齿轮滚刀安装角的调整方法计算口诀
- 格式:doc
- 大小:42.00 KB
- 文档页数:1
在Y3150E型滚齿机上加工斜齿圆柱齿轮时,为了切出准确的齿形,应使滚刀和工件处于正确的“啮合”位置,即保证滚刀刀齿的排列方向与齿轮齿槽方向一致,从而加工出一定螺旋角的齿轮齿槽。
为此,在加工齿轮前须将滚刀轴线相对于齿轮顶面偏转一定的角度进行安装,该偏转角称为滚刀安装角,用δ表示。
滚刀安装角δ的大小和方向不仅与滚刀螺旋升角ω大小和方向有关,还与被加工齿轮的螺旋角β的大小和方向有关,这就给滚刀的实际调整安装带来了不便。
本人总结出“八字口诀”,来帮助滚刀的调整安装。
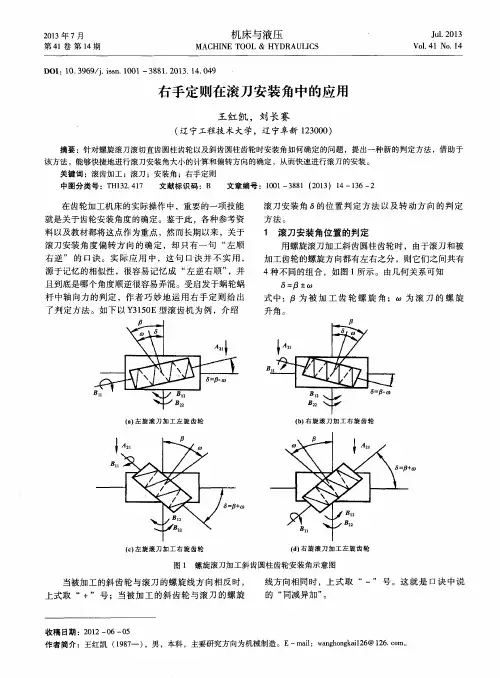
如图所示为滚切斜齿圆柱齿轮时滚刀轴线偏转情况,其安装角大小为:δ=β±ω(β>ω)(a)右旋滚刀滚切右旋齿轮(b)左旋滚刀滚切右旋齿轮右旋滚刀滚切左旋齿轮(d)左旋滚刀滚切左旋齿轮滚切斜齿圆柱齿轮时滚刀的安装角从图中不难看出,当滚刀的螺旋升角ω的旋向与齿轮螺旋角β的旋向相同时,滚刀安装角δ的大小为β-ω;当滚刀的螺旋升角ω的旋向与齿轮螺旋角β的旋向不同时,滚刀安装角δ的大小为β+ω。
滚刀安装角δ的偏转方向与被加工齿轮的旋向有关,当加工右旋齿轮时,滚刀逆时针偏转;当加工左旋齿轮时,滚刀顺时针偏转。
根据以上分析,可总结出如下口诀:“同减异加,右逆左顺。
”同减异加:是指当滚刀的螺旋升角ω的旋向与齿轮的螺旋角β的旋向相同时,滚刀安装角计算公式取“-”号;当滚刀的螺旋升角ω的旋向与齿轮的螺旋角β的旋向不同时,滚刀安装角计算公式取“+”号。
右逆左顺:是指当加工右旋齿轮时,滚刀逆时针偏转安装角δ;加工左旋齿轮时,滚刀顺时针偏转安装角δ。
例如:用ω=2°的左旋滚刀加工β=20°的左旋齿轮时,则对照口诀用“同减”和“左顺”来确定。
即:滚刀的安装角大小为δ=β-ω=20°-2°=18°,方向为顺时针偏转。
又如:用ω=2°的左旋滚刀加工β=20°的右旋齿轮时,则对照口诀用:“异加”和“右逆”来计算和偏转。
数控滚齿机刀杆校正方法
1. 几何校正法:先对刀架进行几何校正,即通过测量刀架的几何参数来修正刀杆的位置。
根据测量结果,调整刀杆的位置和角度,使其与理论数值相符。
2. 动态刀具测量法:利用动态测量系统对刀杆进行测量,并与理论值进行比较。
根据测量结果,通过调整刀架位置和角度,使刀杆与理论值一致。
3. 动平衡校正法:当刀杆存在不平衡或动态不稳定时,可以通过动平衡校正法进行校正。
先将刀杆进行动平衡测试,然后根据测试结果进行调整,使其平衡稳定。
