第五章:数控机床的可编程控制器
- 格式:pptx
- 大小:2.21 MB
- 文档页数:40
《数控技术》自学指导书一、课程名称:数控技术二、自学学时:30课时三、教材名称:《数控技术》,赵玉刚宋现春编著,机械工业出版社四、课程简介:本课程是高等学校机械类专业学生必修的一门专业基础课程。
通过本课程的学习,使学生掌握现代数控技术的基本理论体系、方法和应用工具;具有综合运用所学知识,正确使用数控设备的能力;了解与本课程有关的机电一体化新技术及发展趋势;提高分析问题和动手动脑的综合能力;为学习其他有关课程和将来从事数控技术方面的工程设计与开发打好必要的基础。
本课程主要研究数控机床的工作原理、各组成部分及其在机械生产中的应用.基本教学内容有:数控技术概述、数控加工程序的编制、计算机数控装置、进给伺服系统、数控技术的发展、数控机床的故障诊断与维修等。
六、考核方式:开卷考试七、自学内容指导:第一章绪论1、本章内容概述:了解机床数控技术基本概念及其发展概况;掌握数控机床的工作流程、基本组成、工作原理、分类、特点和适用范围.2、自学学时安排:2学时3、知识点:概述、数控技术概念,数控机床概念。
数控机床的基本工作原理,数控机床的工作流程,数控机床的组成。
数控机床的特点,数控机床的适用范围。
点位、直线、轮廓控制数控机床概念,开环、闭环、半闭环数控机床概念,多轴联动数控机床的含义和实例。
4。
本章重点:点位、直线、轮廓控制数控机床概念,开环、闭环、半闭环数控机床概念,多轴联动数控机床的含义和实例.5。
习题1.数控机床是由哪几部分组成,它的工作流程是什么?2.按伺服系统的控制原理分类,分为哪几类数控机床?各有何特点?4.数控机床有哪些特点?3.什么是点位控制、直线控制、轮廓控制数控机床?三者如何区别?第二章数控机床的加工程序的编制1、本章内容概述:掌握数控编程基础知识;掌握常用G、M指令的编程方法;掌握数控编程的工艺处理原则;了解程序编制中的数学处理方法。
2、自学学时安排:103、知识点:数控编程基本概念,数控编程的一般步骤,数控编程代码的含义,手工编程和自动编程两种方法的异同数控机床的坐标系和坐标轴的确定,机床原点与机床坐标系,工件原点和工件坐标系,绝对坐标与相对坐标,尺寸设定单位,数控加工程序的结构常用的准备功能G指令(包括坐标系相关指令、运动方式相关指令、刀具补偿指令、子程序调用指令),常用的辅助功能M指令,F、S、T指令。
§4—5 可编程控制器(PLC)一、填空1、PLC控制系统,其控制作用是通过()来实现的。
2、PLC的输出部分的作用是()。
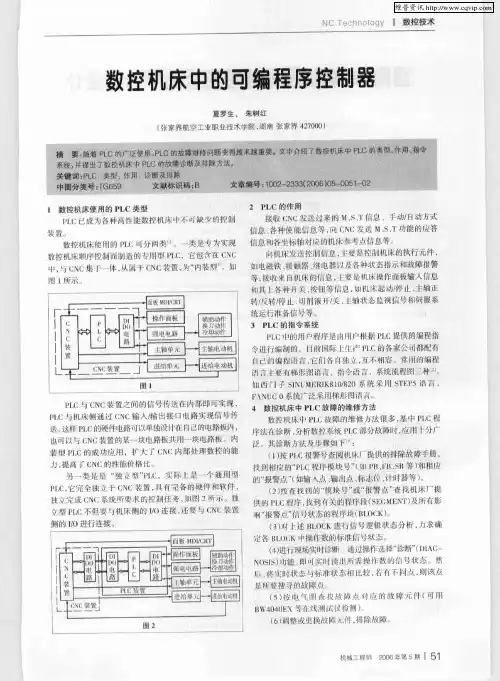
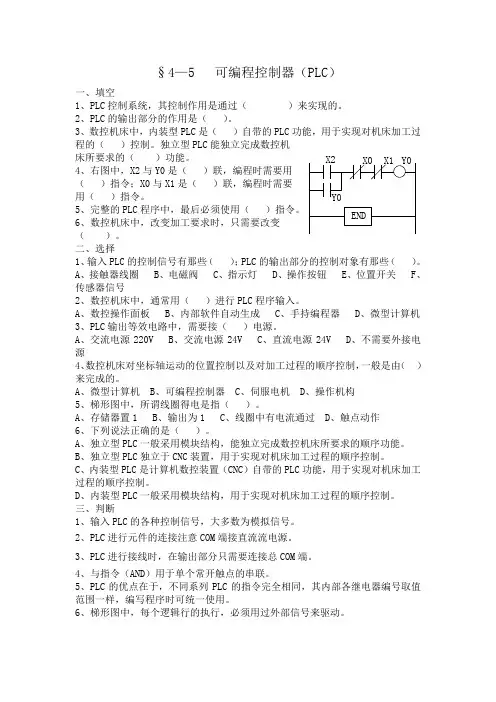
3、数控机床中,内装型PLC是()自带的PLC功能,用于实现对机床加工过程的()控制。
独立型PLC能独立完成数控机床所要求的()功能。
()指令;X0与X1是()联,编程时需要用()指令。
5、完整的PLC程序中,最后必须使用()指令。
6、数控机床中,改变加工要求时,只需要改变()。
二、选择1、输入PLC的控制信号有那些();PLC的输出部分的控制对象有那些()。
A、接触器线圈B、电磁阀C、指示灯D、操作按钮E、位置开关F、传感器信号2、数控机床中,通常用()进行PLC程序输入。
A、数控操作面板B、内部软件自动生成C、手持编程器D、微型计算机3、PLC输出等效电路中,需要接()电源。
A、交流电源220VB、交流电源24VC、直流电源24VD、不需要外接电源4、数控机床对坐标轴运动的位置控制以及对加工过程的顺序控制,一般是由()来完成的。
A、微型计算机B、可编程控制器C、伺服电机D、操作机构5、梯形图中,所谓线圈得电是指()。
A、存储器置1B、输出为1C、线圈中有电流通过D、触点动作6、下列说法正确的是()。
A、独立型PLC一般采用模块结构,能独立完成数控机床所要求的顺序功能。
B、独立型PLC独立于CNC装置,用于实现对机床加工过程的顺序控制。
C、内装型PLC是计算机数控装置(CNC)自带的PLC功能,用于实现对机床加工过程的顺序控制。
D、内装型PLC一般采用模块结构,用于实现对机床加工过程的顺序控制。
三、判断1、输入PLC的各种控制信号,大多数为模拟信号。
