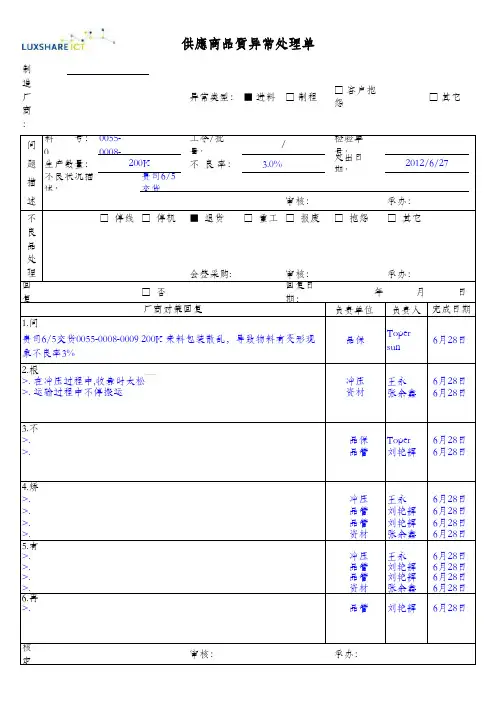
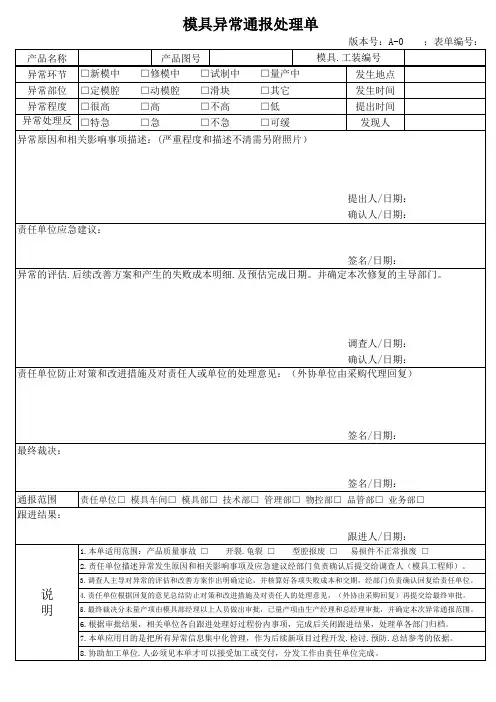
模具异常通报处理单
- 格式:xls
- 大小:25.00 KB
- 文档页数:1
关于模具的异常报告450-04-76模具用料POM该模具的76号产品粘模严重,并且脱模不顺;同时该产品的批锋较多,给正常生产带来一定的困难,其原因是该产品的后模省模不到位,;同时产品的筋位多,致使产品在脱模时有一定的困难,而该产品的批锋多是模具的滑块碰模不好而产生的批锋.建议解决方法:(1):把76号产品的后模重新省模并且在产品的边缘开多一个冷料孔其目的是让产品在脱模时后模无阻力,而冷料孔是铺助产品脱模.(2)关于产品的批锋多主要是模具制作时滑块与模具飞模不好,现在只能从新烧焊,再重新飞模以达到没有批锋的效果.(该模具省模.烧焊及重新飞模.加开冷料井所有费用累计¥2000元)450-04-19模具用料POM+GF10﹪该模具的前模漏水,致使前模无法装水生产,导致产品的生产周期严重延长;而后模冷却又不是很到位,同时19号产品的前端又无法通水,这样就导致了19号产品内部容易热收缩,出现在假缺胶现象;而打油生产是为了冷却模芯使产品不容易热收缩,给正常生产造成了极大的不便;同时也也给品质带来了隐患.建议解决方法:(1)查找前模漏水的原因,看是否有补救的方法,如果有补救的方法则从新钻运水道加强模具的冷却系统;如果品没有补救的方法则重新开前模;而后模也只能是加强产品的冷却系统,也得多开运水道,才能真正的使模具得到及时有效的冷却.(该模具前后模加开运水所需费用¥2500元,其中包括前模漏水的地方烧焊.飞模) 450-04-18-21模具用料PPS该模前后模都无运水,产品无法及时有效的冷却;使模具的温度降不下来,由于该料的性能和PA相近,产品需要及时有效的冷却,而该模具根本就没有冷却系统,使产品无法冷却,导致18号产品容易出现如拉高.变形.收缩等一系列的质量问题,同时又加长了产品的生产周期,质量也无法得到保证,模具在这次生产时模温一度达到了近200℃,完全造出了PPS料所需的模温;而18号产品的前端有缩水现象是前模排气不好,也和模具上没有冷却系统有很大的关连;而21号产品表面有明显的不平整现象是模具的滑块也不是很平整,使做出来的产品外观不光滑,并且也有热收缩现象,再者模具没有冷却水,如果大批量的生产很容易让模具的司同.顶针.滑块.顶板.导柱出现烧死.建议解决方法:(1)给模具加上冷却系统,让模具得到有效冷却(加开运水道),给18号产品的前模加开排气槽,让模具里面的气有地方排出去;关于21号产品表面不平整现象,可以将模具的两个滑块进行省模抛平整.模具加开运水以后能有效的让模具的司同.顶针.滑块.顶板.导柱得到有效的冷却,不容易出现烧死的情况.(该模具前后模全部加开运水以及21号产品的滑块.抛光.省模所的费用累计¥4500元)450-04-32模用用料POM由于该模具的制作工艺有一定的问题,模具无法试模,并且产品严重粘前模.建议解决方法:(1)将该模具的前模两个相件重新做.(由于该模具前模相件需重新设计制作,所用工艺非常复杂,其目的是保证产品能顺利的脱离前模,所需费用¥5500元)925-04-51模具用料PP51号产品批锋太多,并且产品批锋调机无改善,即使让员工加工也无法达到正常的品质标准,给生产带来极大的不便.建议解决方法:(1)将该产品的模芯烧焊,然后进行飞模,以达到没有批锋的效果.(模具烧焊.飞模¥1500元)925-04-81-80-84-85模具用料ABS该模具已出现严重拉伤,影响到产品质量以及模具的使用寿命,同时产品的分型线已出现拉伤并且产品已出批锋,无法人为有效的去加工,并且在产品电镀以后容易出现严重的外观问题,使产品质量无法保证同时生产周期也延长.