电动汽车拆解(1-5全)
- 格式:pdf
- 大小:5.80 MB
- 文档页数:33
空调压缩机:不断推进电动化三电(SANDEN)从1971年开始生产车载空调压缩机。
如今已在欧洲、北美和亚洲拥有生产基地,掌握着全球25%的份额。
受全球环保规定和高燃效技术发展的影响,在汽车行业中,发动机的小型化和HEV(混合动力车)·EV(电动汽车)化的速度正在加快。
关于应对环保规定的办法,除了提高发动机效率、添设增压器来缩小发动机体积外,HEV还可尽量延长电机驱动时间,EV可在轻量化的同时配备高性能电池等。
具体做法因汽车厂商而异。
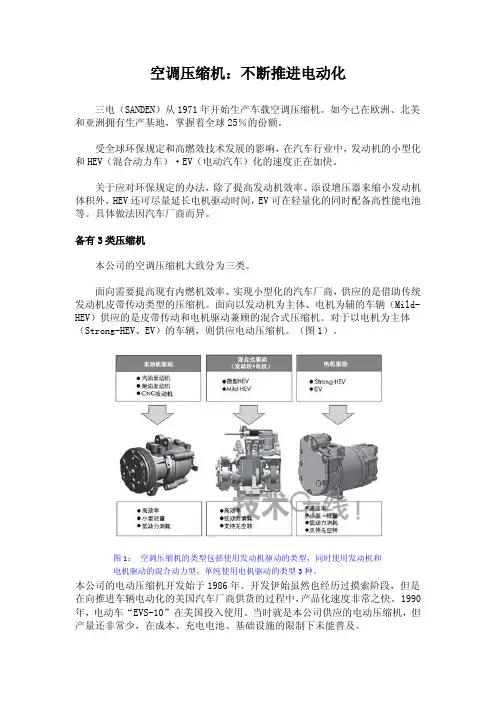
备有3类压缩机本公司的空调压缩机大致分为三类。
面向需要提高现有内燃机效率、实现小型化的汽车厂商,供应的是借助传统发动机皮带传动类型的压缩机。
面向以发动机为主体、电机为辅的车辆(Mild- HEV)供应的是皮带传动和电机驱动兼顾的混合式压缩机。
对于以电机为主体(Strong-HEV、EV)的车辆,则供应电动压缩机。
(图1)。
图1:空调压缩机的类型包括使用发动机驱动的类型,同时使用发动机和电机驱动的混合动力型,单纯使用电机驱动的类型3种。
本公司的电动压缩机开发始于1986年。
开发伊始虽然也经历过摸索阶段,但是在向推进车辆电动化的美国汽车厂商供货的过程中,产品化速度非常之快。
1990年,电动车“EVS-10”在美国投入使用。
当时就是本公司供应的电动压缩机,但产量还非常少,在成本、充电电池、基础设施的限制下未能普及。
当时的电动压缩机需要另配逆变器,成本昂贵,空间利用率也比较低。
之后,本公司在电动压缩机与逆变器的一体化、压缩机构的高效化及小型轻量化等方面推进了开发。
对于2005年上市的本田“思域混合动力”车型,本公司以此前开发的电动压缩机为基础,又开发出了皮带传动与电机驱动兼顾的混合式压缩机(图2)。
这种混合式压缩机能够在车内温度高、车速慢等空调负荷较高的情况下同时使用皮带传动和电机驱动,使制冷能力达到最大(图3)。
图2:本田2005年9月上市的“思域混合动力” (a)车辆。

PCU(一):采用双面冷却构造实现小型化图1:混合动力车的系统构成(雷克萨斯LS600h)由充电电池(镍氢)、PCU(功率控制单元)、驱动马达及发电机等构成。
PCU具有升降压转换器和逆变器功能。
(点击放大)电装已开始向丰田汽车的部分混合动力车型提供PCU(功率控制单元)。
丰田汽车现在的混合动力系统全部为水冷式,而非空冷式。
混合动力车在前格栅的发动机室内配置了不同于发动机用散热器的混合动力系统专用散热器。
混合动力系统采用冷却水来冷却PCU和驱动马达。
过去,丰田汽车的“普锐斯”及“皇冠Hybrid”等车型一直利用水冷单面冷却PCU内的功率半导体。
而“雷克萨斯LS600h”采用的最新PCU虽然同样是水冷式,但采用的是双面冷却构造(图1,2)。
由于散热面积增大,因此比单面冷却更容易冷却。
单位体积的输出功率比原来提高了60%。
在相同的输出功率情况下,体积则可比原来减小约30%,重量减轻约20%。
PCU具有逆变器和升降压转换器的作用。
逆变器具有将充电电池的直流电压转换成马达驱动用交流电压的功能以机将马达再生的交流电压转换成直流图 2:PCU(功率控制单元)主体由控制底板电路、双面散热的功率半导体元件、层叠型冷却器及电容器等构成。
