯⨯⨯=扭矩M (Nm)n 1030P M 3⨯π⨯⨯=以上公式中符号说明D — 实际切削深度处的铣刀直径(mm )Z — 铣刀齿数a p — 轴向切深 (mm)a e — 径向切深 (mm)精选文库3. 钻削加工切削速度Vc (m/min)1000n d Vc ⨯π⨯=主轴转速n (r/min)d1000Vc n ⨯π⨯=每转进给量f (mm/r)nVf f =进给速度Vf (mm/min)n f Vf ⨯=金属切除率Q (cm 3/min)4Vc f d Q ⨯⨯=净功率P (KW)310240kc d Vc f P ⨯⨯⨯⨯=扭矩M (Nm)n1030P M 3⨯π⨯⨯=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
(N/mm 2)mc — 为切削厚度指数,表示切削厚度对切削力的影响程度,mc 值越大表示切削厚度的变化对切削力的影响越大,反之,则越小γo — 前角 (度)。
切削加工常用计算公式(总3页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除附录3:切削加工常用计算公式1.切削速度Vc (m/min)1000n D Vc ⨯π⨯=主轴转速n (r/min)D1000Vc n ⨯π⨯=金属切除率Q (cm 3/min)Q = Vc ×a p ×f净功率P (KW)3p 1060Kc f a V c P ⨯⨯⨯⨯=每次纵走刀时间t (min) nf l t w ⨯= 以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度) (mm)f — 每转进给量 (mm/r )lw — 工件长度 (mm)铣削速度Vc (m/min) 1000nD Vc ⨯π⨯=主轴转速n (r/min) D 1000Vc n ⨯π⨯=每齿进给量fz (mm) z n Vffz ⨯=工作台进给速度Vf (mm/min)z n fz Vf ⨯⨯=金属去除率Q (cm 3/min) 1000Vfae ap Q ⨯⨯=净功率P (KW) 61060KcVf ae ap P ⨯⨯⨯⨯=扭矩M (Nm) n 1030P M 3⨯π⨯⨯=以上公式中符号说明D — 实际切削深度处的铣刀直径(mm )Z — 铣刀齿数a p — 轴向切深 (mm)a e — 径向切深 (mm)切削速度Vc (m/min) 1000n d Vc ⨯π⨯=主轴转速n (r/min) d1000Vc n ⨯π⨯=每转进给量f (mm/r) nVf f =进给速度Vf (mm/min)n f Vf ⨯=金属切除率Q (cm 3/min) 4Vc f d Q ⨯⨯=净功率P (KW) 310240kc d Vc f P ⨯⨯⨯⨯=扭矩M (Nm) n1030P M 3⨯π⨯⨯=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
附录3:切削加工常用计算公式1.切削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=金属切除率Q (cm 3/min)Q = V c ×a p ×f净功率P (KW)3p 1060Kcf a V c P ⨯⨯⨯⨯=每次纵走刀时间t (min)n f l t w⨯=以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度)(mm)f — 每转进给量 (mm/r )lw — 工件长度 (mm)铣削速度Vc (m/min)1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=每齿进给量fz (mm)z n Vffz ⨯=工作台进给速度Vf (mm/min)z n fz Vf ⨯⨯=金属去除率Q (cm 3/min)1000Vfae ap Q ⨯⨯=净功率P (KW)61060KcVf ae ap P ⨯⨯⨯⨯=扭矩M (Nm)n 1030P M 3⨯π⨯⨯= 以上公式中符号说明D — 实际切削深度处的铣刀直径(mm ) Z — 铣刀齿数a p — 轴向切深 (mm)a e — 径向切深 (mm)切削速度Vc (m/min)1000n d Vc ⨯π⨯=主轴转速n (r/min)d1000Vc n ⨯π⨯=每转进给量f (mm/r)nVf f =进给速度Vf (mm/min)n f Vf ⨯=金属切除率Q (cm 3/min)4Vc f d Q ⨯⨯=净功率P (KW)310240kc d Vc f P ⨯⨯⨯⨯=扭矩M (Nm)n1030P M 3⨯π⨯⨯=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
(N/mm 2)mc — 为切削厚度指数,表示切削厚度对切削力的影响程度,mc 值越大表示切削厚度的变化对切削力的影响越大,反之,则越小γo — 前角 (度)。
数控加工工时计算公式
1.切削时间(Tc):切削时间是指实际加工所需时间,包括切削时间和非切削时间两部分。
切削时间可以根据加工中心的主轴转速和进给速度来计算。
常见的切削时间计算公式为:
Tc=L/Fn
其中,L表示被加工零件的总长度,Fn表示加工中心的进给速度。
2.补偿时间(Tc):补偿时间是指加工过程中的各种非正常情况所用的时间,包括刀具更换、刀具磨损补偿、刀具断刀等。
补偿时间可以通过经验值或者实际操作情况来确定。
Tc=Tc1+Tc2+...
