焊工焊绩记录表
- 格式:docx
- 大小:6.74 KB
- 文档页数:1
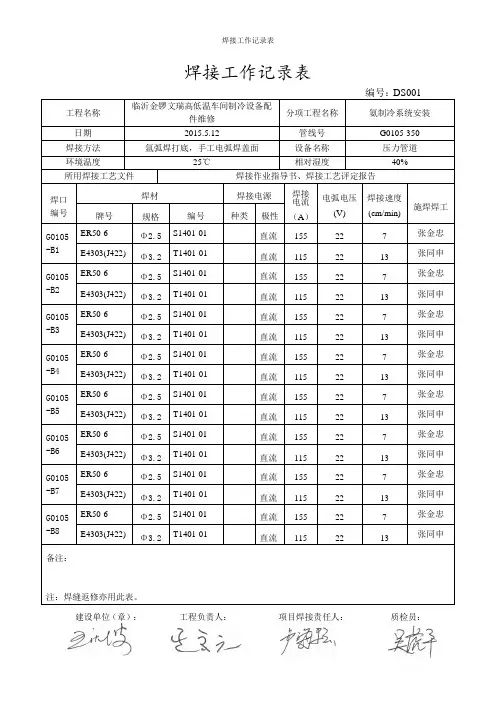
工程名称临沂金锣文瑞高低温车间制冷设备配件维修分项工程名称氨制冷系统安装日期2015.5.12 管线号G0105-350 焊接方法氩弧焊打底,手工电弧焊盖面设备名称压力管道环境温度25℃相对湿度40%所用焊接工艺文件焊接作业指导书、焊接工艺评定报告焊口编号焊材焊接电源焊接电流(A)电弧电压(V)焊接速度(cm/min)施焊焊工牌号规格编号种类极性G0105 -B1 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B2 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B3 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B4 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B5 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B6 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B7 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申G0105 -B8 ER50-6 Φ2.5S1401-01 直流155 22 7 张金忠E4303(J422) Φ3.2T1401-01 直流115 22 13 张同申备注:注:焊缝返修亦用此表。
焊接记录表格范本
焊接记录表格范本
项目名称:XXXXX工程
焊接记录表
焊接件名称:
焊接材料规格:
焊接方式:
焊接电流/电压:
焊接日期:
次数
焊缝号
焊接位置
焊接工艺
焊接材料
焊接电流/电压
电极型号及直径
焊接后尺寸(检测前)
焊接后尺寸(检测后)
焊工编号及签名
说明:
1. 每条焊缝都需要填写焊接记录表,冠以相同的焊接件名称。
2. 焊接位置要详细的表明,不允许有遗漏。
3. 焊接工艺应当按照设计要求来选择,并注明工艺名称。
(例如:手工电弧焊、埋弧焊、气保焊等)
4. 焊接电流/电压需严格按照工艺数据来设置,不得超过工艺文书规定的范围。
5. 电极型号及直径应根据工艺文书中规定的内容来选用,一旦选择即不能随意更改。
6. 检测前和检测后的焊接后尺寸需要详细记录,并用尺子进行测量。
7. 焊接后,需让焊工在规定的栏位中签字,以便于追溯。
采购商签署:_____________________ 日期:
_______________________
质检员签署:_____________________ 日期:
_______________________
焊工签署:_____________________ 日期:
_______________________。
特种设备焊接操作人员焊绩记录表单位: (公章)焊工姓名: 《特种设备作业人员证》编号:焊接检验员: 焊接责任工程师:日期:日期:共页第页备注:焊工焊绩记录表每半年提交一次。
根据TSG特种设备安全技术规范TSD Z6002-2010《特种设备焊接操作人员考核细则》(特种设备作业人员证)每四年复审一次。
第二十四条《特种设备作业人员证》每四年复审一次首次取得的合格项目在第一次复审时,需要重新进行考试;在第二次以后(含第二次)复审时,需要在合格项目范围内抽考。
第二十五条持证焊工应当在期满3个月前,将复审申请资料提交给原考试机构,委托焊工考试机构统一向发证机关提出复审申请;焊工个人也可以将复审申请资料直接提交原发证机关,申请复审。
跨地区作业的焊工,可以向作业所在地的发证机关申请复审。
第二十六条申请复审时,持证焊工应当提交以下资料: (一)《特种设备焊接操作人员复审申请表》(见附件G,1份);(二)《特种设备作业人员证》(原件);(三)《特种设备焊工焊绩记录表》(见附件H,1份);(四)《特种设备焊工考试基本情况表》(见附件D,1份);(五)焊接操作技能考试检验记录表(适用于重新考试或抽考的焊工,1份);(六)医疗卫生机构出具含有视力、色盲等内容的身体健康证明(原件)。
《特种设备焊接操作人员复审申请表》由用人单位(或者考试机构)签署意见,明确申请人经过安全教育和培训的内容和课时,有无违规、违法等不良记录。
第二十七条复审时,满足以下所有要求的为复审合格: (一)提交的复审申请资料真实齐全;(二)年龄不超过55周岁(超过55岁的按照本细则第二十九条要求)的;(三)没有因违反工艺纪律以致发生重大质量事故;(四)重新考试合格的项目或者按照本细则附件A的A8,附件B的B7抽考合格的项目。
第二十八条发证机关应当在5个工作日内对复审资料进行审查,或者告知申请人补正申请资料,并且做出是否受理的决定。
能够当场审查的,应当场办理。


给
予每2.按
时上3.1
能严焊接组操作员绩效考核记录表
考核细则
操作员: 年 月
1.能保质保量按时完成上级交给的生产任务给予满分,能在技术革新提高生产效率给予加10分;因设备或者待料没完成生产任务不予扣分,在没有任何异常不能按时生产任务者
私自处理的第一次给予扣除10分 第二次扣除全部得分,情节严重者给予处罚。
3.2所有焊接产品需严格按照制定焊接参数调整设备,并且要做破坏性测试合格方可生产给予满分;如没有按照制定好参数生产给予扣除全部得分,造成不良由个人承担费用
4.能严格按照设备和焊接治具保养规范保养,模具生产完毕要对治具要进行防锈处理 对设备要按照 日 周 月保养要求进行保养者给予满分;否则给予扣除全部得分第二次。