数控等离子切割机
- 格式:ppt
- 大小:3.82 MB
- 文档页数:24


数控等离子切割新手入门教程
1. 概述
数控等离子切割是一种高效的金属切割技术,利用等离子弧放电的热能来熔化金属并实现切割。本教程旨在帮助新手快速掌握数控等离子切割的基本原理和操作技巧。
2. 设备准备
在进行数控等离子切割前,需要准备以下设备: - 数控等离子切割机 - 等离子切割头 - 气体气源 - 工件夹具 - 编程软件
3. 基本操作步骤
步骤1:安装切割头
将等离子切割头正确安装在数控等离子切割机上,并确保连接牢固。
步骤2:设置工件参数
根据切割工件的材料和厚度,在编程软件中设置相应的切割参数,包括气体类型、气体流量、等离子弧电流等。
步骤3:夹紧工件
使用工件夹具将待切割工件固定在切割台上,确保工件位置准确。
步骤4:启动数控等离子切割机
启动数控等离子切割机,按照设定的切割参数进行切割操作。
4. 切割技巧
• 切割速度要适中,过快容易导致切口粗糙,过慢则影响工作效率。
• 切割头与工件的距离要适当,通常为切口厚度的1.5倍左右。
• 定期清理切割头,保持切口质量和切割效率。
5. 安全注意事项
• 切割过程中要佩戴防护眼镜和手套,避免受伤。
• 禁止在有易燃物质的环境中使用数控等离子切割机。
• 切割完成后,及时关闭数控等离子切割机并进行设备清洁维护。 6. 结束语
通过本教程,相信大家已经对数控等离子切割有了一定的了解。在实际操作中,持续练习和不断优化参数才能更好地掌握这一高效切割技服。希望本教程能为刚入门的新手提供一些帮助,谢谢!
数控等离子切割机使用手册
Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】
数控等离子切割机
使
用
手
册
济南阿尔法数控设备有限公司
目 录
注 意
警示标志:应总是留心与下列警示标志相关联的事项:
电气可能引起危险 常规警告
常规提示
在安装和开始应用前请首先阅读本文档,错误的操作会造成财物和人身伤害。你必须始终检查系统规格和技术条件(参阅设备标签和相关的文档)。
本说明书仅见略介绍操作步骤,更详尽内容请参阅数控系统说明书、等离子电源说明书、弧压调高器说明书和电容调高器说明书。
我公司保留对设备配置进行修改的权利,本书内容可能与设备实际情况不符,具体以设备为准。
我公司对不符合操作要求而引起的设备损坏不负保修责任。设备出现故障,请勿擅自更换配件,请先于我公司联系。
1、验收
小心 损坏或有故障的产品不可投入使用。
2、运输与储存
注意 运输与储存中应注意防潮,不可在产品上攀爬或站立,不可在上面放置重物,前面板和显示屏应特别注意防止碰撞与划伤。
3、安装
小心 数控系统的外壳非防水设计,安装时应防止日晒及雨淋。
注意 数控系统安装应防止尘埃、腐蚀性气体、导电物体、液体及易燃物侵入。
数控系统应安装在远离易燃、易爆物品、及强电磁干扰的场所。
数控系统安装必须牢固,避免振动。
4、接线
警告 参与接线或检查的人员都必须具有做此项工作的充分能力;连接电线不可有破损,不可受挤压,不可带电打开数控系统机箱。
小心 任何一个接线插头上的电压值和极性都必须符合说明书的规定。
在插拨插头或扳动开关前,手应保持干燥。
注意 所有接线必须正确、牢固。
数控系统必须可靠接地。
5、调试运行
小心 运行前,应先检查参数设置是否正确。
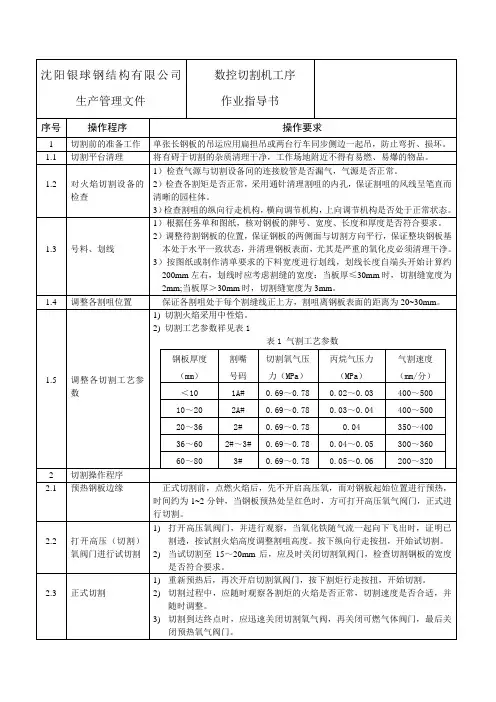
沈阳银球钢结构有限公司
生产管理文件 数控切割机工序
作业指导书
序号 操作程序 操作要求
1 切割前的准备工作 单张长钢板的吊运应用扁担吊或两台行车同步侧边一起吊,防止弯折、损坏。