其中,Tc1、Tc2等表示不同的补偿时间。
3.加工时间(Tm):加工时间是指加工工序的总时间,包括切削时间和补偿时间。
Tm=Tc+Tc1+Tc2+...
4.总加工时间(Tt):总加工时间是指所有工序的加工时间之和,包括主轴换刀时间、材料上下料时间等。
Tt=Tm1+Tm2+...
其中,Tm1、Tm2等表示不同工序的加工时间。
需要注意的是,以上公式仅为一个简化的表示,实际的数控加工工时计算会涉及到更多因素,如切削力、切削速度、切削深度、切削径向等。
不同的加工工艺和材料特性会有不同的工时计算方法,因此需要根据具体情况进行适当的调整和修正。
总之,数控加工工时计算是一个复杂而细致的工作,需要根据具体的加工过程和材料特性来确定。
在实际应用中,可以通过试切试验和经验总结来逐步完善工时计算公式,以提高加工效率和准确度。
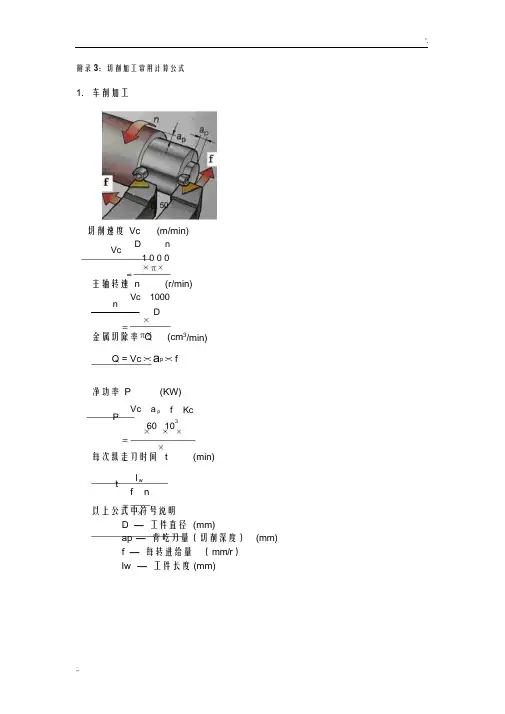
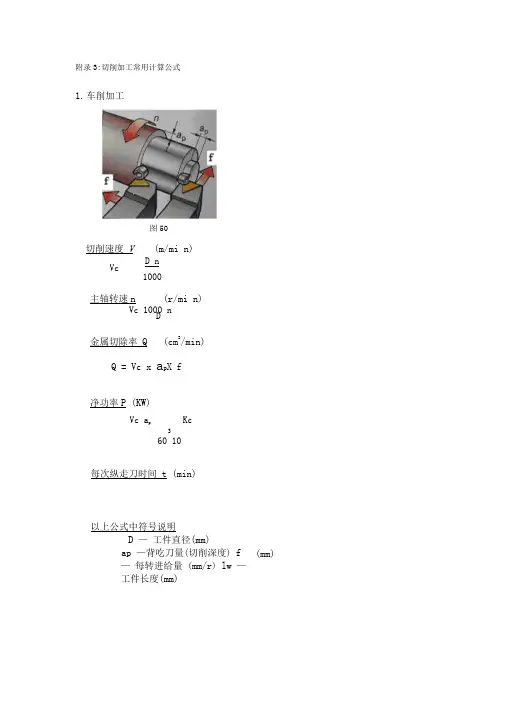
附录3:切削加工常用计算公式1. 车削加工图50切削速度Vc (m/min)Vc D n1 0 0 0主轴转速n (r/min)n Vc 1000D金属切除率Q (cm3/min) Q = Vc×a p×f净功率P (KW)Vc a p P60f Kc 103每次纵走刀时间t (min)tl w f n以上公式中符号说明D —工件直径(mm)ap —背吃刀量(切削深度)(mm)f —每转进给量(mm/r)lw —工件长度(mm)铣削速度Vc (m/min)Vc D n1 0 0 0主轴转速n (r/min)Vc 1000nD每齿进给量fz (mm)Vffzn z工作台进给速度Vf (mm/min) Vf fz n z金属去除率Q (cm3/min)Q ap ae Vf1000净功率P (KW)P ap ae Vf Kc60 10 6扭矩M (Nm)P 30 M10 3 n以上公式中符号说明D —实际切削深度处的铣刀直径(mm)Z —铣刀齿数a p —轴向切深(mm)a e —径向切深(mm)切削速度Vc (m/min)Vc d n 1000主轴转速n (r/min)Vc 1000nd每转进给量 f (mm/r)Vffn进给速度Vf (mm/min) Vf f n金属切除率Q (cm3/min)Q d f Vc4净功率P (KW)P f Vc240d kc103扭矩M (Nm)P 30 M10 3 n以上公式中符号说明:d —钻头直径(mm)2 kc1 —为前角γo=0、切削厚度hm=1m、m切削面积为1mm时所需的切2削力。
(N/mm )mc —为切削厚度指数,表示切削厚度对切削力的影响程度,mc值越大表示切削厚度的变化对切削力的影响越大,反之,则越小γo —前角(度)。