4. 磨碰校正法:当刀杆存在磨碰或磨损时,可以通过磨碰校正法进行校正。
通过磨碰测试,确定刀杆的状态,并根据测试结果进行调整,使其恢复正常状态。
5. 振动测试法:通过振动测试仪对刀杆进行振动测试,并根据测试结果进行调整。
根据不同的振动情况,采取相应的调整方法,使其振动减少到合理范围内。
以上是常用的数控滚齿机刀杆校正方法,具体的校正方法还需依据具体情况和设备要求来确定。
实验三滚齿机的调整与加⼯实验报告A201404实验三滚齿机的调整与加⼯实验报告姓名:班级:学号:实验地点:实验课程名称:1、加⼯齿轮参数:材料:,齿数Z= ,模数m n= ,螺旋⾓β= ,旋向:。
2、实验设备型号:滚⼑参数:螺旋⾓β= ,旋向:。
3、挂轮的计算(1)主轴转速计算n=主运动挂轮Uv=(2)选进给量f=进给运动挂轮 Uf=(3)展成运动挂轮Ux=(4)附加运动Uy=4、滚⼑安装⾓的确定安装⾓δ=5、各执⾏件运动⽅向确定滚⼑:⼯作台:6、写出你选择的的进给运动的传动路线表达式7、思考题:1) 滚齿时,如何保证⼀对相互啮合的斜齿轮的螺旋⾓相等?2) 加⼯直齿与加⼯斜齿轮有何不同?3)离合器M1、M2的结构、作⽤各有什么不同?实验三滚齿机的调整与加⼯⼀、实验⽬的1.了解机床总布局、主要组成部分、各操纵机构的功⽤。
2.深⼊分析Y3150K 型滚齿机的传动系统,进⼀步掌握各传动链的相互关系。
3.掌握机床的加⼯⽅法与调整步骤。
4.了解机床各换置机构的位置。
掌握挂轮的计算、安装⽅法。
5.了解有关的齿轮检验项⽬、精度要求及使⽤的⼯具。
⼆、实验设备1.Y3150K 滚齿轮机⼀台。
2.滚⼑⼀把。
3.齿坯⼀个。
4.千分表⼀只,磁性表等⼀个。
5.齿厚测量卡尺⼀把(或公法线长度测量千分尺⼀把)6.300mm 卡尺⼀把三、实验原理1.主轴转速的选择及调整切削速度可根据下⾯公式计算:1000n D V ⼑切=π转/分其中:D 为滚⼑直径(毫⽶),n ⼑为主轴转速(转/分)。
⾼速钢滚⼑的切削速度按表3-1选择。
表3-1 ⾼速钢滚⼑的切削速度选择切削速度时应注意以下⼏点:(1)粗切⼀般低切削速度⼤⾛⼑量;精切⼀般⽤⾼切削速度,⼩⾛⼑量。
(2)被加⼯齿轮齿数较少时应选择V 切低⼀些。
V 切确定后即可根据下⾯公式计算主轴转速:D V 1000N ?π?切⼑=转/分若计算结果不是机床九级转速中的⼀级,则应选取与计算结果最相近的⼀级主轴转速。
齿形工操作理论知识参考资料一.正确操作方法:1.首先要熟悉各机床的各个调整部位的位置和操作方法,尤其是要掌握操纵板上的形象符号的含义,具体见各自机床操作说明书。
2.检查机床各处油池的油标指示线,如不足加上适量的机油。
