硬质合金物理性能检测共90页
- 格式:ppt
- 大小:7.76 MB
- 文档页数:90




木工刀具用硬质合金的硬度检测方法硬质合金的硬度检测方法硬质合金因其硬度较高,国家标准规定用洛氏和维氏法测定。
1. 硬质合金的洛氏硬度检测方法1)采用HRA标尺。
2)试样厚度不小于1.6 mm,表面粗糙Ra≤2μm,对烧结状态试样表面磨去厚度≮0.2 mm。
如系曲面,其曲率半径不得小于15 mm。
如曲率半径小于15 mm时,在试样上要制备至少有3 mm宽的检测平面。
试样平面应平行于支承面,平行度不大于0.1/10 mm。
3)硬度计读数精度能测到0.2 HRA或0.1 HRA。
用标准块检查,其示值误差应不超过±0.5 HRA。
4)检测时,控制主检测力应在6~8s内完成。
保持主检测力时间不超过2s,并在2s内卸除主检测力。
相邻两压痕中心距离及压痕中心距试样边缘不小于1.5 mm。
5)单个试样应至少检测3个或3个以上数据,硬度值修约参见下表。
硬质合金洛氏硬度值修约表计数精度修约到(压痕个数)3或4个大于4个0.2 HRC0.1 HRA 0.2 HRA0.1 HRA 0.1 HRA0.1 HRA2. 硬质合金的维氏硬度检测方法硬质合金的硬度一般应采用洛氏硬度A标尺检测,当制件或试样厚度小于1.6 mm时,可采用维氏法检测。
1)试样厚度应不小于1 mm。
表面磨去厚度2μm以上,如为曲面应加工出平面供检测。
2)硬度计应符合GB/T 4340.2—1999要求。
压痕对角线测量装置精度应满足:d<100μm为±0.2μm,100μm≤d<200μm为±0.1μm,推荐用294.2N(30 kgf),如试样厚度小于1 mm时,可用小于294.2N力值以下的检测力。
3)两相邻压痕中心距不小于3d,从压痕中心到试样边缘的距离应不小于2.5d。
3.碳化钨钢结硬质合金洛氏硬度检测方法1)采用HRC或HRA标尺检测。
2)试样厚度在退火状态不得小于1.5 mm,淬火或淬火后低温回火状态不得小于0.1 mm。
实验报告
课程名称:专业综合实验
专业:金属材料与热处理技术班级:金属101
姓名:
学号:
指导教师:
冶金工程学院
2012-2013学年第1学期
目录
实验一硬质合金矫顽磁力与硬度测定 (1)
实验二硬质合金宏观断口分析 (8)
实验三硬质合金金相试样制备 (13)
实验四硬质合金金相分析(一) (20)
实验五硬质合金金相分析(二) (28)
合金的比矫顽力与硬度的关系
图未压好
孔隙成为断裂源的几率最大,而夹杂物如Ca,Si
起断裂的重要因素。
要消除显微孔隙必须重视环境因素,防止灰尘的污染,严格控制制粉、
1 2 3
YG8×500
YG9C×500 YW2×500
操作情况
腐蚀3分钟后样品的显微结构腐蚀5分钟后样品的显微结构
腐蚀4分钟后样品的显微结构
可以综合采用一种通用性好的腐蚀方案:
18。
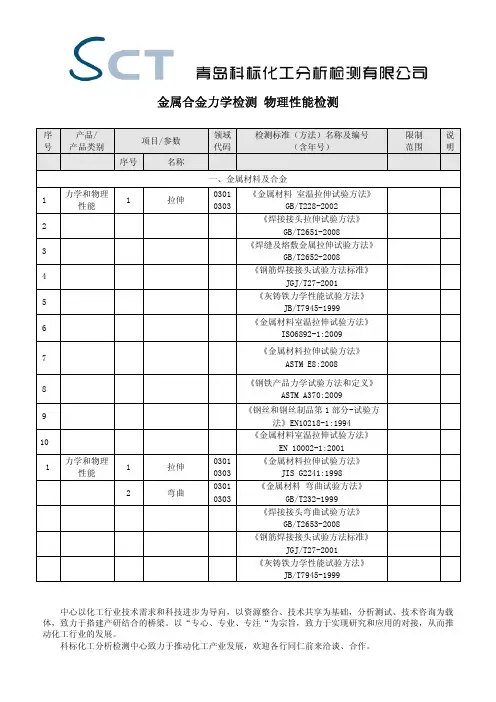
金属合金力学检测物理性能检测
中心以化工行业技术需求和科技进步为导向,以资源整合、技术共享为基础,分析测试、技术咨询为载体,致力于搭建产研结合的桥梁。
以“专心、专业、专注“为宗旨,致力于实现研究和应用的对接,从而推动化工行业的发展。
中心以化工行业技术需求和科技进步为导向,以资源整合、技术共享为基础,分析测试、技术咨询为载体,致力于搭建产研结合的桥梁。
以“专心、专业、专注“为宗旨,致力于实现研究和应用的对接,从而推
动化工行业的发展。
中心以化工行业技术需求和科技进步为导向,以资源整合、技术共享为基础,分析测试、技术咨询为载体,致力于搭建产研结合的桥梁。
以“专心、专业、专注“为宗旨,致力于实现研究和应用的对接,从而推
动化工行业的发展。
体,致力于搭建产研结合的桥梁。
以“专心、专业、专注“为宗旨,致力于实现研究和应用的对接,从而推动化工行业的发展。
动化工行业的发展。
中心以化工行业技术需求和科技进步为导向,以资源整合、技术共享为基础,分析测试、技术咨询为载体,致力于搭建产研结合的桥梁。
以“专心、专业、专注“为宗旨,致力于实现研究和应用的对接,从而推
动化工行业的发展。