1.1 切割平台清理 将有碍于切割的杂质清理干净,工作场地附近不得有易燃、易爆的物品。
1.2
对火焰切割设备的检查 1)检查气源与切割设备间的连接胶管是否漏气,气源是否正常。
2)检查各割矩是否正常,采用通针清理割咀的内孔,保证割咀的风线呈笔直而清晰的园柱体。
3)检查割咀的纵向行走机构,横向调节机构,上向调节机构是否处于正常状态。
1.3
号料、划线 1)根据任务单和图纸,核对钢板的牌号、宽度、长度和厚度是否符合要求。
2)调整待割钢板的位置,保证钢板的两侧面与切割方向平行,保证整块钢板基本处于水平一致状态,并清理钢板表面,尤其是严重的氧化皮必须清理干净。
3)按图纸或制作清单要求的下料宽度进行划线,划线长度自端头开始计算约200mm左右,划线时应考虑割缝的宽度:当板厚≤30mm时,切割缝宽度为2mm;当板厚>30mm时,切割缝宽度为3mm。
1.4 调整各割咀位置 保证各割咀处于每个割缝线正上方,割咀离钢板表面的距离为20~30mm。
1.5
调整各切割工艺参数 1) 切割火焰采用中性焰。
2) 切割工艺参数祥见表1
表1 气割工艺参数
钢板厚度(mm) 割嘴
号码 切割氧气压力(MPa) 丙烷气压力
(MPa) 气割速度
(mm/分)
<10 1A# 0.69~0.78 0.02~0.03 400~500
10~20 2A# 0.69~0.78 0.03~0.04 400~500
20~36 2# 0.69~0.78 0.04 350~400
36~60 2#~3# 0.69~0.78 0.04~0.05 300~360
60~80 3# 0.69~0.78 0.05~0.06 200~320

方菱等离子数控切割机参数表
方菱等离子数控切割机参数表
一、机床结构参数
1.1 机床型号:FLP-1325
1.2 工作台尺寸:1300mm×2500mm
1.3 切割厚度:依据不同等离子电源切割厚度可达到20mm-200mm
1.4 切割速度:依据不同等离子电源切割速度可达到0-10000mm/min
1.5 控制系统:方菱数控系统
二、传动系统参数
2.1 X轴传动方式:直线导轨+齿轮传动
2.2 Y轴传动方式:直线导轨+齿轮传动
2.3 Z轴传动方式:球螺杆+直线导轨
三、切割系统参数
3.1 等离子电源型号:Hypertherm/Thermadyne/Kjellberg/Plasma
Star/Oxygen Plus等品牌可选
3.2 制冷方式:风冷/水冷两种方式可选
3.3 切割气体类型:氧气/氮气/空气三种可选
四、其他参数
4.1 工作电压:220V/380V±10% 50Hz(60Hz)
4.2 工作温度:0℃-45℃,相对湿度≤75% 4.3 机床重量:约1500kg
4.4 外形尺寸:3200mm×2200mm×1200mm
五、机床特点
5.1 高精度:采用高精度导轨和齿轮传动,保证了切割精度。
5.2 高效率:采用高速切割技术,提高了生产效率。
5.3 稳定性强:采用球螺杆传动方式,确保了机床的稳定性。
5.4 易操作:采用方菱数控系统,操作简单易懂。
5.5 可靠性高:选用知名品牌等离子电源和配件,保证了机床的可靠性。
六、适用范围
6.1 金属制造业:适用于钢铁、不锈钢、铝合金等金属材料的切割。
6.2 模具制造业:适用于模具加工中的零件切割。
6.3 建筑装饰业:适用于建筑装饰中的金属零件切割。
6.4 其他行业:适用于各种需要金属材料切割的行业。
七、维护保养
7.1 定期检查机床的润滑系统,保证机床的润滑。
7.2 定期检查机床的传动系统,保证传动系统的正常运转。