PCU内的功率半导体从两面进行冷却。
过去采用的是单面冷却。
(点击放大)电压的功能。
升降压转换器用来升高和降低充电电池供应给马达的电压。
向雷克萨斯LS600h等高功率混合动力车提供PCU,需要提高逆变器和升降压转换器的输出功率,也即需要增大电流。
解决方法之一是增加PCU的功率半导体元件数量或使元件比原来流过更大电流。
PCU存在问题是散热。
现在的车载用功率半导体最高可耐150℃高温,因此需要采用始终将温度保持在150℃ 以下的冷却结构。
雷克萨斯LS600h需要提高PCU的性能,同时减小PCU尺寸。
由于不能增加元件数量,因此采用了支持更大电流的功率半导体。
这样,单面冷却就不足以解决大电流功率半导体的散热问题,因此采用了双面冷却结构。
《汽车拆装实训》指导书总论一、汽车拆装实训的目的通过对汽车整车(包括发动机、底盘各总成、内饰)零部件的拆装,熟悉汽车整车结构、底盘各总成的连接关系、动力传动路线及相关特性,掌握各总成的拆卸、装配、调整的方法和步骤,了解汽车的构造原理。
在实训中掌握拆装设备及工具的正确使用,具备对全车进行解体及安装的操作技能。
二、实训所用的工具、机具和量具1、工具车:每组配备一个汽车拆装实训,主要包括以下常用工量:开口梅花两用扳手(套)、活动扳手、套筒扳手(套)、管子扳手、扭力扳手、风动扳手、锤子、钳子(鲤鱼钳、尖嘴钳、卡簧钳)、螺丝刀(改锥)、剪刀、壁纸刀、手摇柄、火花塞套筒、活塞环钳、铳子、錾子、撬棍、起拨器、铜棒、砂纸等;2、常用机具:两柱举升机、吊车、叉车、千斤顶、支撑压机、举升托架、空气压缩机、风炮(拆卸大螺钉、螺母)、20T压床、拆装台、零件存放架等。
3、常用量具:游标卡尺、千分尺、缸径表、厚薄规(塞尺)、直尺、万用表、气缸压力表等。
三、实训所用的教具1、解放CA1091汽车总成和相应透视模型,GMC吉普车各一套。
2、三菱、丰田、尼桑等常用发动机总成若干。
3、三菱、丰田、尼桑等常用自动、手动变速箱总成若干。
四、实训注意事项1、安全注意事项(1)佩带劳保用品,注意人身和机件的安全,不了解具体拆装要领时,先了解后再动手,特别是注意在车底下工作时的人身安全。
维修地沟开启时,注意防止跌落。
(2)未经许可,不准扳动机件和乱动电器按钮开关,实训期间禁止打闹。
(3)注意防火,实训室严禁吸烟及未经允许擅自动明火。
(4)认真接受实训前的安全知识教育。
2、操作注意事项(1)注意机、工、量具的正确使用。
实训前检查工具车物品是否齐全,机具、量具是否完好,发现问题(包括实训前、实训过程、实训结束)及时汇报;实训结束后填写设备使用单。
(2)两柱举升机的升降操作必须在老师的指导下进行。
(3)严格按技术规范、操作工艺要求进行拆装。
首先考虑使用专用工具,再考虑通用工具进行拆装。

DC-DC 转换器(一):提高电压转换效率TDK 已开始向混合动力车及电动汽车提供“DC -DC 转换器”。
电动汽车充电电池的电压高达数百伏。
DC-DC 转换器将充电电池的电压降至14V ,提供给铅蓄电池。
再把铅蓄电池作为电源驱动发动机的辅机类、雨刷及前照灯等器件。
世界首款量产混合动力车的投入使用已经12年。
包括TDK 在内,DC-DC 转换器单位体积的功率密度逐年提高,估计今后也是这一趋势。
TDK 的DC-DC 转换器于1997年实际应用于混合动力车。