硬质合金材料性能表征项介绍一、物理性能的检测项目:——矫顽磁力——钴磁——密度——硬度——抗弯强度二、组织结构的检测项目:——硬质相晶粒——显微组织——宏观结构三、物理性能与品质的关系◎矫顽磁力——间接反映合金内部硬质相晶粒大小◎钴磁——间接反映合金碳量控制◎密度——合金的化学成分及内部残余孔隙◎硬度——反映合金晶粒度大小及棒料的耐磨程度◎抗弯强度——整体体现棒料综合性能四、组织结构与品质的关系◎硬质相晶粒——反映晶粒度大小、分布情况◎显微组织——孔隙、石墨、η相、混料、晶粒异常、Co池以及由η相引起的WC-Co非正常结构(控制范围)如:孔隙A02 (A类孔隙:<10μm的孔隙)B00 (B类孔隙:10μm ~25μm的孔隙)η相E00(NaOH和K3Fe(CN)6溶液轻微腐蚀)非化合碳C00(抛光后100倍金相检测)◎宏观结构——孔洞(≥25μm)、裂纹、分层(不允许存在)1、密度(ISO 3369)密度是材料的质量与体积的比率,通常使用排水法进行测定。
密度在硬质合金工业中通常用于确定一个牌号成分的准确性。
与通常的理解不同的是,现代硬质合金的孔隙度水平不能用测量密度的方法来确定。
碳化钨(WC)的密度是15.7g/cm3,钴(Co)的密度是8.9g/cm3。
因此对于WC-Co牌号来说,随钴含量的增加,密度减小。
2、矫顽磁力(ISO3326)矫顽磁力是硬质合金中的粘结相磁化和去磁后在一个磁滞回线中的剩磁。
由于在碳化钨相平均晶粒尺寸和矫顽磁力之间有一个直接的关系,因此它在工业上是一种重要的无损试验方法。
碳化钨相越细,矫顽磁力值越高。
3、磁饱和钴是磁性的。
碳化钨晶体、立方碳化钨晶体(TiC,TaC,NbC,VC 等)是非磁性的。
因此如果一个牌号中的钴的磁饱和值被测定,然后与含纯钴的试样的对应值相比较,钴粘结相的合金化水平就可获得,这是因为与钴形成合金的元素英雄磁饱和值。
这个试验被用于确定对最佳碳含量的任何偏差,低的磁饱和和值表明碳含量/或碳化物相的存在,高的磁饱和和值表明游离碳或石墨相的存在。
说起硬质合金,在工矿企业工作过的人很容易联想到各种工具钢,这的确是最为常见的硬质合金。
硬质合金广泛地用于制作各种刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,在工业生产中可用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材及普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等不易加工的硬质材料。
硬质合金的定义是指由不易熔化的粘结金属及金属的硬质化合物经过冶金工艺制成的一种合金材料。
它具有硬度高、耐磨、耐热、耐腐蚀等特点,强度和韧性都比较好,尤其是它的高硬度和耐磨性,完全可以在500℃的高温下保持不变,甚至在1000℃时仍能保持很高的硬度。
现在的新型硬质合金刀具,其切削速度已经超过以往碳素钢的数百倍,被誉为“工业牙齿”,可制造各种切削工具、刀具、钻具和耐磨零部件,广泛应用于军工、航天航空、机械加工、冶金、石油钻井、矿山工具、电子通讯、建筑等各领域。
随着全球经济一体化的发展,各产业对硬质合金的市场需求不断增加,伴随而来是大家对硬质合金的检测需求也越来越多,下面简单介绍一下硬质合金检测的相关情况和检测方法:硬质合金的硬度检测现在一般都采用洛氏硬度计来进行,它可以简单方便地测试出HRA 硬度值。
这种硬度计分为便携式洛氏硬度计和台式洛氏硬度计两种,用户可根据不同条件选择使用。
洛氏硬度计的来历是这样的,1914年由美国人洛克威尔(S.P.RocKwell和H.M.RocKwell)提出了检测原理和方法,以后在1919年和1921年两次对硬度计的设计进行了改进,奠定了现代洛氏硬度计的基础。
到了1930年威尔逊(C.H Wilson)又进行了更新设计,使洛氏硬度检测方法和设备更趋完善,一直沿用至今。
现在我国已生产用数码管显示并自动打印的洛氏硬度计。
洛氏硬度检测方法的特点是操作简单,测量迅速,并可从百分表或光学投影屏或显示屏上直接读数。
我们通过硬度试验,可以准确掌握硬质合金材料在不同的化学成分、组织结构及热处理工艺条件下机械性能的差异,以便在硬质合金性能的检验、监督热处理工艺的正确性及新材料的研究上实现有效的控制。