D广告机测试规范
- 格式:docx
- 大小:42.10 KB
- 文档页数:27
3D广告一体机检验规范1、主题内容与适用范围本检验规范规定了我公司3D广告机生产、检验的依据,主要包括QC检验、日抽样检验、样本抽取、出厂验收等。
2、一般要求2.2、使用条件使用条件由产品标准规定。
2.3、正常测试条件在下列范围内的湿度、温度和气压的任意组合条件下进行测量。
环境温度:15℃~35℃;相对湿度:45%~75%;大气压力:86KPa~106Kpa;在上述测试条件下,被测设备应满足其性能规范,但在比上述测试条件更宽的范围内,设备仍能工作,但可不满足其所有的性能规范,并允许被测设备在更为极端的条件下储存。
页脚内容12.4、互连配接要求3D广告机应有外置VGA接口、USB接口、220V交流电源接口、以及外置音频等。
3、检验项目来料检验生产过程中检验成品整机检验出货检验3.1、来料检验项目3.1.1来料检验物料所有非自行生产之外购件(如机壳类机构件、外购LCD液晶屏、外购驱动板、主板、电源板、外购线材)3.1.2 来料检验项目A、外观、结构、包装标示、生产日期产地、型号、内部工艺质量检验B、图象显示效果质量检验C、功能质量检验D、安全、电磁兼容质量检验3.1.3来料检验方法和要求页脚内容2按IQC SIP以及客户需求的内容和要求进行检查。
3.2、生产过程中检验3.2.1检验项目A、外观、结构、组装顺序检验B、机构组配质量检验C、功能质量检验3.2.2检验方法和要求A、QC按工序生产工艺文件对各工站进行抽样检验,以每工站每2小时2PCS进行尺寸功能检验,5pcs进行外观检验。
B、工站员工100%外观自检以及对上一工站流入之半成品进行100%外观检验。
3.2.3 质量记录和处理凡在在线检验过程中出现的有缺陷的半成品机器,均要求在流程卡上注明故障现象或故障部位,并将坏机打入前道工序维修,不得流入下道工序。
经前道工序修复后方可重新提交检验。
检验人员每天作好检验记录,汇总后提交上级质量主管人员,对批量性和其它质量异常必须在第一时间反馈上级质量主管人员或经理。
六面示意图①②④⑦⑥⑩⑧⑤⑨TOP③전면5.4.3 裸机跌落测试a 按示意图的对应的6个面。
b 必须从包装跌落过的机器中选2PCS(OK)的机器进行操作。
c 跌落仪下面要放置3CM厚的木板。
d 匹配的遥控器,适配器也要进行跌落测试实验,跌落条件同主机。
e 开机跌落,不用放碟。
5.4.4 检查程序:a AC adapter各脚处铜皮是否断开,AC adapter是否摔坏。
b PCB板以及上面零件是否完好,机内是否有物。
c 胶结构是否有异常,如:裂痕,发白等现象。
d 排线是否松动后倾斜。
e 卡式机芯(如有)是否完好。
f CD机芯(如有)是否完好。
g 机内定位螺丝有无松动或脱落。
h 机外零件有否松动或脱落。
5.5 低温储存测试程序5.5.1 测试要求a 測数量: 每批ORT 抽5台机做测试。
5.5.2 测试条件a -20℃(温度:-20℃)b 0%(湿度:0%)c 存储48小时,然后取出,常温搁置12小时后检查(新机种设计阶段验证)存储6小时,然后取出,常温搁置12小时后检查(ORT阶段验证)温湿度升降示意图5.5.3 试验步骤:a 包装类的高低温存储可用不同的机器b 包装保存所有的附件需齐全c 温度和湿度需要3小时才能从23度53%达到60%读90%(2小时先升温度,再1小时升湿度)d 48小时后先4小时将湿度降到53度,再用4小时降温度到23度,恒定 2小时后再进行测试e 完成以上试验步骤后立即检查机器功能&外观。
5.5.4 缺陷:a 包装材质严重变紧,机体外观裂缝、变形。
b 所有旋钮手感变差至使用不适。
c 电器性能变化较大。
5.6 高温储存测试程序5.6.1 测试要求a 測数量: 每批ORT 抽5台机做测试。
5.6.2 测试条件a 温度:60℃b 湿度:90%c 存储(带包装)48小时后取出,常温搁置12小时后检查(新机种设计阶段验证)。
存储(带包装)6小时后然后取出,常温搁置12小时后检查(ORT阶段验证)。
![[工程科技]蓝光DVD测试规范](https://uimg.taocdn.com/a135f2c29b89680203d825d4.webp)
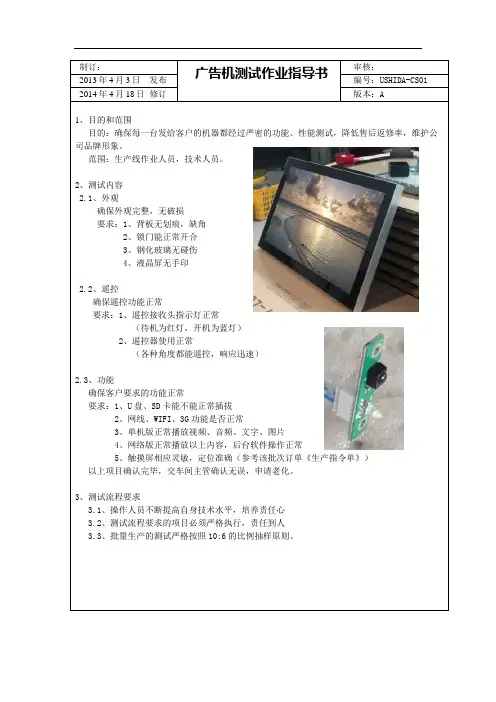
制订:广告机测试作业指导书审核:
2013年4月3日发布编号:USHIDA-CS01 2014年4月18日修订版本:A
1、目的和范围
目的:确保每一台发给客户的机器都经过严密的功能、性能测试,降低售后返修率,维护公司品牌形象。
范围:生产线作业人员,技术人员。
2、测试内容
2.1、外观
确保外观完整,无破损
要求:1、背板无划痕,缺角
2、锁门能正常开合
3、钢化玻璃无碰伤
4、液晶屏无手印
2.2、遥控
确保遥控功能正常
要求:1、遥控接收头指示灯正常
(待机为红灯,开机为蓝灯)
2、遥控器使用正常
(各种角度都能遥控,响应迅速)
2.3、功能
确保客户要求的功能正常
要求:1、U盘、SD卡能不能正常插拔
2、网线、WIFI、3G功能是否正常
3、单机版正常播放视频、音频、文字、图片
4、网络版正常播放以上内容,后台软件操作正常
5、触摸屏相应灵敏,定位准确(参考该批次订单《生产指令单》)
以上项目确认完毕,交车间主管确认无误,申请老化。
3、测试流程要求
3.1、操作人员不断提高自身技术水平,培养责任心
3.2、测试流程要求的项目必须严格执行,责任到人
3.3、批量生产的测试严格按照10:6的比例抽样原则。
1.目的
本标准规范了我司安卓版智能试衣镜检验,抽样,出厂验收标准.