本田将在现行的“思域混合动力车”和新款Insight 上采用(图1)。
还被部分海外厂 商应用于混合动力车。
Insight 之所以采用TDK 制造的DC-DC 转换器,是因为能够满足小型与轻量化的要求。
本田对Insight 减小了包括DC-DC 转换器和逆变 器在内的PCU (功率控制单元)尺寸及镍氢充电电池的尺寸。
这些器件在思域混合动力车中曾配置在后座后面,而在Insight 中,却配置在行李舱下面,以 使行李舱的可用空间比以前增大。
DC-DC 转换器的小型化有利于扩大行李舱容量,降低成本。
Insight 上使用的最新款DC-DC 转换器与思域混合动力车上配备的原产品相比,重量减轻45%,容积减小5%(图2)。
重量低于1kg 。
转换效 率确保在90%以上。
省去交流发电机混合动力车及电动汽车导入DC-DC 转换器之后,可省去交流发电机。
交流发电机利用发动机的旋转发电,发出的电为铅蓄电池充电(图3)。
电动汽车的充 电电池容量很大。
因此,以充电电池为电源,能够利用DC-DC 转换器为铅蓄电池充电。
从而可以省去原来的交流发电机(图4)。
Insight 就未配备交流 发电机(图5)。
图1: 本田新款混合动力车“Insight”的后座周围采用小型化PCU (功率控制单元)。
原来配置在后座后面,通过小型化,得以配置在行李舱下面。
后座后面可 以当作行李舱空间使用。

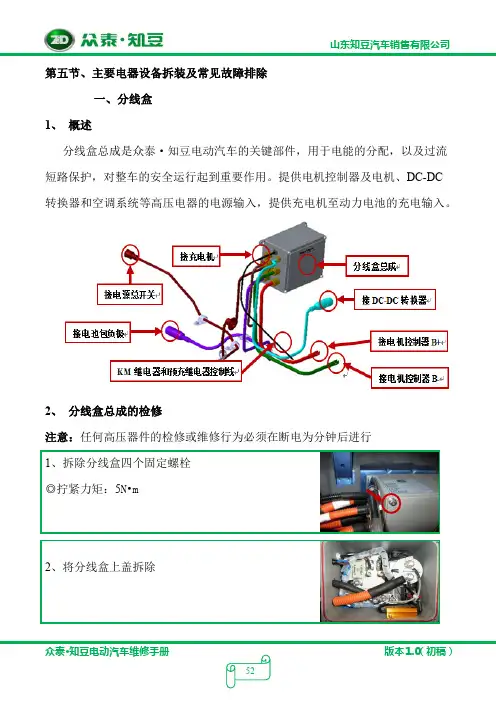
第五节、主要电器设备拆装及常见故障排除一、分线盒1、概述分线盒总成是众泰·知豆电动汽车的关键部件,用于电能的分配,以及过流短路保护,对整车的安全运行起到重要作用。
提供电机控制器及电机、DC-DC转换器和空调系统等高压电器的电源输入,提供充电机至动力电池的充电输入。
2、分线盒总成的检修注意:任何高压器件的检修或维修行为必须在断电为分钟后进行1、拆除分线盒四个固定螺栓◎拧紧力矩:5N•m2、将分线盒上盖拆除3、检修方法及要求4、清洁用毛刷将分线盒总成内部的灰尘清除(必要时可以使用无水乙醇进行擦拭清洗)用毛刷将分线盒总成外部线缆的灰尘清除 5、密封件更换拆下分线盒总成上盖后,将箱体盖端面密封圈拆下报废,将新的密封圈装入箱体端面相应位置(装入过程中,可以使用适量的室温硫化硅橡胶对密封圈进行固定)6、熔断器更换①更换 LET16 熔断器时,使用 M6 扳手工具将固定熔断器的紧固件卸下并更换上对应 LET16 熔断器(更换前需要用多用表对熔断器进行导通测试,以确定更换的熔断器合格),并按照 6 N •m 力矩要求紧固紧固件,标志防松标线。
②更换更换 TNN300 熔断器时,使用 M8 扳手工具将固定熔断器的紧固件卸下,并更换上对应 TNN300 熔断器(更换前需要用多用表对熔断器进行导通测试,以确定更换的熔断器合格),并按照 12 N •m 力矩要求紧固紧固件,标志防松标线。
序号 检修项目 检修方法 要求1 外观 目测 外观良好,无缺件、破损等不良2 电缆 目测 电缆无破损,夹紧良好、无松动3 紧固件 目测 各紧固件紧固良好,防松线无错位现象4 密封橡胶件 目测 未发生氧化变性现象5线缆端接插件和端子目测外观良好,应无缺损、掉块、破裂、变形等不良7、复原将上盖扣合后,用M5 十字起子用5 N•m的紧固力矩将上盖四颗M5 组合螺钉固定,并按要求涂打防松标线。