2、PLC进行元件的连接注意COM端接直流流电源。
3、PLC进行接线时,在输出部分只需要连接总COM端。
4、与指令(AND)用于单个常开触点的串联。
5、PLC的优点在于,不同系列PLC的指令完全相同,其内部各继电器编号取值范围一样,编写程序时可统一使用。
数控机床的可编程逻辑控制介绍数控机床是一种采用计算机数字控制技术控制工作过程的机床。
它通过预先编排好的程序,精确的控制工作过程,从而实现自动化加工。
在数控机床中,可编程逻辑控制(PLC)起着至关重要的作用。
本文将详细介绍数控机床的可编程逻辑控制原理和应用。
可编程逻辑控制(PLC)是一种数字化的控制系统,它通过可编程的存储器进行内部逻辑操作,实现对机床运行状态和工艺过程的控制。
PLC通过输入输出模块与机床连接,接收来自传感器和执行器的信号,根据预先编写的程序逻辑进行判断和控制,并通过输出模块反馈控制指令给机床。
PLC的程序是通过专门的编程软件编写的。
编程软件提供了各种指令,用于组成逻辑控制程序。
这些指令包括逻辑运算、数学运算、数据处理等,可以实现程序的灵活控制。
PLC的编程通常使用图形化的编程语言(如梯形图、功能块图等),这些语言直观且易于理解,有助于提高编程效率。
数控机床的PLC控制具有许多优点。
首先,PLC具有快速的响应速度和高效的计算能力,可以在毫秒级的时间内做出响应,并精确地控制机床运动。
其次,PLC系统可以灵活地进行程序的修改和调整,提高了加工过程的灵活性和生产效率。
此外,PLC系统具有良好的稳定性和可靠性,可以适应各种工作环境和工作负荷。
在数控机床的应用中,PLC控制可以实现多轴运动控制、加工路径规划、工艺参数的控制和监测等功能。
例如,在机床的X、Y、Z轴运动方向上,PLC可以精确地控制工件的位置和速度,实现自动化加工。
同时,PLC可以监测机床的工作状态,如温度、压力、润滑等参数,及时报警并采取相应的措施,确保机床的安全运行。
在数控机床领域,PLC的技术不断得到改进和创新。
如今,高性能的PLC系统已经能够实现多轴伺服控制、网络通信、故障诊断等功能。
该技术的发展也推动了数控机床行业的进步,提高了机床的精度、效率和稳定性。
总之,数控机床的可编程逻辑控制(PLC)是一种高效、灵活和可靠的控制方式。
数控机床电气控制第四讲:数控机床的可编程序控制器什么是数控机床的可编程序控制器数控机床的可编程序控制器是指采用数字信号进行控制的系统,包括硬件和软件,能够使数控机床的各种运动过程按照预先编制的程序自动化地进行。
这种控制器可以根据用户的需求进行编程,而且可以根据需要进行修改和升级。
可编程序控制器的工作原理可编程序控制器的工作原理主要分为三个部分,分别是控制系统、运动控制系统和人机交互系统。
控制系统控制系统是可编程序控制器的核心部分,它的主要作用是对整个数控机床进行控制和管理。
控制系统包括程序输入、程序处理、控制指令输出和状态显示等功能。
控制系统的程序输入可以通过键盘、磁盘等设备进行。
程序处理是指将输入的程序翻译成机器指令,并按照指令序列执行。
控制指令输出是将处理后的指令通过接口电路输出到各个执行单元。
状态显示是指通过LED显示器等设备显示当前系统的状态信息,如程序执行状态、加工时刻和设备故障等。
运动控制系统运动控制系统是指对数控机床运动进行控制的系统。
它主要包括两个部分,一是采集机床的实时位置信息,二是输出运动控制信号。
运动控制系统的位置信号可以通过各种类型的编码器、传感器等控制元件进行采集。
采集到的位置信息经过放大、比较等处理后,可以输出控制运动的信号,包括速度、加速度和位置等控制参数。
人机交互系统人机交互系统是指通过可编程序控制器和机床操作人员之间的交互。
它提供了一种友好的用户界面,使机床的操作人员能够方便地使用和操作控制系统。
人机交互系统包括显示器、键盘、指示灯等设备。
通过这些设备,操作人员可以输入程序、修改参数、查看运行状态和异常信息等。
可编程序控制器的优缺点优点1.数控机床的可编程序控制器可以实现对机床运动的自动化控制,提高了加工精度和加工效率。
2.可编程序控制器可以根据用户不同的需求进行编制、修改和升级。
用户不需要具备大量的机器知识,就可以实现对机床的控制。
3.可编程序控制器可以对加工过程进行实时监控和控制,减少了加工中的失误和重复操作。