3.每次开车前所有手动润滑部位必须手动润滑。
4.最后合上电源开关,启动液压按钮,并将按钮拨到循环状态,空运行一段时间,无异常现象后即可加工工件。
5.对于不同机床具体操作方法略有不同,详见各自操作说明书。
二.刀具知识:㈠. 滚刀知识1.刀具精度:滚刀主要分为AA、A、B、C四种精度,目前我公司主要为A滚刀。
2.单头、多头:单头滚刀主要公司自制,多头滚刀主要外购。
对于齿数较多的工件使用多头滚刀可成倍提高生产效率,目前我公司采用的多头滚刀主要为2头、3头。
3.左旋、右旋:①滚切直齿轮时,一般采用右旋滚刀;②滚切斜齿轮时,一般遵循“左旋工件+左旋刀;右旋工件+右旋刀”的原则,以减少刀架搬角。
在上述情况下刀架搬角=工件角度-刀具角度;在上述两项中,工作台必须遵循“左顺右逆”规则。
4.刀具切削速度:自制滚刀,50-60m/min;多头滚刀,80-100m/min。
5.关于窜刀:其作用可以使刀具均匀磨损,对于YX3120、YB3120等机床设有自动窜刀功能,而对于Y3150E机床本身不具备此功能,因此加工时应注意刀具磨损情况及时手动窜刀。
㈡. 插刀知识1.插齿刀具的种类:TAGC插齿刀具按形状分主要有盘形插齿刀和碗形插齿刀。
盘形插齿刀主要用于加工普通的外啮合直齿、斜齿圆柱齿轮;碗形插齿刀主要用于加工台肩齿轮、双联齿轮等,当然也可用于加工盘形插齿刀能加工的各种齿轮。
2.按用途分有普通直齿刀、缺齿直齿插刀和宽齿直齿插刀、专用斜齿刀。
为提高刀具使用寿命,插齿刀均用TiN涂层。
3.插齿刀的磨损标准:刀具磨损基本为后刀面磨损,磨损至0.3mm时,需更换刀具。
刀具重磨后,继续使用,达到磨损极限后,刀具报废。
㈢. 倒角刀知识1.对于YB9332类机床使用指状铣刀,目前公司主要为高速钢材料,其加工原理为由于刀具转一转,凸轮一个往复,而且主要担负倒圆角及部位尖角加工,所以刀具磨损比较严重,加工时应注意刀具磨损情况及时更换刀具。
齿轮滚刀安装角调整方法计算在Y3150E型滚齿机上加工斜齿圆柱齿轮时,为了切出准确的齿形,应使滚刀和工件处于正确的“啮合”位置,即保证滚刀刀齿的排列方向与齿轮齿槽方向一致,从而加工出一定螺旋角的齿轮齿槽。
为此,在加工齿轮前须将滚刀轴线相对于齿轮顶面偏转一定的角度进行安装,该偏转角称为滚刀安装角,用δ表示。
(1)滚刀安装角δ的大小和方向与滚刀螺旋升角γZ大小和方向有关,还与被加工齿轮的螺旋角β的大小和方向有关;(2)“同减异加,右逆左顺”的“八字口诀”;同减异加:是指当滚刀的螺旋升角γZ的旋向与齿轮的螺旋角β的旋向相同时,滚刀安装角计算公式取“-”号;当滚刀的螺旋升角γZ的旋向与齿轮的螺旋角β的旋向不同时,滚刀安装角计算公式取“+”号。