2.适用范围
适用于我司试衣镜,安卓版与PC版。
3.定义
3.1AQL:接收质量限即允收水准,不合格项可接收最高不良数与不可接收最低不良数。
3.2CR:致命缺陷,是指产品在使用过程中导致使用者出现危机。
一般是指安全性,化学性危害性。
(A类:电器性能)
3.3MA:主要缺陷,是指产品使用过程中失效或者降低产品使用性能。
(B类:机械性能) 3.4MJ:轻微缺陷,是指不会降低产品使用功能。
(C类:外观)
3.5 AC:允收 RE:据收
4.检验条件
4.1环境: 温度25+/-5℃,湿度65RH~90RH。
4.2目视时间: A面20~30秒,B 面10~20秒, C面5~10 秒
4.3外观目视距离: 30 ±5cm ,功能:1.5米±5cm
4.4目视角度: 正负45或者正负90角度内检查。
4.5工作场所灯光: 光线亮度在400-700Lux范围。
4.6外观面的分类:外观面分为A:正面 B:侧面与背面 C:底面
包装检查包材内部用珍珠棉固定与纸箱,外部用木 MA 目视架,不可脏污,破裂,潮湿。
5.3屏幕点缺陷检查:
级Ⅱ抽样标准:AQL支持文件6.。
德华仕科技汽车电子有限公司汽车音响A级收货标准制作Prepared: 批准 Approved:1.适应范围:1. 本收货标准只适应于德华仕科技有限公司车载音响。
2、对本收货标准产生怀疑时,由德华仕科技有限公司有限公司负责解释。
2.功能收货标准:2.1 电源电压直流: 11.5V~16.0V2.2 最大输出功率 4X7W、4X25W、4X45W(V ol max)2.3 收音频率范围美洲频率: FM:87.5~108MHZ(美洲1) 87.5~107.9(美洲2),AM:530~1710KHZ欧洲频率:FM: 87.5~108 MHz, MW:522~1620KHz俄罗斯频率: 65~108 MHz, MW:522~1620KHz2.4 待机电流 <75mA2.5 记忆电流 <25mA2.6 记忆电压直流: 6V~8V3.电子性能参数收货标准:3.1 FM SECTION:FM部分3.1.2 FM MONO: FM 单声道(1KHz 22.5KHz DEV .)N oITEM测试项目 CONDITION 测试条件 UNIT 单位 NORMAL 要求 LIMIT条件限制LOW 87.5 EUR 1081 FREQUENCY RANGE频率覆盖范围 HIGHUSA MHz 107.9 2 INTERMEDIATE FREQUENCY 中频频率 90MHz MHz 10.7 ±0.0390MHz 5 1098MHz 5 103 USABLE SENSITIVITY (S/N:30dB) 实用灵敏度(信噪比)106MHz dBu 5 104 -3 dB LIMITING SENSITIVITY -3dB 限灵敏度98MHz dBu 8 125 S/N RATIO (@1mV INPUT) 信噪比 (1mV 输入) 98MHz dB 65 556 IF. REJECTION 中频抑制 90MHz dB 90 707 IMAGE REJECTION RATIO 镜像抑制 106MHz dB 90 808 AM SUPPRESSION 调幅抑制 98MHz dB 90 7035 30 9 SELECTIVITY+/-200KHz (@1mV INPUT) 选择性+/-200KHz (1mV 信号电平输入) +400MHZ -400MHZ dB35 30 LOW Hz 40 50 10 FIDELITY-3dB (@1mV INPUT) (PRE-EMPHASIS ON 50U/75U SEC.) 98MHzHigh KHz 18 15 11 T.H.D. @REFERENCE OUTPUT (@1mV INPUT) 失真度(参考输出)98MHz % 0.5 112 OVERLOAD DISTORTION (75KHz 1mV INPUT) 过载失真度(75KHz 频偏, 1mV 输入)98MHz % 1 34X7W 5 4.54X25W 16 1413 10% T.H.D. OUTPUT POWER (75KHz) 10%失真输出功率98MHz 4X45W 22 18 4X7W 7 64X25W 23 +/-214 MAX. OUTPUT POWER (75KHz) 最大功率输出98MHz 4X45W 28 +/-215 AUTO SEEK SENS.(STEREO 22.5KHz DEV) 自动搜索灵敏度(立体声22.5KHz 频偏) 98MHz dBu 23 ±516 LO/DX EFFECT 远近程效果 90MHz dB 22 ±8 17 RD PSG ON SENSE 98MHz dBu 34 4018 TA SENSITIV 98MHZ dBu 15 20 19 TA OFF TIME 98MHZ sec. 5 8 20 PS LIGHT SENSITIVTY 98MHz dBu 15 20 21 TA SEARCH TIME98MHz sec. 5822 RDS STOP SENSI SENSITIVTY98MHz dBu 34 403.2 MW SECTION 中波部分N o ITEM 测试项目CONDITION 测试条件 UNIT 单位 NORMAL 要求 LIMIT 条件限制LOW 522 EUR HIGH 1620LOW 530 1FREQUENCY