废酸回收原理简述
- 格式:doc
- 大小:20.50 KB
- 文档页数:2

废酸处理(不锈钢厂酸洗废水)硫酸在化工、钢铁等行业广泛应用。
在许多生产过程中,硫酸的利用率很低,大量的硫酸随同含酸废水排放出去。
这些废水如不经过处理而排放到环境中,不仅会使水体或土壤酸化,对生态环境造成危害,而且浪费大量资源。
近年来许多国家已经制定了严格的排放标准,与此同时,先进的治理技术也在世界各地迅速发展起来。
废硫酸和硫酸废水除具有酸性外,还含有大量的杂质。
根据废酸、废水组成和治理目标的差异,目前国内外采用的治理方法大致可分为3大类:回收再用、综合利用和中和处理。
1 废硫酸的回收再用废硫酸中硫酸浓度较高,可经处理后回收再用。
处理主要是去除废硫酸中的杂质,同时对硫酸增浓。
处理方法有浓缩法、氧化法、萃取法和结晶法等。
1.1 浓缩法该法是在加热浓缩废稀硫酸的过程中,使其中的有机物发生氧化、聚合等反应,转变为深色胶状物或悬浮物后过滤除去,从而达到去除杂质、浓缩稀硫酸的双重目的。
这类方法应用较广泛,技术较成熟。
在普遍应用高温浓缩法的基础上又发展了较为先进的低温浓缩法,下面分别加以介绍。
1.1.1 高温浓缩法淄博化工厂三氯乙醛生产过程中有废硫酸产生,其中H2SO4质量分数为65%~75%、三氯乙醛质量分数为1%~3%、其它有机杂质的质量分数为1%。
该厂将其沉淀过滤后,用煤直接加热蒸馏,回收的浓硫酸无色透明,H2SO4质量分数大于95%,无三氯乙醛检出,而沉淀物经碱解、蒸馏和过滤后可回收氯仿。
该厂废硫酸处理量为4000t/a,回收硫酸创利润55万元/a〔1〕。
日本木村-大同化工机械公司的废硫酸浓缩法是用搪玻璃管升膜蒸发和分段真空蒸发相结合,将废硫酸中H2SO4的质量分数从10%~40%浓缩到95%,其工艺可分为3段,前两段采用不透性石墨管加热器蒸发浓缩,后一段采用搪玻璃管升膜蒸发器浓缩,在每一段中H2SO4质量分数渐次升高,分别达到60%、80%和95%。
加热过程采用高温热载体,温度为150~220℃,可将有机物转变为不溶性物质,然后过滤除去,该工艺以2t/h的规模进行中试,5a运转良好。
山东天维膜技术有限公司阴膜扩散渗析技术回收处理工业废酸一、扩散渗析阴膜扩散渗析阴膜是山东天维膜技术有限公司开发的用于酸性废水处理回用的芳香族聚醚类复合膜元件。
该膜的生产过程中采用了特殊的胺化交联工艺,实现了膜的立体交联,强度大大提高,具有极好的物化稳定性,产品的各项技术指标均达到国际先进水平。
与已有的工艺相比,该工艺具有以下特点:1、全新的合成路线,溴化交联避免了剧毒物质氯甲醚的使用2、制膜工艺极大简化,高分子反应料液一次铸膜成型3、具有化学交联结构,稳定的纳米孔径控制技术4、产品可系列化开发满足不同需求,优良的导电性,有较高的扩散性和机械强度。
二、扩散渗析回收废酸工作原理:整个装置是由一定数量的膜组成的一系列结构单元;其中每个单元由一张阴离子均相膜隔开成渗析室和扩散室,采用逆流操作,在阴离子均相膜的两侧分别通入废酸液及接受液(自来水)时,废酸液侧的酸及其盐的浓度远高于水的一侧,根据扩散渗析原理,由于浓度梯度的存在,废酸及其盐类有向扩散室渗透的趋势,但膜对阴离子具有选择透过性,故在浓度差的作用下,废酸侧的阴离子被吸引而顺利地透过膜孔道进入水的一侧。