右逆左顺:是指当加工右旋齿轮时,滚刀逆时针偏转安装角δ;加工左旋齿轮时,滚刀顺时针偏转安装角δ。
(3)滚切斜齿圆柱齿轮时滚刀轴线偏转情况,其安装角大小为:δ=β±γZ (β>γZ);▲滚切斜齿圆柱齿轮时滚刀的安装角当滚刀的螺旋升角γZ的旋向与齿轮螺旋角β的旋向相同时,滚刀安装角δ的大小为β-γZ;当滚刀的螺旋升角γZ的旋向与齿轮螺旋角β的旋向不同时,滚刀安装角δ的大小为β+γZ。
▲滚刀安装角δ的偏转方向与被加工齿轮的旋向有关,当加工右旋齿轮时,滚刀逆时针偏转;当加工左旋齿轮时,滚刀顺时针偏转。
例:用γZ=2°的左旋滚刀加工β=20°的左旋齿轮时,则对照口诀用“同减”和“左顺”来确定。
即:滚刀的安装角大小为δ=β-γZ=20°-2°=18°,方向为顺时针偏转。
又如:用γZ=2°的左旋滚刀加工β=20°的右旋齿轮时,则对照口诀用:“异加”和“右逆”来计算和偏转。
即:滚刀的安装角大小为δ=β+γZ=20°+2°=22°,方向为逆时针偏转。
(4)加工直齿轮时,因β=0°,则滚刀安装角δ为:δ=±γZ其偏转方向决定于滚刀的螺旋升角γZ的旋向,即左旋时逆时针偏转γZ,右旋时顺时针偏转γZ。

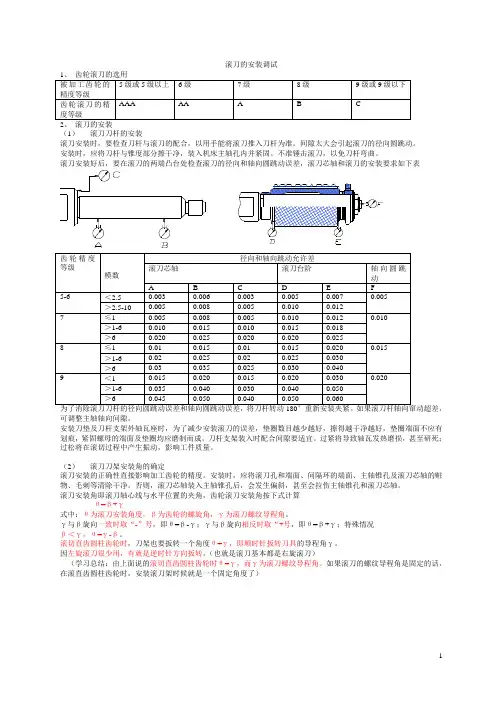
滚刀的安装调试(1) 滚刀刀杆的安装滚刀安装时,要检查刀杆与滚刀的配合,以用手能将滚刀推入刀杆为准。
间隙太大会引起滚刀的径向圆跳动。
安装时,应将刀杆与锥度部分擦干净,装入机床主轴孔内并紧固。
不准锤击滚刀,以免刀杆弯曲。
滚刀安装好后,要在滚刀的两端凸台处检查滚刀的径向和轴向圆跳动误差,滚刀芯轴和滚刀的安装要求如下表可调整主轴轴向间隙。
安装刀垫及刀杆支架外轴瓦座时,为了减少安装滚刀的误差,垫圈数目越少越好,擦得越干净越好,垫圈端面不应有划痕,紧固螺母的端面及垫圈均应磨制而成。
刀杆支架装入时配合间隙要适宜。
过紧将导致轴瓦发热磨损,甚至研死;过松将在滚切过程中产生振动,影响工件质量。
(2) 滚刀刀架安装角的确定滚刀安装的正确性直接影响加工齿轮的精度。
安装时,应将滚刀孔和端面、间隔环的端面、主轴锥孔及滚刀芯轴的赃物、毛刺等清除干净。
否则,滚刀芯轴装入主轴锥孔后,会发生偏斜,甚至会拉伤主轴锥孔和滚刀芯轴。
滚刀安装角即滚刀轴心线与水平位置的夹角,齿轮滚刀安装角按下式计算 θ=β+γ式中:θ为滚刀安装角度,β为齿轮的螺旋角,γ为滚刀螺纹导程角。
γ与β旋向一致时取“-”号,即θ=β-γ;γ与β旋向相反时取“+号,即θ=β+γ;特殊情况 β<γ,θ=γ-β。