RANGE (EUR VERSION) 频率覆盖范围USAHIGHKHz 17102 INTERMEDIATE FREQUENCY 中频频率 600KHz KHz 450 ±3600KHz 28 33 1000KHz 28 333 USABLE SENSITIVITY(S/N:20dB)实用灵敏度(信噪比20dB ) 1400KHz dBu 28 33 4 S/N RATIO (@5mV INPUT)信噪比 1000KHz dB 55 50 5 I. F. REJECTION 中频抑制 600KHz dB 80 70 6 IMAGE REJECTION 镜像抑制 1400KHz dB 80 70 7 SELECTIVITY (+/-9KHz) 选择性 1000KHz dB 40 35 8 -6dB BAND WIDTH @MAX SENSITIVITY-6dB 带宽(最大灵敏度信号电平) 1000KHz KHz 6 4~109 AGC F.O.M. (@5mV INPUT)AGC 控制范围 1000KHz dB 60 55LOW Hz 40 100 10FIDELITY –6dB (@1mV INPUT) -6dB 频响(1mV 输入)HIGH KHz 3 2.511 T.H.D.@ REF. OUTPUT 失真度 1000KHz % 1.0 2 12OVERLOAD DISTORTION (@80% MOD. 100mV INPUT) 过载失真1000KHz % 2 34X7W 5 4.54X25W 16 14 1310% T.H.D. OUTPUT POWER (@30%MOD5mV INPUT) 10%失真输出功率1000KHz4X45W 22 18 4X7W 7 6 4X25W 23 +/-2 14 MAX. OUTPUT POWER (@80%MOD 5mV INPUT) 最大输出功率1000KHz4X45W 28 +/-215 AUTO SEEK SENS.自动收索灵敏度 1000KHz dBu 35 29~403.3 CD PERFORMANCE :CD 性能参数No ITEM 测试项目CONDITION 测试条件 UNIT 单位 NORMAL 要求LIMIT 条件限制1 S/N RATIO (TCD-784) 信噪比 TNO.2, 7dB8070TNO.8(1KHz) dB 75 702 CHANNEL SEPARATION (TCD-784) 通道分离TNO.10(10KHz)dB 75 70 3 T.H.D @REF. OUTPUT (TCD-784)失真度 TNO.2 (1KHz)%0.30.54X7W 5 4.54X25W 16 14 410% T.H.D OUTPUT POWER (TCD-784) 10%失真输出功率TNO.24X45W 22 18 4X7W 7 6 4X25W 23 +/-2 5 MAXIMUM OUTPUT POWER (TCD-784) 最大输出功率TNO.2 4X45W 28 +/-2 6 MAXIMUM VOLUME NOISE (TCD-784) 最大音量噪声TNO.7 mV 10 30 7 MINIMUM VOLUME NOISE (TCD-784) 最小音量噪声TNO.7 mV 138CHANNEL BALANCE L/R (TCD-784) 通道平衡度TNO.2 (1KHz) dB 0 ±2TNO.4 (100Hz)±2 TNO.2 (1KHz) 0 09FREQUENCY RESPONSE (TCD-784) 频率响应TNO.5 (10KHz) dB±2 UP dB 10 8 100Hz DN dB 10 8 UP dB 10 8 10▓ BASS/TREBLE EFFECT 高/低音提升效果10KDNdB 10811 LOUDNESS EFFECT ( S.T.O –20dB) 响度效果100Hz dB 10 8-12 TCD-784 TNO.2 dB 0 0 FM :75KHz DEV dB 0 ±312 GAIN BAL 1KHz 增益平衡1KHzAM:80% dB 0 ±3 13RCA LINE OUT LEVEL(MAX.VOLUME)﹝MAX.VOLUME.10ohm LOADING .0Db track ﹞TCD-784 TNO.2 mV 1000 800-1800 INTERRUPTION mm 1.2 0.9 BLACK DOTS mm 1.2 1 14 SKIP TEST ﹙TCD-725B ﹚FINGER PRINTSum75 7515SUB-WOOFER OUTPUT LEVEL ﹝MAX.VOLUME.10ohm LOADING .0Db track ﹞TCD-784 TNO.4mV1000 800-1800 16 ACCESS TIME 读碟曲目扫搜时间 TCD-792:Tr1~Tr15SEC 5 103.4. VCD/DVD VIDEOSECTION:VCD/DVD 视频部分N oITEM测试项目CONDITION测试条件NORMAL要求LIMIT条件限制VCD:TCD-581A Tr11 1.0Vp 0.8Vp-p±0.21 Video output level视频输出电平MDVD-P111,Title 2-1 1.0Vp 1.0Vp-p±0.2DVD:MDVD-P111,Title NO.2-7450line ≥450line2 