百分表测量头分类与应用
- 格式:ppt
- 大小:657.00 KB
- 文档页数:9

百分表的使用方法和读数方法【实用版4篇】目录(篇1)1.百分表的简介与用途2.百分表的使用方法2.1 装夹百分表2.2 调整百分表2.3 测量工件3.百分表的读数方法3.1 读取小指针和大指针的刻度线3.2 计算测量值正文(篇1)百分表是一种精度较高的比较量具,主要用于检测工件的形状和位置误差等。
在使用百分表进行测量之前,需要了解其使用方法和读数方法。
接下来,我们将详细介绍百分表的使用方法和读数方法。
一、百分表的使用方法1.装夹百分表在使用百分表时,首先要将其装夹在专用表架或其他牢靠的支架上。
切勿贪图方便将百分表随便卡在不稳固的地方,这样会导致测量结果不准确,甚至可能损坏百分表。
2.调整百分表将百分表装夹在表架上后,可以随意调节其在表架上的上下、前后位置。
在使用前,需要调整百分表的触头,使其垂直于被检测的工件表面。
此外,还需确保测量杆有一定的初始测量压力,即在测头与工件表面接触时,测量杆应有 0.3~1mm 的压缩量。
3.测量工件在测量工件时,应先将工件调整到合适的位置,然后轻轻提起测量杆,使测头与工件接触。
在接触过程中,避免产生瞬时冲击力,以免影响测量结果。
测量时,需要注意保持测头与工件的接触稳定,避免工件的形状和位置发生改变。
二、百分表的读数方法1.读取小指针和大指针的刻度线在读取百分表的数值时,首先要读取小指针转过的刻度线(即毫米整数),然后再读取大指针转过的刻度线(即小数部分),并乘以 0.01。
2.计算测量值将小指针和大指针的刻度线数值相加,即可得到所测量的数值。
例如,如果小指针转过的刻度线为 0mm,大指针转过的刻度线为 0.87mm,那么测量值为 0.87mm。
通过以上方法,您可以熟练地使用百分表进行测量和读数。
目录(篇2)1.引言2.百分表的结构和原理3.百分表的使用方法3.1 选择合适的百分表3.2 安装百分表3.3 操作百分表4.百分表的读数方法4.1 读取固定刻度4.2 读取移动刻度4.3 读取总刻度5.结论正文(篇2)【引言】百分表是一种常用的测量工具,主要用于测量物体的长度、厚度、宽度等尺寸。
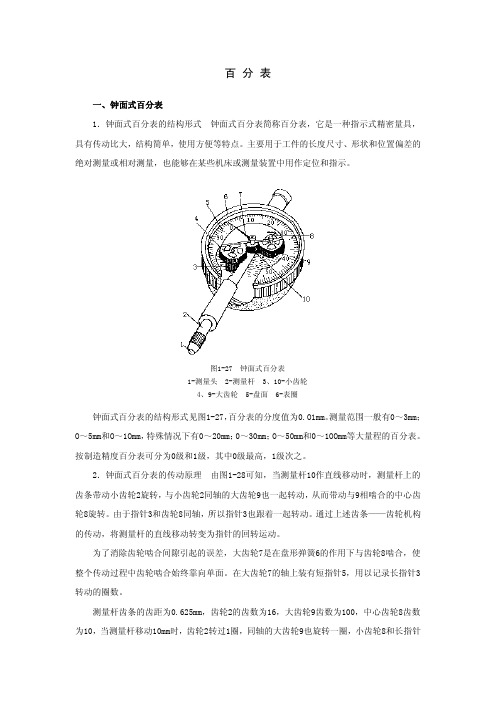
百分表一、钟面式百分表1.钟面式百分表的结构形式 钟面式百分表简称百分表,它是一种指示式精密量具,具有传动比大,结构简单,使用方便等特点。
主要用于工件的长度尺寸、形状和位置偏差的绝对测量或相对测量,也能够在某些机床或测量装置中用作定位和指示。
图1-27 钟面式百分表1-测量头 2-测量杆 3、10-小齿轮4、9-大齿轮 5-盘面 6-表圈钟面式百分表的结构形式见图1-27,百分表的分度值为0.O1mm。
测量范围一般有0~3mm;O~5mm和O~1Omm,特殊情况下有0~20mm;0~30mm;O~50mm和0~1OOmm等大量程的百分表。
按制造精度百分表可分为0级和1级,其中0级最高,1级次之。
2.钟面式百分表的传动原理 由图1-28可知,当测量杆10作直线移动时,测量杆上的齿条带动小齿轮2旋转,与小齿轮2同轴的大齿轮9也一起转动,从而带动与9相啮合的中心齿轮8旋转。
由于指针3和齿轮8同轴,所以指针3也跟着一起转动。
通过上述齿条——齿轮机构的传动,将测量杆的直线移动转变为指针的回转运动。
为了消除齿轮啮合间隙引起的误差,大齿轮7是在盘形弹簧6的作用下与齿轮8啮合,使整个传动过程中齿轮啮合始终靠向单面。