滚切直齿圆柱齿轮时,刀架也要扳转一个角度θ=γ,即顺时针扳转刀具的导程角γ。
因左旋滚刀很少用,有就是逆时针方向扳转。
(也就是滚刀基本都是右旋滚刀)(学习总结:由上面说的滚切直齿圆柱齿轮时θ=γ,而γ为滚刀螺纹导程角。
如果滚刀的螺纹导程角是固定的话,在滚直齿圆柱齿轮时,安装滚刀架时候就是一个固定角度了)直 齿 轮左旋齿轮右旋齿轮右旋齿轮(3) 滚刀角度的调整首先松开刀架的锁紧螺母,然后手摇刀架转角度的方头手柄,通过蜗轮、蜗杆带动刀架旋转,按所需安装角调整完刀架角度后,应将松开的锁紧螺母紧固好。
滚刀刀架转角调整误差对滚切6级、7级、8级、9级齿轮分别允许为3'、5'、10'、15'。
滚刀的安装调试(1) 滚刀刀杆的安装滚刀安装时,要检查刀杆与滚刀的配合,以用手能将滚刀推入刀杆为准。
间隙太大会引起滚刀的径向圆跳动。
安装时,应将刀杆与锥度部分擦干净,装入机床主轴孔内并紧固。
不准锤击滚刀,以免刀杆弯曲。
滚刀安装好后,要在滚刀的两端凸台处检查滚刀的径向和轴向圆跳动误差,滚刀芯轴和滚刀的安装要求如下表可调整主轴轴向间隙。
安装刀垫及刀杆支架外轴瓦座时,为了减少安装滚刀的误差,垫圈数目越少越好,擦得越干净越好,垫圈端面不应有划痕,紧固螺母的端面及垫圈均应磨制而成。
刀杆支架装入时配合间隙要适宜。
过紧将导致轴瓦发热磨损,甚至研死;过松将在滚切过程中产生振动,影响工件质量。
(2) 滚刀刀架安装角的确定滚刀安装的正确性直接影响加工齿轮的精度。
安装时,应将滚刀孔和端面、间隔环的端面、主轴锥孔及滚刀芯轴的赃物、毛刺等清除干净。
否则,滚刀芯轴装入主轴锥孔后,会发生偏斜,甚至会拉伤主轴锥孔和滚刀芯轴。
滚刀安装角即滚刀轴心线与水平位置的夹角,齿轮滚刀安装角按下式计算 θ=β+γ式中:θ为滚刀安装角度,β为齿轮的螺旋角,γ为滚刀螺纹导程角。
γ与β旋向一致时取“-”号,即θ=β-γ;γ与β旋向相反时取“+号,即θ=β+γ;特殊情况 β<γ,θ=γ-β。
滚切直齿圆柱齿轮时,刀架也要扳转一个角度θ=γ,即顺时针扳转刀具的导程角γ。
因左旋滚刀很少用,有就是逆时针方向扳转。
(也就是滚刀基本都是右旋滚刀)(学习总结:由上面说的滚切直齿圆柱齿轮时θ=γ,而γ为滚刀螺纹导程角。
如果滚刀的螺纹导程角是固定的话,在滚直齿圆柱齿轮时,安装滚刀架时候就是一个固定角度了)直 齿 轮左旋齿轮右旋齿轮右旋齿轮(3) 滚刀角度的调整首先松开刀架的锁紧螺母,然后手摇刀架转角度的方头手柄,通过蜗轮、蜗杆带动刀架旋转,按所需安装角调整完刀架角度后,应将松开的锁紧螺母紧固好。
滚刀刀架转角调整误差对滚切6级、7级、8级、9级齿轮分别允许为3'、5'、10'、15'。