Horizontal resolution水平清晰度VCD:TCD-581A,track NO.3 or26250line ≥250lineDVD:MDVD-P1116.0MHz(-6dB)≥5.5MHz (-6dB)3 Luminance amplitude response亮度幅频响应VCD:TCD-581A6.0MHz(-6dB)≥3.5MHz (-6dB)DVD:MDVD-P1112.0MHz(-6dB)≥1.5MHz (-6dB)4 Chrominance frequency response色度幅频响应VCD:TCD-581Afsc25fH(-6dB)fsc±25fH(-6 dB)DVD:MDVD-P111.Title NO.2-3 3% ≤5%5 Brightness non-lineartity亮度非线性失真VCD:TCD-581A,track No.4 3% ≤5%PAL 55db ≥50db(不记权)6 Brightness SNR亮度信噪比TCD-581A ,track NO.4NTST 55db ≥52db(不记权)DVD 50-80ns≤100ns7 Y/C time delay亮度与色度信号时延差VCD 80-100ns≤120ns3.5 ead disc ability读碟能力:R4.5.1 CD SECTION:CD部分No.Item测试项目Playback track播放曲目Test disc测试碟片Normal要求Limit条件限制1) Interruption断点 Tr6 TCD-725B 1.0mm0.6mm 2) Blankdots黑点Tr10 TCD-725B Ø 1.0mm Ø 0.6mm3) Fingerprints指纹 Tr15 TCD-725B Ø75umØ65um 4) Seratch刮伤 T15TCD-721R3.0mm2.0mm5) Vertical deviation面振Tr15 TCD-731RA ±0.5mm ±0.4mm6) Eccentric偏心 Tr16 TCD-713R 210um140um3.5.2 DVD SECTION:DVD 部分No.Item 测试项目Playback track 播放曲目Test disc 测试碟片Normal要求Limit 条件限制Tr9One layer:TDV-525 单面单层:TDV-525 1) Blank dots 黑点Tr9 Double layer:TDV-545 单面双层:TDV-545 Ø 1.0mm Ø 0.8mmTr14One layer:TDV-525 单面单层:TDV-525 2) Fingerprints 指纹Tr14 Double layer:TDV-545 单面双层:TDV-545 Ø75um Ø 65umTr14/15One layer:TDV-521 单面单层:TDV-521 3) Seratch 刮伤Tr14/15 Double layer:TDV-541 单面双层:TDV-541 3.0mm 2.0mmTr14/12 One layer:TDV-533 单面单层:TDV-5334)Vertical deviation面振Tr14/13 Double layer:TDV-563 单面双层:TDV-563 1.0mm 0.8mmTr1/16One layer:TDV-513 单面单层:TDV-513 5) Eccentric 偏心Tr1/16Double layer:TDV-553 单面双层:TDV-553150um 100um3.5.3 CD/VCD SECTION:CD/VCD 部分 NO. ITEM 测试项目 Playback rack播放项目Test disc测试碟片Normal 要求Limit 条件限制1) Interruption 断点 Tr6 TCD-725B 1.0MM 0.8mm 2) Blank dots 黑点 Tr10 TCD-725B Ø1.0mm Ø 0.8mm 3) Fingerprints 指纹 Tr15 TCD-725B Ø75um Ø 65mm 4) Seratch 刮伤 Tr15 TCD-721R 3.0mm 2.0mm 5) Vertical deviation面振Tr15TCD-731R A±0.5mm ±0.4mm6) Eccentric 偏心 Tr16 TCD-713R 210 um 140um3.5.4 OTHER DISC 其它碟片NO. ITEM 测试项目 Playback track播放项目 Test disc 测试碟片 Normal 要求1) HDCD playback HDCD 播放 普通C D、DVD 机型 HDCD discNo skip sound and noise无跳音和噪声 2) MP3 playbacd MP3播放 普通C D、MP3、VCD、DVD 机型 MCD-561 or MP3No skip sound and noise无跳音和噪声 3) CD+G playback CD+G 播放 普通C D、MP3、VCD、DVD 机型 CD+G discPicture OK 画面正常4) WMA playback WMA 播放 普通C D、MP3、DVD带WMA 功能机型 WMA disc Playback OK 正常播放 5) JPEG playback JPEG 播放普通DVD 机型 JPEG photo discPicture OK 画面正常4.Appearance /外观部分No测试项目检测条件检测标准1 面板检测目测及手感1.前后面板配合紧密,扣位、喷油均匀,丝印文字清晰,内容的方向、大小、颜色准确。