1. 车削加工切削速度Vc (m/min) 1000nD Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=金属切除率Q (cm 3/min)Q = Vc ×a p ×f净功率P (KW)3p 1060Kcf a V c P ⨯⨯⨯⨯=每次纵走刀时间t (min)n f l t w⨯=以上公式中符号说明D — 工件直径 (mm)ap — 背吃刀量(切削深度) (mm)f — 每转进给量 (mm/r )lw — 工件长度 (mm)2. 铣削加工铣削速度Vc (m/min)1000n D Vc ⨯π⨯=主轴转速n (r/min)D 1000Vc n ⨯π⨯=每齿进给量fz (mm)z n Vf fz ⨯=工作台进给速度Vf (mm/min)z n fz Vf ⨯⨯=金属去除率Q (cm 3/min)1000Vf ae ap Q ⨯⨯=净功率P (KW)61060Kc Vf ae ap P ⨯⨯⨯⨯=扭矩M (Nm)n 1030P M 3⨯π⨯⨯= 以上公式中符号说明D — 实际切削深度处的铣刀直径 (mm )Z — 铣刀齿数a p — 轴向切深 (mm)a e — 径向切深 (mm)3. 钻削加工切削速度Vc (m/min)1000n d Vc ⨯π⨯=主轴转速n (r/min)d 1000Vc n ⨯π⨯=每转进给量f (mm/r)n Vf f =进给速度Vf (mm/min)n f Vf ⨯=金属切除率Q (cm 3/min)4Vc f d Q ⨯⨯=净功率P (KW)310240kc d Vc f P ⨯⨯⨯⨯=扭矩M (Nm)n1030P M 3⨯π⨯⨯=以上公式中符号说明:d — 钻头直径 (mm)kc1 — 为前角γo=0、切削厚度hm=1mm 、切削面积为1mm 2时所需的切削力。
(N/mm 2)mc — 为切削厚度指数,表示切削厚度对切削力的影响程度,mc 值越大表示切削厚度的变化对切削力的影响越大,反之,则越小γo — 前角 (度)。
切削加工常用计算公式文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]
附录3:切削加工常用计算公式
1.车削加工
每次纵走刀时间t (min)
以上公式中符号说明
D —工件直径 (mm)
ap —背吃刀量(切削深度) (mm) f —每转进给量(mm/r)
lw —工件长度 (mm)
2. 铣削加工
铣削速度Vc (m/min)
主轴转速n (r/min)
每齿进给量fz (mm)
工作台进给速度Vf (mm/min)
金属去除率Q (cm3/min)