滚刀的安装与调整作业指导书
一、滚刀的选择
根据被加工齿轮的模数、压力角、精度等级选用滚刀。
滚刀的模数、压力角必须与被加工齿轮的模数、压力角一致。
我厂剃前滚刀均为A级滚刀,精滚刀为AA级。
二、刀杆及滚刀的装夹
1.刀杆及滚刀装夹前,刀架主轴孔及所有垫圈、支承轴套、滚刀内孔端面都须擦净。
2.滚刀应轻轻推入刀杆中,严禁敲打。
3.刀杆装夹后,按图一所示悬臂检查刀杆径向和端面圆跳动,其跳动公差不得大于表一规定的数值。
如果刀杆径向跳动或端面跳动较大,可将滚刀刀杆转动180°安装,使其达到要求为止。
4.滚刀安装后必须按图一所示检查滚刀轴台径向圆跳动,其跳动误差不得大于表一规定的数值,且要求两轴轴台径向圆跳动方向一致。
当滚刀径向跳动超过允许的跳动量不大时,可以松开螺帽,转动滚刀或垫圈,再重新夹紧进行检查。
上述校正工作,在滚刀每次安装时均应进行。
滚刀紧固后,应重新调整辅助支承与刀杆轴套之间的间隙,如过紧将导致轴瓦发热磨损,而过松则将产生振动。
为减少滚刀的安装误差,紧固滚刀的垫圈应尽量少用。
5.调整滚刀安装角在滚齿时,为保证滚刀刀齿的运动方向和被加工齿轮的齿向一致,就要求把刀架扳一个角度。
对于直齿轮加工,滚刀的安装角等于滚刀的螺旋升角。
表一。
滚齿工序过程作业指导书滚齿: 开齿槽, 为齿轮热处理前做准备工作或直接滚齿成形。
备注工序内容:滚齿, 公法线留量(见表), 差动挂轮计算到小数点后第六位, 齿底粗糙度达Ra12.5以上。
例:机床: 按图纸(齿轮模数、 齿顶圆直径、 齿轮重量等)选择滚齿机床。
例: 刀杆:刀杆: 刀杆安装后, 悬臂检验刀杆径向和端面圆跳动, 其跳动公差不得大于表1要求。
表1 mm齿轮精度等级 圆跳动公差A B C7 0.005 0.008 0.005 8 0.008 0.010 0.008 90.0100.0150.010注:1、精度等级按第Ⅱ公差组要求。
2、表中B 点跳动是指L ≤100mm 时数值, L 每增加100mm, B 点跳动许可增加0.01mm例:滚齿刀具:按图纸选择滚齿刀具(依据加工工件模数、 压力角、 精度等级和工艺要求来确定), 经过滚齿直接成品时选择标准齿轮滚刀, 滚齿后还需要磨齿时, 应选择磨前齿轮滚刀。
下图为标准滚刀及磨前滚刀。
磨前滚刀 标准滚刀滚刀精度:滚刀通常分为AA 、 A 、 B 、 C 四种精度等级, 小模数齿轮滚刀分为AAA 、 AA 、 A 三种精度等级, 滚刀精度等级应依据工件精度等级来确定。
按表2所表示对滚刀进行选择。