3、分线盒总成的拆装步骤1、将电源总开关推下,整车断电2、断开KM继电器及预充继电器控制线接插件3、断开充电机直流输出接插件4、断开DC-DC转换器高压输入接插件5、拆除DC-DC转换器及DC-DC转换器支架,详细步骤请参考电机控制器的拆装步骤。
汽车拆解手册目录1.1 背景介绍 (3)1.1.1 法规介绍 (3)1.1.1.1 欧盟2000/53/EC报废汽车指令 (3)1.1.1.2 欧盟2013/28/EU指令要求 (3)1.1.1.3 欧盟2005/64/EC指令要求 (4)1.1.1.4 中国汽车可回收利用性技术要求 (4)1.1.1.5 中国汽车禁限用物质要求 (4)1.1.1.6 回收 (4)1.1.1.7 有毒有害物质 (5)1.1.1.8 标识 (5)1.1.1.9 拆解要求 (5)1.1.2 汽车基本数据 (7)1.2 拆解装备说明 (8)1.2.1 拆解场地、装备和工具 (8)1.2.2 拆解建议 (8)1.2.3 图标说明 (9)汽车拆解 (13)2.1 拆解流程 (13)2.2 预处理 (14)2.2.1 车轮 (15)2.2.2 蓄电池 (16)2.2.3 燃油 (17)2.2.4 发动机油 (18)2.2.5 变速器油 (19)2.2.6 防冻液 (20)2.2.7 制动液 (21)2.2.8 空调制冷剂 (22)2.2.9 减震液 (24)2.2.10 风窗玻璃洗涤剂 (25)2.2.11 催化转化器 (26)2.2.12 安全气囊/安全带 (27)2.2.13 燃油滤清器 (30)2.3拆解 (31)2.3.1 前/后保险杠、轮罩板等外饰 (32)2.3.2 车门 (34)2.3.3 玻璃 (36)2.3.4 仪表板及中控台 (37)2.3.5 密封条 (39)2.3.6 挡泥板 (40)2.3.7 座椅 (41)2.3.8 底板及其他内饰件 (42)前言1.1 背景介绍《汽车拆解手册》为回收拆解企业提供拆解、回收利用本车型的方法及注意事项等相关信息,提高报废汽车的回收利用率并降低拆解过程中对环境及人员身体造成伤害的可能性。
报废车辆拆解是汽车全生命周期中非常关键的阶段,也是保证报废车辆无害化处理的重要手段。
电动汽车用锂离子蓄电池单体拆解技术规范1 范围本标准规定了电动汽车用锂离子蓄电池单体拆解的术语和定义、要求和作业程序。
本标准适用于电动汽车用锂离子蓄电池单体拆解,电子产品用锂离子蓄电池单体、储能用锂离子蓄电池单体的拆解工作可参照执行。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB 5085.7 危险废物鉴别标准通则GB 18597 危险废物,贮存污染控制标准GB 18599 一般工业固体废物,贮存处置场污染控制标准GB/T 19596 电动汽车术语HJ 2025 危险废物收集贮存运输技术规范GB/T 2900.41 电工术语原电池和蓄电池3 术语和定义GB/T 19596 和 GB/T 2900.41 界定的以及下列术语和定义适用于本文件。
3.1 拆解 dismantling锂离子蓄电池单体进行解体的作业,包括用于材料回收和结构分析两种场景的拆解。
4 材料回收用锂离子蓄电池单体拆解4.1 一般要求4.1.1 被拆解电池应由具有国家法律法规规定的相关资质的正规制造商生产。