同时根据电中性要求,也会夹带阳离子,由于H+的水化半径比较小,电荷较少;而金属盐的水化半径较大,电荷较多,因此H+会优先通过膜,这样废液中的酸就会被分离出来。
应用领域:钢铁、化成箔、蓄电池、钛白粉、湿法炼铜、铝型材、多晶硅、电镀、钛材加工、木材糖化、稀土及其他有色金属冶炼等工业领域。
本装置对酸的回收率可达80%以上,金属离子去除率90%以上。
三、应用:1、阴膜扩散渗析技术在化成箔行业中的应用化成箔腐蚀加工过程中,产生大量的废酸。
这些废酸的排放(即使采用石灰中和),不仅造成资源浪费,使产品成本增加,而且还导致严重的环境污染,影响和制约了企业的生存和发展。
以一个中型的低压电极箔生产企业为例,每天排放15—20%的废盐酸30吨,相当于浪费15—20吨31%的成品酸。
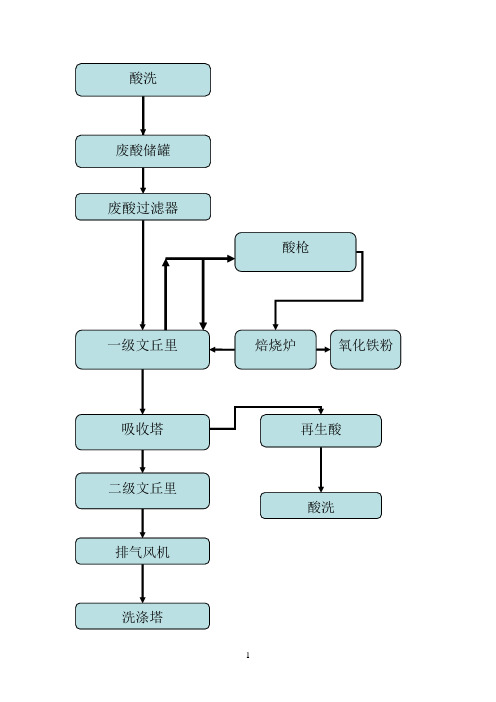
1酸再生的基本工艺流程1、酸再生的工作原理可用下列方程式准确的表示出来:2FeCl2+2H2O+1/2O2=Fe2O3+4HCl2FeCl2+3H2O= Fe2O3+6HCl2、流程描述:进入酸再生站的酸洗废酸,主要有水、游离盐酸和氯化铁。
来自酸洗线的废酸进入废酸罐。
废酸通过废酸输送泵进入废酸过滤器。
过滤后的酸进入酸再生部分。
首先进入文丘里预浓缩器,恒定量的酸在循环泵的作用下不断的在浓缩器内循环流动,从预浓缩器顶部进入的热空气将与循环酸进行热交换,使废酸中的水分蒸发,废酸的浓度提高。
浓缩后的废酸通过焙烧炉供料泵、酸枪末端的喷头,以雾状喷入反应炉内。
炉内燃烧器产生的热空气使喷嘴喷下的废酸液滴在下落过程中迅速蒸发,酸中的FeCl2分解成Fe2O3。
氧化铁粉固体落入焙烧炉下部后排出。
反应气体从焙烧炉顶部排出,其混合气体主要成分是煤气、水蒸气、HCl以及一定的氧化铁粉。
混合气体经旋风除尘器,除去粉尘,分离出的粉尘重新返回焙烧炉反应炉内。
混合气体从除尘器出来后进入预浓缩器,在预浓缩器内部和温度较低的循环酸直接接触,温度降低。
记过预浓缩器后,仅有少量氧化铁粉存在,其混合气体进入吸收塔。
在吸收塔中,采用脱盐水或漂洗水来吸收混合气体中的氯化氢气体,氯化氢溶于水,在吸收塔底部形成再生酸。
再生酸从吸收塔底部流出后进入再生酸罐,在以后的生产中重新进入酸洗系统。
未被吸收的混合气体以及氯化氢气体从吸收塔顶部逸出,进入二级文丘里除尘器,除尘器顶部喷嘴循环喷淋水通过喷淋进入除尘器喉口与吸收出来的废气充分混合,以降低废气中的粉尘和氯化氢气体。
在二级文丘里与洗涤塔之间设有废气风机,该风机与焙烧炉出口压力连锁,使酸再生设备处于微弱的负压工作状态,以保证氯化氢气体不会逸出。
混合气体在经过风机的同时,得到清洗,经液滴分离器后进入洗涤塔。
洗涤塔在塔顶用脱盐水循环洗涤尾气,气体从吸收塔底部送入,在逆流过程中,降低尾气中氯化氢气体和氯气的含量,同时出去气体中的氧化铁粉微小颗粒。

废酸回收氯化铝环评类别废酸的回收利用一、废酸的定义和来源废酸是指含有酸性物质的废液,通常是由工业生产过程中的废水经处理后形成的。
其中,氯化铝工业是废酸的重要来源。
氯化铝工业生产过程中产生的废酸主要包括氢氟酸、氯化氢酸和硫酸。
废酸的处理和回收利用一直是环保和资源综合利用领域的热点和难点问题。
二、废酸的环保和资源综合利用的重要性废酸的排放对环境造成了严重的污染,严重影响了周围居民的生活和健康。
废酸的环保处理是必须要解决的问题。