在大齿轮7的轴上装有短指针5,用以记录长指针3转动的圈数。
测量杆齿条的齿距为0.625mm,齿轮2的齿数为16,大齿轮9齿数为100,中心齿轮8齿数为10,当测量杆移动10mm时,齿轮2转过1圈,同轴的大齿轮9也旋转一圈,小齿轮8和长指针3则转过10圈,若测量杆上升1mm,长指针则转1圈。
由于百分表的表盘4上有100等分刻线,因此,当测量杆移动0.01mm时,长指针3转过1格。
由此可见,钟面式百分表的传动机构能将测杆的微小位移进行放大,这给读数带来很大的方便。
图1-28 钟面式百分表的传动原理1-拉伸弹簧2-小齿轮3-长指针4-表盘5-短指针6-盘形弹簧7、9-大齿轮8-中心齿轮 10-测量杆3.钟面式百分表的使用与维护(1)钟面式百分表的使用方法1)应按被测工件的尺寸和精度要求选用合适的百分表。


百分表原理及其使用方法胡超摘要:百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对数值,主要用于测量形状和位置误差,也可用于机床上安装工件时的精密找正。
在我们的生产设备检修、安装和调试过程中,应用比较广泛。
在此,本文将对其结构原理及使用方法给予概述。
关键词:百分表结构原理使用注意事项1、百分表应用范围及结构原理1.1 百分表的应用范围百分表是利用齿条齿轮或杠杆齿轮传动,将测杆的直线位移变为指针的角位移的计量器具。
适用于尺寸精度为IT6~IT8级零件的校正和检验,按其制造精度,可分为0级、1级、2级三种,0级精度较高。
百分表的读数准确度为0.01mm,测量范围为0-3、0-5、0-10mm。
使用时,应按照零件的形状和精度要求,选用合适的百分表精度等级和测量范围。
1.2 结构原理百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对数值,主要用于测量形状和位置误差,也可用于机床上安装工件时的精密找正。
百分表的结构原理如图1所示。
当测量杆1向上或向下移动1mm 时,通过齿轮传动系统带动大指针5转一圈,小指针7转一格。
刻度盘在圆周上有100个等分格,各格的读数值为0.01mm。
小指针每格读数为l mm。
测量时指针读数的变动量即为尺寸变化量。
刻度盘可以转动,以便测量时大指针对准零刻线。
图11.3 读数方法百分表的读数方法为:先读小指针转过的刻度线(即毫米整数),再读大指针转过的刻度线(即小数部分),并乘以0.01,然后两者相加,即得到所测量的数值。
2、百分表的使用与注意事项2.1 百分表的使用百分表常装在表架上使用。
常用表架有:万能表架、磁性表架和普通表架,如图2所示。
百分表可用来精确测量零件圆度、圆跳动、平面度、平行度和直线度等形位误差,也可用来找正工件。
图22.2 注意事项➢使用前,应检查测量杆活动的灵活性。
即轻轻推动测量杆时,测量杆在套筒内的移动要灵活,没有任何轧卡现象,每次手松开后,指针能回到原来的刻度位置。

百分表使用方法及注意事项一.使用前的准备工作1.按所测量工件的尺寸范围,选择测量方位合适的百分表。
2.检验百分表的灵敏程度,左手托住表的后部,度盘向前用眼观看,右手拇指轻推表的测头,实验量杆移动是否灵活。
二.使用方法1. 装夹:先把表夹在表架或专用支架上,所夹部位应尽量靠近下轴套根部(不影响旋动表圈),夹牢即可,不可夹得过紧,带耳环后盖需将表支架夹在带耳环后盖φ6.5孔中。
2. 校对零位:校对零位两种方法1)、旋转表的外圈,使度盘“0”对准指针。