净功率P (KW)
扭矩M (Nm)
以上公式中符号说明
D —实际切削深度处的铣刀直径(mm)
Z —铣刀齿数
ap —轴向切深 (mm)
ae —径向切深 (mm)
3. 钻削加工
切削速度Vc (m/min)
主轴转速n (r/min)
每转进给量f (mm/r)
进给速度Vf (mm/min)
金属切除率Q (cm3/min)
净功率P (KW)
扭矩M (Nm)
以上公式中符号说明:
d —钻头直径 (mm)
kc1 —为前角γo=0、切削厚度hm=1mm、切削面积为1mm2时所需的切削力。
(N/mm2)
mc —为切削厚度指数,表示切削厚度对切削力的影响程度,mc值越大表示切削厚度的变化对切削力的影响越大,反之,则越
小
—前角(度)
γ
o。
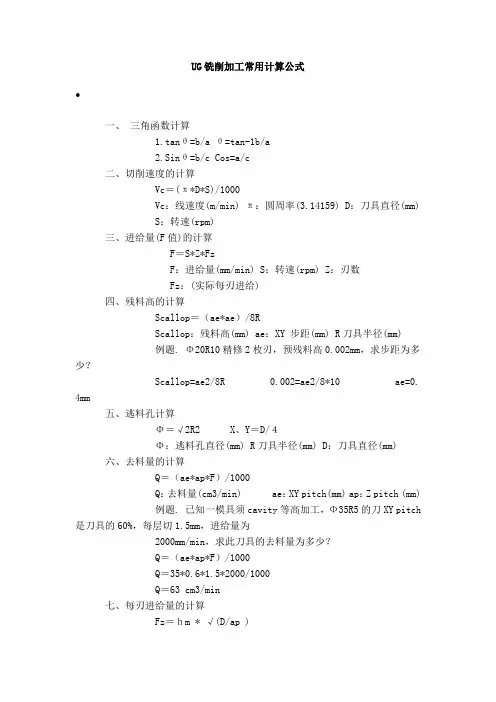
CNC常用计算公式CNC(数控机床)常用计算公式是指在CNC加工过程中,用于计算切削速度、进给速度、主轴转速、转换换算等相关参数的公式。
这些公式对于操作员来说非常重要,可以帮助他们正确地设置CNC机床的参数,确保加工过程的准确性和效率。
下面是一些常用的CNC计算公式:1.切削速度(VC)的计算公式:VC=π×D×N其中,VC表示切削速度,D表示刀具直径,N表示主轴转速。
切削速度是指刀具在加工过程中移动的线速度,通常以米/分钟或英尺/分钟表示。
2.进给速度(Vf)的计算公式:Vf = N×r×fn其中,Vf表示进给速度,N表示主轴转速,r表示进给倍率,fn表示进给量。
进给速度是指工件在加工中相对于刀具移动的线速度,通常以毫米/分钟或英尺/分钟表示。
3.主轴转速(N)的计算公式:N=1000×VC/(π×D)其中,N表示主轴转速,VC表示切削速度,D表示刀具直径。
主轴转速是根据切削速度和刀具直径来计算的,通常以转/分钟表示。
4.铣削进给(Fz)的计算公式:Fz=N×z×z1其中,Fz表示铣削进给,N表示主轴转速,z表示每齿切槽数,z1表示每齿进给量。
铣削进给是指在铣削加工中,刀具在单位时间内切削的材料体积,通常以毫米/转或英尺/转表示。
5.转速换算公式:N2=N1×(D1/D2)^n其中,N1和N2表示两个不同直径的主轴转速,D1和D2表示两个不同直径的刀具直径,n表示常数。
转速换算公式可以帮助操作员确定在更换不同直径的刀具时需要调整的主轴转速。
以上是常用的CNC计算公式,这些公式可以应用于不同的CNC加工过程,如车削、铣削、钻孔等。
通过正确运用这些公式,操作员可以根据加工需求和材料特点,合理地设置CNC机床的参数,提高加工效率和精度。
值得注意的是,由于不同机床、刀具和材料之间存在差异,操作员在使用这些计算公式时应结合实际情况灵活调整和应用。