废酸中含有丰富的资源成分,如果能够有效地回收利用,不仅可以减少对自然资源的开采,还可以实现资源的循环利用,降低生产成本。
三、废酸回收利用的技术途径和成本分析废酸回收利用的技术途径主要包括物理处理、化学处理和生物处理等方法。
这些方法的适用范围、成本和效果各有不同。
就氯化铝工业而言,采用物理化学方法处理废酸可以实现氢氟酸、氯化氢酸和硫酸的回收利用,但其设备投入和运行成本较高。
而生物处理方法则是一种成本较低的处理废酸的技术途径。
四、废酸回收利用的环评和法律政策废酸回收利用涉及环境保护和资源利用领域,需要进行环评。
在废酸回收利用的过程中,需要遵守相关的环保法律政策,确保废酸处理的安全和合规。
政府也会出台相关政策支持废酸的回收利用,鼓励工业企业加大废酸处理和资源利用的投入。
五、废酸回收利用的前景展望废酸的回收利用已经成为工业生产和环保领域的热点问题,随着技术的不断发展和政策的不断支持,废酸的回收利用将得到更好地推广和应用。
特别是在氯化铝工业和其他关键行业,废酸的环保处理和资源综合利用将会成为未来的发展趋势。
总结:废酸的环保处理和资源综合利用是一项重要的环保和资源利用工作,对于保护环境、降低生产成本,实现可持续发展具有重要意义。
通过采用合适的技术途径、遵守相关的法律政策,废酸的回收利用前景广阔。
个人观点:作为文章写手,我深切地认识到废酸的环保处理和资源综合利用的重要性,希望通过本文的撰写,能够唤起更多人对于废酸回收利用的关注和认识,共同致力于环保和资源可持续利用的事业。

废酸回收工艺
废酸回收工艺是利用化学方法将废酸中有价值的物质重新提取出来的过程。
废酸往往是工业生产过程中产生的一种废物,其中可能含有有机物、无机物、酸性物质等,如果直接排放到环境中会对环境造成污染。
因此,废酸回收工艺的出现可以解决废酸处理的难题,同时也可以减轻环境压力。
废酸回收工艺通常分为物理法、化学法和生物法三种。
物理法主要是通过沉淀、蒸馏、吸附等方法分离废酸中的有用物质;化学法则是借助化学反应将废酸中的有用物质转化成其他化合物,随着技术的不断进步,化学法已经成为废酸回收的主流方法;生物法则是利用微生物对废酸进行分解和转化,分离出有用物质。
废酸回收工艺的应用可以带来许多好处,首先是节约资源,将废酸中的有用物质重新提取出来可以节约原材料的使用;其次是减少环境污染,废酸中的有害物质不会被排放到环境中,对环境造成的损害也会降低;最后是经济效益,废酸回收后的有用物质可以再次被利用,带来经济效益。
总之,废酸回收工艺是一项重要的技术,它可以有效地解决废酸处理的问题,同时也可以为社会和环境带来许多好处。
- 1 -。

一种废酸回收利用方法废酸回收利用是一种对废酸进行处理,使其转化为有用物质或能源的技术。
废酸是工业生产过程中产生的废弃物之一,通常具有酸性、腐蚀性和有毒性等特点,对环境和人体健康造成严重威胁。
因此,废酸回收利用是解决废酸环境问题的重要途径。
下面将介绍一种废酸回收利用的方法,以期降低废酸对环境的危害。
该方法的基本原理是将废酸通过酸性废液分离提纯和水热处理,使其转化为有机物或能源。
首先,通过物理或化学方法对废酸进行分离提纯,并去除其中的杂质。
可以采用蒸馏、萃取、结晶等分离技术,以获得较纯的酸性废液。
分离提纯可以改变废酸的化学性质,使其更易于后续处理和利用。
接下来,采用水热处理技术将酸性废液转化为有机物或能源。