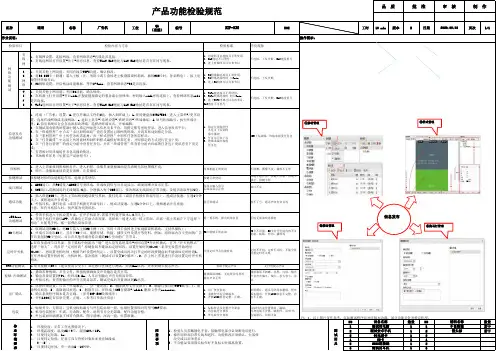
机种名称工位QA (功能)编号BOM工时19 min 版本B 日期页次1/1有线网3G 网络W I F INO 数量NO 数量111若干212若干313414515616品 质批 准审 核制 作通用广告机SIP-0352020.03.18产品功能检验规范作业说明:操作图示:检验项目检验内容与方法检验标准不良现象1、有线网设置:连接网线,查看网络状态-有线是否连接;2、有线连网后打开设置-关于-状态信息,查看WLAN MAC地址与LAN MAC地址是否存在同号现象。
1、有线网可以连接并正常使用2、MAC地址不可重号3、连上有线网可以发布节目不连接、下发失败、MAC地址重号1、关闭其他上网功能:关闭有线及WIFI功能,确认修改;2、将3G SIM卡(联通)装入主板(注:勿将卡或卡套掉进主板缝隙或机箱底,插拔SIM卡时,务必断电),接上电源等待终端开启;3、3G网络设置:开启移动流量数据,等待2-3min,查看网络状态-3G是否连接。
1、3G网络能连接并正常使用;2、3G网络连接时间 ≤3min3、连上3G网络可以发布节目不连接、下发失败1、关闭其他上网功能:关闭3G功能,确认修改;2、在机器上打开设置-开启wifi并搜索链接指定的服务器公用网络,密码输入wifi密码连接上;查看网络状态wifi 是否连接;3、WiFi连网后打开设置-关于-状态信息,查看WLAN MAC地址与LAN MAC地址是否存在同号现象。
1、WiFi能连接并正常使用;2、WiFi网络连接时 间≤3min;3、连上WIFI网络可以发布节目、MAC地址不可重号不连接、下发失败、MAC地址重号信息发布功能测试1、终端(广告机) 设置:a.把存有激活文件的U盘,插入到终端上;b.使用键盘按CTRL+ESC,进入主菜单->更多设置,连接有线网络或无线网络;c.返回主菜单->系统设置->系统信息->终端激活;d.填写终端编号;执行终端注册;e.信发系统后台会自动添加此终端,选择此终端双击,开始编辑;2、在测试用电脑的浏览器中键入指定网址进入信息发布平台,用指定账号密码登录,进入信息发布平台;3、在“终端管理”中点击“未注册终端组”查看设置好已联网的终端,并将其移动到指定分组;4、在“素材管理”中上传任务所需素材;在“样式管理”中制作任务所需样式;5、在“任务编排”中运用上传的素材和制作的样式编排好所需任务,并用指定的方式进行任务下发;6、在“任务包管理”的指定分组中查看任务包,并在“终端管理”终查看分组内终端的任务包下发状态至下发完成;7、查看相对应终端的任务包及播放情况;8、具体操作详见《乐摇宝产品说明书》。
液晶电视整机验收标准1、主题内容与适用范围本检验规范规定了我公司3D广告机生产、检验的依据,主要包括QC检验、日抽样检验、样本抽取、出厂验收等。
2、一般要求3.2、使用条件使用条件由产品标准规定。
3.3、正常测试条件在下列范围内的湿度、温度和气压的任意组合条件下进行测量。
环境温度:15℃~35℃;相对湿度:45%~75%;大气压力:86KPa~106Kpa;在上述测试条件下,被测设备应满足其性能规范,但在比上述测试条件更宽的范围内,设备仍能工作,但可不满足其所有的性能规范,并允许被测设备在更为极端的条件下储存。
3.4、互连配接要求TFT LCD-TV液晶平面显示器/电视接收机应有复合视频输入接口,还可带有分量信号输入接口,如果与计算机连接,还应有VGA接口,对于TFT LCD-TV液晶平面电视接收机,应具备电视射频输入信号接入端子,至少支持PAL I/DK信号的解调及解码显示,并应符合GB 12281和GB/T 15859中的有关规定。
3、QC检验要求和内容4.1、检验方式QC检验方式采取在线检验方式。
在整机生产的重要环节和最后环节设置QC,对整机生产的全过程进行全数检验。
4.2、检验项目A、外观、结构、内部工艺质量检验B、图象、伴音质量检验C、功能质量检验D、安全、电磁兼容质量检验4.3、检验方法和要求按工序操作工艺文件的内容和要求进行检查。
4.4、质量记录和处理凡在在线检验过程中出现的有缺陷的半成品机器,均要求在流程卡上注明故障现象或故障部位,并将坏机打入前道工序维修,不得流入下道工序。
经前道工序修复后方可重新提交检验。
检验人员每天作好检验记录,汇总后提交上级质量主管人员,对批量性和其它质量异常必须在第一时间反馈上级质量主管人员或经理。
4、日抽样检验5.1、检验项目A、开箱检验B、工艺装配检验C、常温主要电性能检验D、常温负荷试验6、开箱检验要求和内容6.1、检验方式开箱检验采取包装后开箱抽检方式进行。
LED电子显示屏通用规范与检验方法(doc 8页)LED电子显示屏通用规范1•范围本标准规定了LED显示屏的定义、分类、技术要求、检验方法、检验规则以及标志包装运输贮存要求。
本标准适用于LED显示屏产品。
它是LED显示屏产品设计、制造、安装、使用、质量检验和制订各种技术标准、技术文件的主要技术依据。