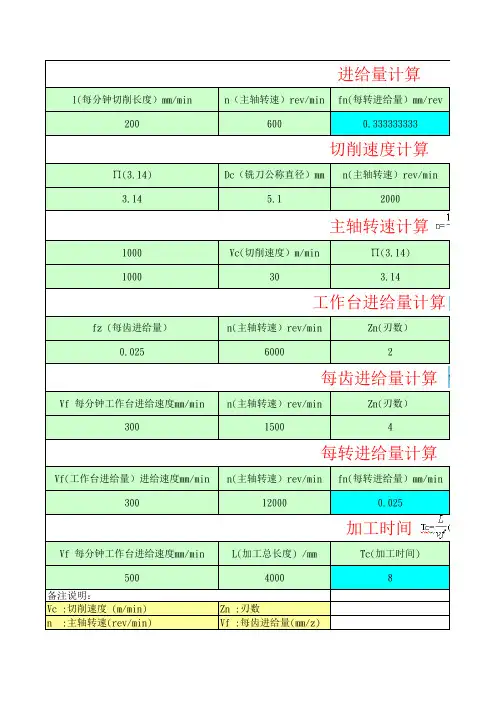
铣削公式和定义-工程公式切削速度 (vc)(m/min)主轴转速 (n)(rpm)每齿进给量 (fz)(mm)金属去除率(Q)(cm³/min)工作台进给或进给速度 (vf)(mm/min)扭矩 (Mc)(Nm)净功率要求 (Pc) (kW)平均切屑厚度 (hm),。
用于直切削刃。
侧铣(mm)面铣(mm)在将工件中央对准铣刀放置时。
注意: arccos和arcsin用度表示特定切削力 (kc) (N/mm²)如果γ0未知,使用γ0= 0°,则公式变为:特定铣刀公式具有直切削刃的刀具在特定深度的最大切削直径(mm)。
面铣 (对中工件) 直切削刃和侧铣 (ae >Dcap/2) mm。
侧铣 (ae >Dcap/2) 直切削刃,mm。
使用圆刀片的刀具在特定深度的最大切削直径(mm)。
面铣圆刀片 (ae >Dcap/2)mm。
侧铣 (ae >Dcap/2) 和圆刀片 (ap<="" p="">球头立铣刀在特定深度的最大切削直径(mm)。
每齿进给量 (mm/齿),刀具对中。
每齿进给量 (mm/齿),侧铣。
内圆坡走铣 (3轴) 或圆弧铣 (2轴)计算公式周边进给率(mm/min)刀具中心进给率(mm/min)径向切深(mm)对于实体式工件, Dw = 0和 ae eff = Dm/2每齿进给量(mm)当扩孔时每齿进给量(mm)外圆坡走铣 (3轴) 或圆弧铣 (2轴)计算公式周边进给率(mm/min)刀具中心进给率(mm/min)每齿进给量(mm)铣刀主偏角– kr (度)主切削刃角 (kr) 是影响切削力方向和切屑厚度的主要因素。
刀具直径– Dc (mm)刀具直径(Dc)在PK部位上测量,主切削刃在这里与平行刃带相遇。
Dc 是在大多数情况下出现在订货号的直径,但CoroMill 300除外,它使用D3 。
数控铣切削速度计算公式
数控铣切削速度是指刀具在铣削过程中每分钟移动的距离,通常用米/分钟(m/min)表示。
计算数控铣切削速度需要考虑材料、刀具材质、刀具半径等因素,下面是数控铣切削速度的计算公式:切削速度Vc(m/min)= 1000 × Vf ÷(π× Dc)
其中,Vf为进给速度(mm/min),Dc为刀具直径(mm),π为圆周率。
例如,铣刀直径为10mm,进给速度为200mm/min,那么切削速度为:
Vc = 1000 × 200 ÷(π× 10)≈ 636.6m/min。
需要注意的是,不同的材料和刀具材质,其切削速度的计算公式可能不同,具体需要根据实际情况进行调整。
同时,切削速度过快或过慢都会影响加工效果,需要根据具体情况进行合理的调整。
- 1 -。