水热处理是一种将有机废液在高温高压条件下进行催化转化的方法,通常需要使用催化剂来加速反应速率。
在水热处理过程中,废酸中的有机物会被分解为水和气体,生成一定数量的小分子有机物。
这些小分子有机物可以作为化学原料或能源的补充来源。
水热处理还可以将废酸中的金属元素和无机盐析出,通过后续处理和提纯将其转化为可再利用的金属或无机盐。
这些金属和无机盐可以用于制备新的化合物,如合金、催化剂等,或者直接回收利用。
此外,废酸回收利用的过程中还应考虑废液的处理和排放。
废液中有机物和金属元素的排放对环境造成一定的污染,因此需要对废液进行处理。
可以采用生物处理、化学处理、物理处理等方法将废液中的有机物或金属元素去除或转化为无害物质,使其符合排放标准。
需要注意的是,废酸回收利用方法需要综合考虑废液的成分和特性,选择合适的处理技术和装置,确保处理效果和经济效益。
另外,在废酸回收利用过程中,应注重安全生产,提高操作人员的安全意识,并建立完善的应急预案。
总之,废酸回收利用方法通过酸性废液的提纯和水热处理,将废酸转化为有机物或能源,减少其对环境的危害。
这种方法可以实现废酸资源化利用,提高废酸的综合利用率,同时降低废酸对环境的污染。
对于废酸产生较多的工业领域来说,这种废酸回收利用方法具有重要的应用价值。
金属在表面处理过程中使用大量的废酸。
当酸液中的金属达到一定的浓度后,因处理效果达不到工艺要求,酸液需要重新配制和更换。
在这个过程中,大量的废酸液被产生。
这些废酸液中由于含有较高浓度的酸和金属,对环境造成一定的威胁,需要进行处理,废酸洗液回收再生方法主要有:加热蒸发法,特种树脂交换法和扩散渗析膜法三种。
加热蒸发法随着能源价格涨高,已经不符和经济性价比,随着科技发展,树脂交换法和扩散渗析膜法技术发展成型。
扩散渗析法在德国已经商品化,进几年国内有些厂家在少量试生产,该设备最大处理能力为5M3/d, 因处理量小,膜寿命短,易老化破损,性价比过高等原因,限制工业生产使用。
树脂交换法是将废酸洗液通过纯化回收设备,酸离子被填料阻滞吸附,金属离子随液体穿透填料层,酸与金属杂质分离,用穿透液等量的水冲洗填料上酸根,便得到与废酸洗液浓度大致相等的再生酸,可重新配置酸洗液使用。
穿透液根据杂质性质回收。
产品特点对盐酸,硫酸,硝酸,磷酸,氢氟酸以及混合酸都可以纯化回收。
纯化回收酸浓度高,循环使用降低生产成本。
酸,金属盐分离,有利于金属盐回收。
废酸洗液经纯化回收设备处理后,能够实现废水零排放。
清洗化生产,节能减排,绿色环保设备。
全程自动化,精作简单,节省人力成本。
技术参数单体设备处理量5--30M3/d. 外形尺寸:1000×2000×1200mm酸回收率85--90%工作电压380V 50HZ特别说明填料是纯化回收设备技术核心,需要根据企业废酸洗液进行探索实验,小试,选择最佳分离纯化填料。
进行中试确定纯化回收工艺参数,根据中试数据确定产品参数,设计制造。
若企业拟实行废水零排放,需要增加其他处理设备。
废硫酸回收再利用硫酸在化工、钢铁等行业广泛应用。
在许多生产过程中,硫酸的利用率很低,大量的硫酸随同含酸废水排放出去。
这些废水如不经过处理而排放到环境中,不仅会使水体或土壤酸化,对生态环境造成危害,而且浪费大量资源。
废酸处理技术废酸是指在工业生产过程中产生的含有酸性物质的废物。
废酸的处理对于环境保护和资源回收具有重要意义。