2引用标准下列标准包含的条文通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB191-90 包装储运图示标志GB2423.1-89电工电子产品基本环境试验规程试验A:低温试验方法GB2423.2-89电工电子产品基本环境试验规程试验B:高温试验方法GB2423.3-89电工电子产品基本环境试验规程试验Ca恒定湿热试验方法GB4943-95 信息技术设备(包括电气事务设备)的安全GB6388-86 运输包装收发货标志GB6587.4-86电子测量仪器振动试验GB6587.6-86电子测量仪器运输试验GB6593-86 电子测量仪器质量检验规则GB9813-88 微型数字电子计算机通用技术条件GB11463-89电子测量仪器可靠性试验SJ/T10463-93电子测量仪器包装、标志、贮存要求3定义本标准采用下列缩略语和定义:3.1LED发光二极管ligth emitting diode LED发光二极管的英文缩写3.2LED显示屏LED panel通过一定的控制方式,用于显示文字、文本、图形、图像、动画、行情等各种信息以及电视、录像信号并由LED器件阵列组成的显示屏幕。
3.3显示单元display unit由电路及安装结构确定的并具有显示功能的组成LED显示屏的最小单元。
3.4致命不合格critical defect对使用、维护产品或与此有关的人员可能造成危害或不安全状况的不合格,或单位产品的重要特性不符合规定或单位产品的质量特性严重不符合规定。
3D 广告一体机查验规范1、主题内容与合用范围本查验规范规定了我公司3D 广告机生产、查验的依照,主要包含QC查验、日抽样查验、样本抽取、出厂查收等。
2、一般要求、使用条件使用条件由产品标准规定。
、正常测试条件在以下范围内的湿度、温度随和压的随意组合条件下进行丈量。
环境温度: 15℃~ 35℃;相对湿度: 45%~ 75%;大气压力: 86KPa~106Kpa;在上述测试条件下,被测设施应知足其性能规范,但在比上述测试条件更宽的范围内,设施还能工作,但可不知足其所有的性能规范,并同意被测设施在更加极端的条件下储藏。
、互连配接要求3D 广告机应有外置VGA 接口、 USB接口、 220V 沟通电源接口、以及外置音频等。
3、查验项目来料查验生产过程中查验成品整机查验出货查验、来料查验项目3.1.1 来料查验物料所有非自行生产以外购件(如机壳类机构件、外购LCD 液晶屏、外购驱动板、主板、电源板、外购线材)3.1.2 来料查验项目A、外观、构造、包装标示、生产日期产地、型号、内部工艺质量查验B、图象显示成效质量查验C、功能质量查验D、安全、电磁兼容质量查验3.1.3 来料查验方法和要求按IQC SIP以及客户需求的内容和要求进行检查。
、生产过程中查验3.2.1 查验项目A、外观、构造、组装次序查验B、机构组配质量查验C、功能质量查验3.2.2 查验方法和要求A、QC按工序生产工艺文件对各工站进行抽样查验,以每工站每 2 小时 2PCS进行尺寸功能查验,5pcs进行外观查验。
B、工站职工100%外观自检以及对上一工站流入之半成品进行100%外观查验。
3.2.3 质量记录和办理凡在在线查验过程中出现的出缺点的半成品机器,均要求在流程卡上注明故障现象或故障部位,并将坏机打入前道工序维修,不得流入下道工序。
经前道工序修复后方可从头提交查验。
查验人员每日作好查验记录,汇总后提交上司质量主管人员,对批量性和其余质量异样一定在第一时间反应上司质量主管人员或经理。
户外广告设施检验规范1范围本标准规定了户外广告设施(以下简称广告牌)的检验范围、检验内容和方法、检验工作程序、检验结果的评定及检验机构的要求本标准适用于钢结构的落地广告牌、屋顶广告牌、墙面广告牌的检验,不适用于各种路标、灯箱等小型广告牌的检验。
2 检验范围对属于下列情况之一的广告牌应进行检验:a)新安装的;b)检验期满两年的;c)遇到自然灾害,安全技术性能可能受到影响的;d)发生整体失稳,经修复后的;e)其他需要检验的。
3 检验的内容和方法检验的内容和方法见附录A《户外广告设施检验内容要求与方法》。
4 工作程序4.1 受理、审查4.1.1 广告牌产权单位(以下简称产权单位)在自检合格的基础上向检验机构提出检验申请,必要时检验机构进行现场确认。
不具备现场检验条件的,检验人员应提出处理意见。
4.1.2 产权单位提出检验申请时应向检验机构提供完整、真实的技术资料。
广告牌的技术图纸应加盖具有相应资质的设计单位、设计人员印章;从事钢结构焊接的施工人员应取得相应监督管理部门核发的焊工资质等级证书。
检验机构对其进行审核、确认。
4.1.3检验机构应在产权提出检验申请之日起10个工作日内,向产权单位作出检验答复;如遇特殊情况延期检验的,应书面向产权单位说明理由。
4.2 检验4.2.1 检验工作准备检验机构应在检验前制定检验方案,确定两名以上(含两名)检验人员,准备相应的检验仪器设备。
检验机构应制定包括检验程序和检验流程图在内的检验工作细则,对检验过程控制。
4.2.2 现场检验现场检验在产权单位相关人员配合下进行。
现场检验过程中,检验人员应严格按照检验方案、检验程序、检验流程开展检验工作,做好记录。
遇有特殊情况,检验内容或其他需调整的,检验机构应与产权单位协商解决,并作好详细记录。
现场检验用原始记录表格由检验机构制定、统一印刷,现场检验时使用;检验项目应不少于本标准规定的检验内容,且应方便现场操作和记录。