表2齿轮精度等级滚刀精度等级粗滚齿精滚齿 7 B 或C AA 8 A 9CA注: 精度等级按第Ⅱ公差组要求。
滚刀磨钝标准: 在滚齿时, 如发觉齿面有光斑、 拉毛、 粗糙度变坏等现象时, 应立刻停止使用并交给专员进行复磨滚刀。
滚刀头数: 滚刀头数分为单头及多头滚刀, 我厂多采取单头滚刀滚刀旋向:为了切出正确齿形, 应使滚刀和工件处于正确“啮合”位置, 即确保滚刀刀齿排列方向与齿轮齿槽方向一致齿槽方向一致, 从而加工出一定螺旋角齿轮齿槽。
为此, 在加工齿轮前须将滚刀轴线相对于齿轮顶面偏转一定角度进行安装, 该偏转角称为滚刀安装角, 滚刀安装角大小与方向不仅与滚刀螺旋升角相关, 还与被加工齿轮螺旋角相关。
滚刀的安装调试2、滚刀的安装1)滚刀刀杆的安装滚刀安装时,要检查刀杆与滚刀的配合,以用手能将滚刀推入刀杆为准。
间隙太大会引起滚刀的径向圆跳动。
安装时,应将刀杆与锥度部分擦干净,装入机床主轴孔内并紧固。
不准锤击滚刀,以免刀杆弯曲。
滚刀安装好后,要在滚刀的两端凸台处检查滚刀的径向和轴向圆跳动误差,滚刀芯轴和滚刀的安装要求如下表可调整主轴轴向间隙。
安装刀垫及刀杆支架外轴瓦座时,为了减少安装滚刀的误差,垫圈数目越少越好,擦得越干净越好,垫圈端面不应有划痕,紧固螺母的端面及垫圈均应磨制而成。
刀杆支架装入时配合间隙要适宜。
过紧将导致轴瓦发热磨损,甚至研死;过松将在滚切过程中产生振动,影响工件质量。
2)滚刀刀架安装角的确定滚刀安装的正确性直接影响加工齿轮的精度。
安装时,应将滚刀孔和端面、间隔环的端面、主轴锥孔及滚刀芯轴的赃物、毛刺等清除干净。
否则,滚刀芯轴装入主轴锥孔后,会发生偏斜,甚至会拉伤主轴锥孔和滚刀芯轴。
滚刀安装角即滚刀轴心线与水平位置的夹角,齿轮滚刀安装角按下式计算0 = B + Y式中:0为滚刀安装角度,B为齿轮的螺旋角,Y为滚刀螺纹导程角。
Y与B旋向一致时取“-”号,即0 =3 -Y; Y与B旋向相反时取“ +号,即0 =3 + Y;特殊情况B<Y,0= Y - 3 °滚切直齿圆柱齿轮时,刀架也要扳转一个角度0 = Y,即顺时针扳转刀具的导程角Y。
因左旋滚刀很少用,有就是逆时针方向扳转。
(也就是滚刀基本都是右旋滚刀)(学习总结:由上面说的滚切直齿圆柱齿轮时0 =Y,而Y为滚刀螺纹导程角。
如果滚刀的螺纹导程角是固定的话,在滚直齿圆柱齿轮时,安装滚刀架时候就是一个固定角度了)(3) 滚刀角度的调整首先松开刀架的锁紧螺母,然后手摇刀架转角度的方头手柄,通过蜗轮、蜗杆带动刀架旋转,按所需安装角调整完刀 架角度后,应将松开的锁紧螺母紧固好。
滚刀刀架转角调整误差对滚切 6级、7级、8级、9级齿轮分别允许为3/、5/、 10/、15 /4) 对刀滚刀装好后应对好中心,否则,会影响被切齿轮左右齿面的齿形误差。