废酸处理技术是指将废酸经过一系列的物理、化学或生物处理过程,使其达到环境排放标准或可回收利用的技术方法。
废酸处理技术主要包括物理处理、化学处理和生物处理三种方法。
物理处理是指利用物理原理对废酸进行处理的方法。
常见的物理处理方法有沉淀、过滤、吸附和蒸发等。
沉淀是指通过加入沉淀剂使废酸中的杂质沉淀下来,从而达到净化的目的。
过滤是将废酸通过滤纸或滤网进行过滤,将固体颗粒或悬浮物分离出来。
吸附是指利用吸附剂对废酸中的有害物质进行吸附,从而实现废酸的净化。
蒸发是将废酸加热使其蒸发,然后通过冷凝将蒸发出来的酸性物质收集起来。
化学处理是指利用化学反应对废酸进行处理的方法。
常见的化学处理方法有中和、氧化和还原等。
中和是指将废酸与碱性物质反应,使其酸碱中和,达到中性的状态。
氧化是指将废酸中的有害物质氧化成无害物质的过程。
还原是指将废酸中的有害物质还原成无害物质的过程。
生物处理是指利用微生物对废酸进行降解和转化的方法。
常见的生物处理方法有好氧处理和厌氧处理。
好氧处理是指利用氧气进行微生物降解废酸的过程,通过微生物的代谢作用将废酸中的有机物质分解成无害物质。
厌氧处理是指在无氧条件下进行微生物降解废酸的过程,通过微生物的发酵作用将废酸中的有机物质转化成沼气和有机肥料等有用物质。
废酸处理技术的选择应根据废酸的性质、产生量和处理要求等因素来确定。
不同的废酸处理技术有其适用的场合和优缺点。
物理处理技术适用于废酸中含有大量固体颗粒或悬浮物的情况。
化学处理技术适用于废酸中含有有害物质或酸性物质浓度较高的情况。
生物处理技术适用于废酸中含有有机物质较多的情况。
废酸处理技术的应用可以有效地减少废酸对环境的污染,实现资源的回收利用。
通过废酸处理技术,可以将废酸中的有害物质转化成无害物质,达到环境排放标准。
同时,废酸中的有机物质还可以被转化成沼气和有机肥料等有用物质,实现能源和资源的再利用。
高浓度废硫酸利用的原理高浓度废硫酸利用的原理主要有以下几个方面:1. 废硫酸中的硫酸浓度高,可以通过蒸发浓缩的方式进行回收利用。
蒸发浓缩是将废硫酸置于容器中,在加热的作用下,使其蒸发,蒸汽经过冷凝器冷却后,变为液体,即可得到浓缩的硫酸。
这种方法可以将废硫酸中的水分去除,使浓度提高,从而可以在其他工业过程中再利用。
2. 利用化学反应将废硫酸转化为有价值的化合物。
废硫酸可以通过化学反应变为其他有用的化学品。
例如,废硫酸可以与石灰石反应,生成石膏和二氧化碳。
石膏是一种重要的建筑材料,可以用于造纸、建筑和农业等领域。
此外,废硫酸还可以用于金属的脱漆和脱色过程中。
3. 通过电解的方式将废硫酸分解成硫酸和水。
电解是利用电流的作用,将化合物分解成其原子或离子的过程。
在电解过程中,废硫酸中的硫酸会被分解成硫酸根离子和氢氧根离子。
这样可以得到较为纯净的硫酸溶液,可以再次利用于工业生产中。
4. 利用废硫酸进行沉降和沉淀处理。
废硫酸中常常含有悬浮物或不溶于废硫酸的杂质。
通过将废硫酸与沉降剂(如铁盐、石灰石等)混合,可以使杂质沉降到废硫酸的底部,然后通过过滤或离心等方法去除。
这样可以得到相对纯净的硫酸液,以便进行再利用。
5. 利用吸附材料将废硫酸中的有价值成分进行吸附分离。
废硫酸中可能含有稀有金属、有机物等有价值成分。
吸附材料(如活性炭、树脂等)具有吸附性能,可以选择性地将有价值的成分吸附在其中。