建议解决方法:将模具凡是拉伤的地方全部烧焊,再进行飞模,以确保产品质量和模具使用寿命都有保障.(由于该模具是特大维修前后模,需要前后拉伤的地方全部烧焊,同时也涉及到打火花.省模.抛光.重新抄数,累计所需费用¥6500元)450-04-36-25模具用料ABS该模具的弹簧力度不够,无法让顶板得到有力的回位;如果顶板不及时回位容易出现模具顶针的拉伤以及扁顶容易断裂,影响模具的使用寿命.建议解决方法:(1)把该模具的弹簧更换或加多弹簧,以达到顶板能及时回位的效果,同时模具在这次试模的时候扁顶以经断裂,需要更换。
A/0 NO:模具名称模具编号适用产品名称/图号修模类型★ 模具维修/修改定性:□ 客户原因导致模具的非故障修改█内部原因导致模具的非故障修改□ 模具自然损坏,不予追究责任□ 人为原因造成模具损坏,责任人为:日期:日期:日期:□ 清点库存产品数量,同客户沟通,库存产品消耗完后自然切换。
□ 不同意新开模具(备模),请将现有模具修复后继续投产;理由如下:总经理:填表说明:1)当涉及模具损坏赔偿时,应由车间主任报告责任人,由生产经理按公司相关规定执行处罚。
下图所示R0.3±0.1尺寸小(实际:0.1~0.18之间)生产车间主任:项目工程师:质量工程师:5、库存状态及处理方案:申请部门: 质量部申请人:3、模具车间修模结论:□ 模具故障已经修复,且已经生产车间试模确认合格后正常投产。
(适用于对量产模具的故障维修)□ 清点库存产品数量,同客户沟通,库存产品做报废处理。
(报废处理理由、产生的费用等需明确)理由如下:□ 模具已经修改完毕,且经试模确认合格。
(适用于对量产模具非故障修改)详见:“试模记录”、“产品全尺寸检验记录”(必须附于本报告之后)。
□ 已无法修改/修复或存在重大缺陷,建议重新开模(或开备模),理由如下:4、模具报废/重新开模审批:□ 同意新开模具(备模),相应的“模具指令单”将于 年 月 日下达模具车间执行。
会签:会签:具体修模原因陈述:(属于故障维修时,必须提供不合格品样件)需要修改的项目描述修改后的状态模具改模/修模通知模具报修日期: 年 月 日XX/QP24-QR35 □ 批量投产后的模具故障修复 █ 正式批量投产后的模具更改(模具结构不合理或客户提出修模要求)主送部门/负责人:模具部/XXX抄送部门/负责人:项目部/XXX 技术部/XXX 生产部/XXX 该大孔孔边缘R 角尺寸偏小,要求0.3±0.1(实际0.1~0.18)。
操作员 部 门 日 期 规 格
数 量 机台号 异常描述
处理方式
处 理 结 果
本人签字 主 管 日 期
操作员 部 门
日 期
规 格
数 量 机台号 异常描述
处理方式
处 理 结 果
本人签字 主 管 日 期
操作员 部 门 日 期 规 格
数 量 机台号 异常描述
处理方式
处 理 结 果
本人签字 主 管 日 期
内部异常确认处理单
20 年 月 日
20 年 月 日
20 年 月 日
备注:处理目的是减少损坏报废,杜绝同类不良问题多次发生,尽量不以扣除奖金为前提,让责任人进行返工! 处理结果与当月绩效挂钩,每月汇总。
如对处理结果有疑问,可联系部门主管提出申诉。
内部异常确认处理单
内部异常确认处理单
备注:处理目的是减少损坏报废,杜绝同类不良问题多次发生,尽量不以扣除奖金为前提,让责任人进行返工! 处理结果与当月绩效挂钩,每月汇总。
如对处理结果有疑问,可联系部门主管提出申诉。
备注:处理目的是减少损坏报废,杜绝同类不良问题多次发生,尽量不以扣除奖金为前提,让责任人进行返工! 处理结果与当月绩效挂钩,每月汇总。
如对处理结果有疑问,可联系部门主管提出申诉。
20 年 月 日
20 年 月 日
20 年 月 日
20 年 月 日
20 年 月 日
20 年 月 日。