现场检验原始记录应符合下列要求:a)详细记录各个方面的检测结果及检测结论;b)有测试数据要求的项目应填写实测数据;无测试数据要求但有需要说明的项目可以简单文字说明现场检验状况;c)原始记录中可使用统一规定的简单标记:“×”(不合格)“√”(合格)“/”(无此项)等;d)如遇特殊情况,可填写“因……(原因)未检”、“待检”“见附页”等;e)原始记录应有检验人员=校核人员及产权单位相关人员签字,并注明检验日期。
3D广告一体机检验规范1、主题内容与适用范围本检验规范规定了我公司3D广告机生产、检验的依据,主要包括QC检验、日抽样检验、样本抽取、出厂验收等。
2、一般要求、使用条件使用条件由产品标准规定。
、正常测试条件在下列范围内的湿度、温度和气压的任意组合条件下进行测量。
环境温度:15℃~35℃;相对湿度:45%~75%;大气压力:86KPa~106Kpa;在上述测试条件下,被测设备应满足其性能规范,但在比上述测试条件更宽的范围内,设备仍能工作,但可不满足其所有的性能规范,并允许被测设备在更为极端的条件下储存。
、互连配接要求3D广告机应有外置VGA接口、USB接口、220V交流电源接口、以及外置音频等。
3、检验项目来料检验?生产过程中检验?成品整机检验?出货检验、来料检验项目3.1.1来料检验物料所有非自行生产之外购件(如机壳类机构件、外购LCD液晶屏、外购驱动板、主板、电源板、外购线材)3.1.2 来料检验项目A、外观、结构、包装标示、生产日期产地、型号、内部工艺质量检验B、图象显示效果质量检验C、功能质量检验D、安全、电磁兼容质量检验3.1.3来料检验方法和要求按IQC SIP以及客户需求的内容和要求进行检查。
、生产过程中检验3.2.1检验项目A、外观、结构、组装顺序检验B、机构组配质量检验C、功能质量检验3.2.2检验方法和要求A、QC按工序生产工艺文件对各工站进行抽样检验,以每工站每2小时2PCS进行尺寸功能检验,5pcs进行外观检验。
B、工站员工100%外观自检以及对上一工站流入之半成品进行100%外观检验。
3.2.3 质量记录和处理凡在在线检验过程中出现的有缺陷的半成品机器,均要求在流程卡上注明故障现象或故障部位,并将坏机打入前道工序维修,不得流入下道工序。
经前道工序修复后方可重新提交检验。
检验人员每天作好检验记录,汇总后提交上级质量主管人员,对批量性和其它质量异常必须在第一时间反馈上级质量主管人员或经理。
、成品整机检验3.3.1检验项目A、常温负荷试验(烧机测试,时间8小时/台)B、工艺装配及产品外观检验C、成品包装检验(产品标示、密封性、包装附件、包装箱)D、振动测试及跌落测试(按需求进行测试)、成品出货检验3.4.1检验项目A、核对出货单的数量、型号、及送货地址。
B、包装质量检验(产品标示、密封性、包装附件、包装箱等)。
C、运输车辆检验(车厢密封防水、防火性能检验)4、检验要求和方法、外观、结构检验要求和方法4.1.1、外观、结构质量检验要求Ⅰ、产品外观必须具有如下标志,且标志正确、清晰可辨a、产品机壳或后盖贴纸上必须有产品商标、型号、名称、生产企业名称;b、产品后盖必须具有警告用户安全使用的“警告标记”;c、产品后盖上应有电源性质、额定电压、最大电流、电源频率、功耗等;d、产品后盖贴纸上必须有3C认证标志;e、产品后盖上必须加贴产品序号条码,且与纸箱、保修卡号码一致;f、产品面壳上必须有正确的指示灯标志;Ⅱ、产品外观、结构质量检验要求a、产品外观应整洁光滑,表面不应有凹凸变形、粗糙不平、划伤、脱漆、缩水、间隙、裂纹、毛刺、边缘棱角突出、霉斑、脏污、色差、网孔堵塞、金属斑点、黑点、纹理等任何缺陷;b、外观各类文字、图案及符号丝印应端正、清晰、牢固,标识功能应与实际产品特性相符;c、产品保护膜应粘贴良好,无破损、脏污等不良;d、产品铭牌、装饰件、紧固件及其它零部件应无锈蚀、变形、划伤、金属斑点、黑点等任何不良现象,且安装牢固、匹配良好,无缺损、脱落、松动、歪斜、间隙、台阶、螺孔错位等问题;e、指示灯、接收头及其白镜或红镜安装应规范,不应漏装或歪斜;f、开关、按键、旋钮、门锁等应操作灵活可靠,无缺损、变形、划伤、歪斜等问题;g、各类输出输入接口(含VGA接口、USB接口、音频接口、COM接口、网络接口等)应安装牢固、端子颜色正确,拔插顺畅;h、显示屏应安装牢固,无偏斜,与机箱吻合,且无超标划伤、黑点、脏污、油渍等缺陷;4.1.2、外观、结构质量检验方法外观、结构质量检验方法采取目测和手感检查,具体参阅附录B。
、图象、伴音质量检验4.2.1、图象、伴音质量检验要求图象、伴音质量主要通过输入VGA、HDMI等信号实现图象、伴音的输入输出质量检查,具体要求如下:a、要求在敲击机箱和高低压切换时,图象应稳定无异常;b、调节图象色度、亮度、对比度等参数,产品表现出的图象透亮度,清晰度、彩色鲜艳度能达到产品设计要求;c、要求图象亮、暗场无偏色,灰度等级至少大于8级;d、图象不能有竖条、横条、彩带、暗带、缺色、无彩、网纹、图象破损、屏幕局部不发光等任何不正常现象;e、屏幕应无超标欠点,如暗点、明点、黑点等瑕疵;f、左右声道及其任一喇叭,伴音音量大小应适中,且伴音功率应符合企业标准和产品标准;g、要求在敲击机箱和切换高低压时,伴音正常,不应出现断续、失真等现象;h、伴音无断续、杂音、失真、蜂音、底噪声、机震以及元器件发出的低频或高频噪声等任一现象;i、调节伴音各参数,伴音变化曲线不应过于平缓和陡峭,也不应有死点,跳变和滑动噪声;j、伴音左右声道相位正常,环绕声、重低音等效果应明显。