4.1.2 电池拆解应按照电池生产企业提供的电池信息或拆解手册,制定拆解作业程序或拆解作业指导书,进行安全拆解。
4.1.3 可采用机械或自动化拆解方式,以提高拆解效率及安全性。
4.2 装备要求4.2.1 拆解操作间中应具备阻燃、消防及气体处理装置,并具备温度、湿度控制功能。
4.2.2拆解人员应配备绝缘手套、防机械伤害手套、安全帽、绝缘鞋(靴)、防护面罩等安全防护装备。
4.3 场地要求4.3.1 拆解场地及拆解得到的材料或部件储存场地应具备安全防范设施,如消防设施、报警设施、应急设施等。
14.3.2 拆解场地及拆解得到的材料或部件储存场地应具有环保防范设施,如废水处理系统和废气处理系统等。
4.3.3 拆解场地及拆解得到的材料或部件储存场地应具备人员健康防范设施,如空气质量监测装置等。
马达(十八):使用铁氧体磁铁的HEV 驱动马达使用铁氧体磁铁的马达存在着扭矩低、容易发生不可逆退磁等问题,目前尚无用于汽车驱动用途的先例。
此次,北海道大学通过采用与传统电动汽车(EV )及混合动力车(HEV )马达构造不同的轴向间隙型构造,使铁氧体磁铁马达实现了与市售HEV 用马达同等的输出功率密度。
北海道大学开发出了用于混合动力车(HEV )的驱动马达(图1)。
虽然以铁氧体磁铁代替了Nd (钕)类磁铁,却实现了同等于现有Nd 类磁铁驱动马达的性能。
铁氧体磁铁此前存在扭矩低、容易发生不可逆退磁等问题(图2)。
此次通过解决这些课题,在同等于市售HEV (2003年上市的丰田“普锐斯”)驱动用马达的体积下,实现了同等的51.5kW 输出功率(图3,表1)。
图2:使用铁氧体磁铁的驱动用马达存在的课题及对策课题是扭矩低、铁氧体磁铁容易发生不可逆退磁。
通过采用轴向间隙型马达、分段构造以及优化定子槽数解决了这些课题。
另外,与现有轴向间隙型马达相比,还通过新采用分段构造,减少了随着转子偏移而产生的机械损失。
图1:北海道大学开发的使用铁氧体磁铁的驱动用马达 采用以2枚定子夹住1枚转子的轴向间隙型马达构造。
现有电动汽车(EV )及混合动力车(HEV )则采用在定子轴方向内侧配置转子的径向间隙型马达。
驱动马达采用了两种新构造。
分别为(1)与现有电动汽车(EV )及HEV 不同的轴向间隙型马达(图4),以及(2)自主开发的转子构造——将铁氧体磁铁与压粉铁芯呈交替状配置“分段构造”(图5)。
此前因Nd 类磁铁的性能高于铁氧体磁铁,一直被驱动用马达使用。
从性能指标——能量积(剩余磁通密度×保磁力)来看,Nd 类磁铁比铁氧体磁铁高出10倍左右。
但Nd 类磁铁的成分——稀土因全球90%的产量依赖于中国而存在制约。
如果中国限制稀土供应,便会限制日本的竞争力。
要规避Nd 类磁铁的采购风险,必须考虑利用资源丰富的铁氧体磁铁。
【拆解】 电动汽车拆解第一部件PCU(一):采用双面冷却构造实现小型化图1:混合动力车的系统构成(雷克萨斯LS600h)由充电电池(镍氢)、PCU(功率控制单元)、驱动马达及发电机等构成。
PCU具有升降压转换器和逆变器功能。
电装已开始向丰田汽车的部分混合动力车型提供PCU(功率控制单元)。
图2:PCU(功率控制单元)主体由控制底板电路、双面散热的功率半导体元件、层叠型冷却器及电容器等构成。
PCU内的功率半导体从两面进行冷却。
过去采用的是单面冷却。
丰田汽车现在的混合动力系统全部为水冷式,而非空冷式。
混合动力车在前格栅的发动机室内配置了不同于发动机用散热器的混合动力系统专用散热器。