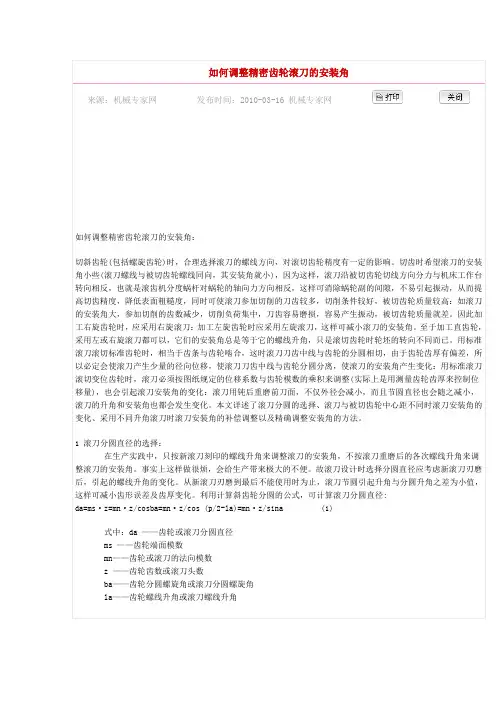
齿轮滚刀安装角的调整方法计算口诀
摘要:本文主要介绍了一种在滚齿机上加工斜齿圆柱齿轮时,滚刀安装角的调整方法及计算口诀,借助于该口诀,能够方便地进行滚刀安装角大小计算及偏转方向确定,从而迅速进行滚刀安装。
关键词:滚刀;安装角;方法;口诀
在Y3150E型滚齿机上加工斜齿圆柱齿轮时,为了切出准确的齿形,应使滚刀和工件处于正确的“啮合”位置,即保证滚刀刀齿的排列方向与齿轮齿槽方向一致,从而加工出一定螺旋角的齿轮齿槽。
为此,在加工齿轮前须将滚刀轴线相对于齿轮顶面偏转一定的角度进行安装,该偏转角称为滚刀安装角,用δ表示。
滚刀安装角δ的大小和方向不仅与滚刀螺旋升角ω大小和方向有关,还与被加工齿轮的螺旋角β的大小和方向有关,这就给滚刀的实际调整安装带来了不便。
本人总结出“八字口诀”,来帮助滚刀的调整安装。
如图所示为滚切斜齿圆柱齿轮时滚刀轴线偏转情况,其安装角大小为:δ=β±ω(β>ω)
(a)右旋滚刀滚切右旋齿轮
(b)左旋滚刀滚切右旋齿轮
右旋滚刀滚切左旋齿轮
(d)左旋滚刀滚切左旋齿轮
滚切斜齿圆柱齿轮时滚刀的安装角
从图中不难看出,当滚刀的螺旋升角ω的旋向与齿轮螺旋角β的旋向相同时,滚刀安装角δ的大小为β-ω;当滚刀的螺旋升角ω的旋向与齿轮螺旋角β的旋向不同时,滚刀安装角δ的大小为β+ω。
滚刀安装角δ的偏转方向与被加工齿轮的旋向有关,当加工右旋齿轮时,滚刀逆时针偏转;当加工左旋齿轮时,滚刀顺时针偏转。
根据以上分析,可总结出如下口诀:“同减异加,右逆左顺。
”
同减异加:是指当滚刀的螺旋升角ω的旋向与齿轮的螺旋角β的旋向相同时,滚刀安装角计算公式取“-”号;当滚刀的螺旋升角ω的旋向与齿轮的螺旋角β的旋向不同时,滚刀安装角计算公式取“+”号。
右逆左顺:是指当加工右旋齿轮时,滚刀逆时针偏转安装角δ;加工左旋齿轮时,滚刀顺时针偏转安装角δ。
例如:用ω=2°的左旋滚刀加工β=20°的左旋齿轮时,则对照口诀用“同减”和“左顺”来确定。
即:滚刀的安装角大小为δ=β-ω=20°-2°=18°,方向为顺时针偏转。
又如:用ω=2°的左旋滚刀加工β=20°的右旋齿轮时,则对照口诀用:“异加”和“右逆”来计算和偏转。
即:滚刀的安装角大小为δ=β+ω=20°+2°=22°,方向为逆时针偏转。
加工直齿轮时,因β=0°,则滚刀安装角δ为:
δ=±ω
其偏转方向决定于滚刀的螺旋升角ω的旋向,即左旋时逆时针偏转ω,右旋时顺时针偏转ω,此时不必用以上口诀。