k、开关机无明显冲击声;4.2.2、图象、伴音质量检验方法图象、伴音质量检验主要采取目测法和视听法。
4. 3、功能质量检查要求和方法4.3.1、功能质量检查要求a、要求开关、按键功能正常,符合设计要求;b、要求指示灯在产品各种工作状态下,显示正常(颜色);c、要求各类音视频输入输出接口(含音频接口、VGA接口、USB接口等)功能正常,图象、伴音一致性良好;d、要求菜单各调节功能正常,符合产品设计规定;e、遥控器各有效按键功能正常,无接触不良,反应迟钝、手感差等问题,同时要求遥控距离、角度符合SJ/T14960-94的技术要求;4.3.2、功能质量检查方法功能检查主要采取目测、视听和手感检查。
、安全质量检查要求和方法4.4.1、安全、电磁兼容检查要求安全性能应满足GB8898-97《电网电源供电的家用和类似一般用途的电子及有关设备的安全要求》,具体要求如下:a、机壳、外接端子等可触及部分不应带电;b、电源线及电源插头绝缘层不能破损,导体不可裸露;c、电压切换器工作位置不应错误;d、抗电强度和绝缘电阻满足要求(交流3000V(有效值)、1min,无击穿或飞弧;直流500V,绝缘电阻大于4MΩ);e、各种安全标识、标记正确。
电磁兼容应满足GB 10239-2003的条规定a、电磁兼容件使用定点厂家指定型号产品;b、机内扎线正确,如不能缺少磁环、扎线,且扎线方法、位置必须正确;c、机内地线、屏蔽、焊接必须符合工艺要求4.4.2、安全、电磁兼容检查方法安全检查主要通过目测和高压仪测试检查。
、包装质量检验要求和方法4.5.1、包装质量检验要求产品的包装质量是产品质量的重要组成部分,本规范要求产品包装质量应满足SJ/T 10919的规定,具体要求如下:Ⅰ、包装箱必须具有如下标志,且标志正确、清晰可辨a、产品名称、型号、生产企业的名称、地址;b、商标名称及注册商标图案;c、生产日期:年、月、日;d、包装质量:kg;e、生产许可证号;f、采用技术标准号:企业标准;g、3C认证标志(可选);h、可视图象的对角线最小尺寸(以cm为单位,取整);i、包装箱最大外型尺寸:L×B×H,cm;j、机壳颜色标记;k、印有易碎物品、怕雨、向上、堆码层数极限(可选)、禁止翻滚(可选)、管屏方向(可选),及其它有关危险的警告标记,标记应符合SJ/T 10919和GB191-2000的规定。
Ⅱ、包装箱材料质量a、包装箱必须要求纸箱尺寸正确,纸箱纸质良好,纸箱装订完好;b、纸箱无破损、裂纹、色差、斑块等不良现象;c、纸箱表面光亮,手感平滑,切边整齐,无脱胶;d、纸箱文字、图案清晰、准确与实际产品特性相符;e、箱体内外无脏污、涂写等影响公司产品形象等缺陷。
Ⅲ、泡沫、包装袋质量a、所使用泡沫尺寸正确,配合良好;b、要求泡沫溶接良好,表面干燥,密度符合设计要求,同时要求无破损、无脏污;c、包装袋尺寸正确,无破损、无脏污、无水滴等任何不良缺陷;Ⅳ、包装附件质量所有附件本身质量应完好,具体要求请分别参阅《液晶平面显示器/电视接收机整机检验规范》附录BⅤ、包装工艺质量a、产品上下、前后装箱正确;b、包装过程附件齐套,说明书、遥控器、保修卡、用户服务指南、合格证、VGA线、螺钉、电源适配器等附件放置正确,无错放、漏放;c、包装箱内无异物;d、泡沫、包装袋使用正确,包装袋完全罩住产品,能有效保护机器外观;e、纸箱上条形码,BOM贴纸粘贴正确,无错贴、漏贴和粘贴歪斜情况;f、机器封箱规范,塑胶手挽安装牢固。
4. 5.2、包装质量检验方法包装质量主要通过目测法。
5、工艺装配检验、检验要求a、要求显示屏与面框配合,无超标间隙;b、机器内部紧固件、散热片及其它零部件等不应有缺损、锈蚀、松动、变形、霉斑、脏污等;c、机器主板无断裂、松动,固定主板的螺钉无少打、错打螺钉现象;d、机内无金属和非金属异物;e、机内扎线正确,如不能缺少磁环、扎线,且扎线方法、位置必须正确;f、机内地线、屏蔽、焊接必须符合工艺要求。
、检验方法工艺装配检验检验要求和不合格判据,请参阅附录C的规定。
6、常温主要电性能检查要求和方法、检验内容a、图象通道噪波限制灵敏度;b、彩色灵敏度;c、双信号选择性;d、扫描同步范围;e、彩色同步稳定性;f、伴音噪声限制灵敏度;g、亮度和对比度;h、全屏亮度均匀性;i、色度均匀性;j、清晰度k、视角l、遥控距离m、遥控角度n、任意键功能失灵o、其它项目、检验方法测试方法参阅a、b、ca、GB/T 10239-2003《彩色电视广播接收机通用技术要求》b、GB/T 电视广播接收机测量方法第1部分:一般考虑射频和视频电性能测量以及显示性能的测量c、《液晶电视广播接收机(液晶显示器)生产许可证技术要求》7、常温负荷试验、常温负荷试验条件A、环境温度:15℃~35℃;B、相对湿度:45%~75%;C、大气压力:86KPa~106Kpa;D、电压范围:AC 200V—240VE、使用信号源:活动信号F、常温负荷试验时间:8小时7 .2、常温负荷试验要求具体参阅附录B中图象、伴音及功能部分的检查内容及不合格判据。
样本测试,如出现一个A类指标不合格,则判该批产品批不合格。
样本测试,若出现B类指标不合格,则根据开箱检查情况和常温负荷试验情况综合判定该批质量。
8 缺陷判定、本规范中将缺陷分为Z类、A类、B类不合格。
a、Z类不合格系指根据判断或经验,对产品的使用和维护人员可能造成人身危害或不安全的缺陷。
b、A类不合格系指可能导致失效或严重降低产品设计使用功能,为任何用户和商店都不能接受的缺陷。