2)、轻轻敲打表架的悬臂,使其升起或下降,通过升降量杆的压缩量,这等于旋转表指针去对准度盘的“0”位。
校对零位时,应使表的测头对好基准面,并使指针有0.3-1.0mm的压缩量,再紧住表。
对好零位后,应反复几次提落防尘帽(升落1-2mm左右),待针位稳定后方可旋转外圈对零,对零后还要反复见表的稳定性,直到针位既稳又准,方可使用。
3.测量测平面时,应使表的量杆轴线与所测表面垂直;测量圆柱体时,量杆轴线应通过工件中心并与母线垂直。
测量过程中,大小指针都在转动,分度值位0.01mm,大针每转一格位0.01mm,大指针转一圈,测量时,应记住大小指针的起始值,待测量后所测取值再减去起始值,看读书时,实现应垂直于度盘看指针位置,以防出现视差。
如果指针停在刻线之间,可以估读,估读到千分位。
如需读取公差范围,可使用带公差指针的挡圈的百分表。
检测室,可将两个公差指针挡圈分别转至所需公差即可。
三.注意事项1.不能用表去测量表面粗糙度的毛坯工件或者凹凸变化量很大的工件,防止过早损坏表的零件,使用中应避免量杆过多的做无效的运动,以防加快传动件的磨损。
2.测量时,量杆的移动不宜过大,更不可超过它的量程终止端,绝对不可敲打表的任何部位,乙方损坏表的零件。
3.不要无故拆卸表内零件,不许将表浸放在冷却液或其他液体内使用。
4.百分表使用后,要擦净装盒,不能任意涂擦油类,以防粘上灰尘影响灵活性。
目录• 1 基本结构• 2 测量原理• 3 读数方法• 4 测量方法• 5 使用方法•内径百分表 - 基本结构内径百分表内径百分表测量架的内部结构,在三通管3的一端装着活动测量头,另一端装着可换测量头,垂直管口一端,通过连杆装有百分表。
活动测头的移动,使传动杠杆回转,通过活动杆,推动百分表的测量杆,使百分表指针产生回转。
由于杠杆的两侧触点是等距离的,当活动测头移动1mm时,活动杆也移动1mm,推动百分表指针回转一圈。
所以,活动测头的移动量,可以在百分表上读出来。
两触点量具在测量内径时,不容易找正孔的直径方向,定心护桥和弹簧就起了一个帮助找正直径位置的作用,使内径百分表的两个测量头正好在内孔直径的两端。
活动测头的测量压力由活动杆上的弹簧控制,保证测量压力一致。
内径百分表活动测头的移动量,小尺寸的只有0~1mm,大尺寸的可有0~3mm,它的测量范围是由更换或调整可换测头的长度来达到的。
因此,每个内径百分表都附有成套的可换测头。
国产内径百分表的读数值为0.01mm,测量范围有 10~18;18~35;35~50;50~内径百分表 - 测量原理用内径百分表测量内径是一种比较量法,测量前应根据被测孔径的大小,在专用的环规或百分尺上调整好尺寸后才能使用。
调整内径百分尺的尺寸时,选用可换测头的长度及其伸出的距离 (大尺寸内径百分表的可换测头,是用螺纹旋上去的,故可调整伸出的距离,小尺寸的不能调整 ),应使被测尺寸在活动测头总移动量的中间位置。
内径百分表的示值误差比较大,如测量范围为35~50mm的,示值误差为±0.015mm。
为此,使用时应当经常的在专用环规或百分尺上校对尺寸(习惯上称校对零位),必要时可由块规附件装夹好的块规组上校对零位,并增加测量次数,以便提高测量精度。
内径百分表的指针摆动读数,刻度盘上每一格为0.01mm,盘上刻有100格,即指针每转一圈为1mm。
内径百分表 - 读数方法1、百分表圆表盘刻度为100,长指针在圆表盘上转动一格为0.01毫米,转动一圈为1毫米;小指针偏动一格为1毫米。