通过对吸附剂的再生和吸附物的回收,可以实现对废硫酸中有价值成分的有效利用。
这种方法在废硫酸处理中广泛应用于金属提取和有机物的回收利用等领域。
综上所述,高浓度废硫酸的利用可以通过蒸发浓缩、化学反应、电解、沉降沉淀和吸附分离等多种方式实现。
这些方法可以使废硫酸中的水分去除,提高浓度,转化为有用的化合物,分离废硫酸中的有价值成分,进而实现高浓度废硫酸的再利用。
这不仅可以节约资源,减少环境污染,还能对经济发展起到积极的促进作用。
蒸馏法废酸回收技术
蒸馏方法的一种在减压下进行,一般用于分离在常压下加热至沸点时易于分解的物质,或与其它蒸馏方法结合以降低蒸馏温度并提高分离效率。
用于化学,有机,金属化合物,金属醇盐等的分离提纯。
真空蒸馏也用于某些品种特种气体的深度提纯。
工作原理
根据氯化氢易于挥发和易溶于水的特性及氯化亚铁在盐酸溶液中溶解度的规律,采用蒸汽间接加热、真空蒸发浓缩工艺,蒸发产生的气体经冷凝器冷凝成为稀盐酸,返回酸洗车间再次使用;废酸液经蒸发浓缩使氯化亚铁达到一定浓度后,冷却浓缩液使氯化亚铁以结晶的形式析出,再经分离获取氯化亚铁的晶体。
工艺流程
废酸液先进入蒸发器,达到一定的容量后,进入加热器通蒸汽加热,在蒸发器内进行汽液分离,蒸发出的气体通过冷凝器冷凝后进入液封槽,再通过酸泵排出,可以与新酸混合一起使用。
由于真空作用,可以避免物料粘附到加热管的内壁上。
废液经蒸发达到过饱和后,直接进入结晶器,在结晶器内冷却结晶,结晶完成后进入真空抽滤装置进行固液分离,分离出氯化亚铁晶体,分离出的水蒸汽和HCL气体经过冷凝器回收成为稀盐酸。
广州超禹膜分离技术有限公司。
废酸回收工艺流程说明
原理简述如下:
1.从酸洗线抽吸来的废酸洗涤液(含部分盐酸、Fe2+、Fe3+ 和水等物质)先贮存于废酸贮罐。
2.当废酸洗涤液须进行处理时,用酸泵从废酸贮罐吸取废酸液到预浓缩塔;在预浓缩塔,废酸液依靠焙烧炉来的热气(约400℃)进行部分
水份蒸发而达到废酸液浓缩(热气量可由气路板上之器件进行控制,
预浓缩器顶部安装有废酸液可循环的喷淋装置,以增加浓缩量)。
3.经浓缩之废酸液在过滤器的作用下,由高压泵抽至焙烧炉顶部之喷雾装置,喷出之雾状浓缩废酸液,在焙烧炉内被激烈燃烧(所用燃气为
液化气,炉膛温度约为800℃),所发生反应的机理为:
FeCl2+H2O+O2 Fe2O3+HCl
所产生的氧化铁及含酸气的炉气在焙烧炉顶侧的气旋尘埃分离器的
作用下:
氧化铁落在焙烧炉底端,此后由输送装置输送至氧化铁贮槽,再用
包装机进行包装;
酸气及其它炉气则由分离器顶部的管道流向预浓缩塔,炉气在与废
酸液经过热交换后,从预浓缩器底部的的管道流向吸收塔。
4.含酸气的炉气(95℃以下)从吸收塔的底部逆流而上,在塔内填充料(PVDF材质)的作用下,酸气被从吸收塔顶部的喷淋装置喷出的纯水
大量吸收而形成盐酸,生成的盐酸在重力作用下自然流至再生酸贮罐
储备,以重新用于酸洗线作业;未被吸收的小部分酸气及其它炉气则由排气风机抽至洗涤塔(废气处理)。
5.在洗涤塔内,废气从塔底逆流而上,在吸附材料的表面被微碱性洗涤水洗涤吸收(在塔内设置有用于吸附废气中含量少的酸气的吸附材料——PP材质,在塔内的吸附材料的上方,安装有洗涤水喷头,洗涤水由循环装置控制,洗涤水配成微碱水);从洗涤塔出来的洗涤废水则排至废水处理厂,经过吸附材料洗涤后的废气直接从塔顶排空。