混合动力系统采用冷却水来冷却PCU和驱动马达。
过去,丰田汽车的“普锐斯”及“皇冠Hybrid”等车型一直利用水冷单面冷却PCU内的功率半导体。
而“雷克萨斯LS600h”采用的最新PCU虽然同样是水冷式,但采用的是双面冷却构造(图1,2)。
由于散热面积增大,因此比单面冷却更容易冷却。
单位体积的输出功率比原来提高了60%。
在相同的输出功率情况下,体积则可比原来减小约30%,重量减轻约20%。
PCU具有逆变器和升降压转换器的作用。
逆变器具有将充电电池的直流电压转换成马达驱动用交流电压的功能以机将马达再生的交流电压转换成直流电压的功能。
升降压转换器用来升高和降低充电电池供应给马达的电压。
向雷克萨斯LS600h等高功率混合动力车提供PCU,需要提高逆变器和升降压转换器的输出功率,也即需要增大电流。
解决方法之一是增加PCU的功率半导体元件数量或使元件比原来流过更大电流。
PCU存在问题是散热。
现在的车载用功率半导体最高可耐150℃高温,因此需要采用始终将温度保持在150℃以下的冷却结构。
雷克萨斯LS600h需要提高PCU的性能,同时减小PCU尺寸。
由于不能增加元件数量,因此采用了支持更大电流的功率半导体。
这样,单面冷却就不足以解决大电流功率半导体的散热问题,因此采用了双面冷却结构。
新能源汽车动力电池成本拆解深度报告投资要点◆模型框架:动力电池的成本是市场关注的重点。
新能源汽车行业仍在拐点之前,传统燃油车与电动汽车的成本差是新能源汽车渗透率增长的重要因素。
为了定量研究动力电池成本,我们将电池成本和性能结合起来,建立了一个自下而上的模型。
利用该模型可以静态地计算材料成本、硬件成本以及各工序的生产制造成本,并且可以动态地区分材料价格变化、技术进步、工艺改进等因素导致的成本下降。
◆车辆及电池设计:(1)车辆设计:从用户需求出发,设计单车带电量/续驶里程及Pack内电芯/模组的数量和组合方式。
(2)材料层面:材料属性决定电池的电化学性能及物理参数。
(3)电芯设计:核心是确定正负极材料涂层的厚度,进而设计电芯的外形尺寸。
(4)模组及Pack设计:由电芯参数外推得出。
◆物料成本:(1)物料用量:由电芯容量、活性材料克容量等参数计算出正/负极材料、电解液、隔膜、铜箔、铝箔及其他组件的理论用量,并根据良品率、材料利用率等进行调整。
(2)物料价格:根据市场价格做出假设,包括主/辅材及硬件。
(3)物料成本汇总:由物料用量和价格计算得出。
◆生产成本:(1)工厂设计:对动力电池年产能、良品率、人员工资、设备折旧率、间接费用假设等做出假设。
(2)生产工序:主要是各工序的设备投资额及人员配置。
(3)直接人工/制造费用计算:根据设备折旧、人员工资费用及间接费用计算出结果。
◆成本汇总及验证:将物料成本和生产成本汇总到一起,得到动力电池Pack的成本。
根据计算结果,LFP/NCM622/NCM523Pack的成本分别为0.66/0.76/0.80元/Wh,宁德时代2018年动力电池综合成本约0.76元/Wh;动力电池Pack成本中,直接材料占比约84%-89%,直接人工占比约2.8%-3.8%,制造费用占比约8.6%-11.8%,基本符合现实。
◆投资建议根据模型,降低动力电池成本的路径包括:更具性价比的材料体系;更精简的电池设计;更低的物料价格;工艺改进;设备改进。