Y3150E型滚齿机中M1和M2作用
- 格式:docx
- 大小:96.63 KB
- 文档页数:2
YM3150E使用说明书第Ⅰ分册第1 页前言1. 摘要本机床使用说明书由两册组成:第Ⅰ分册:机械、液压部分第Ⅱ分册:电气部分本说明书为第Ⅰ分册,提供关于Y3150E、YM3150E 滚齿机的规格、性能、操作的知识。
提供安全操作滚齿机需要的操作和保养方面的知识。
在使用机床前必须认真阅读。
本说明书为Y3150E、YM3150E 共用,由于两种机床的分齿运动及进给运动有部份参数和调整公式不同,以括号[ ]内数值表示YM3150E 的参数或公式,加以区别。
国外用户订购英制随机附件时,滚刀心轴规格以装箱单为准。
给用英制标尺和刻度盘时,滚刀轴心线与工作台轴线有效中心距最小为1.2英寸,最大为15 英寸。
径向进给手柄1 转,径向移动0.1 英寸,刻度盘上每小格刻度值为0.001 英寸。
机床及其配套件都在不断的改进之中,只有随机所附的技术资料才能保证其正确性。
请务必在仔细阅读本说明书后,方允许开动机床。
由于错误操作和未按操作规则而引起的机床损坏,我方不承担任何责任。
如果本说明书中列有用户未订购的特殊部件,是由于说明书结构方面的原因,我们不可能把他们从中去掉。
用户不得因此要求我方另外免费供货。
机床不能同时达到所有规格参数极限,如果您需要在极限状态下使用,请选用其他规格或型号的机床。
机床到达用户所在地开箱时,请按随机附给的《装箱单》内容清点,如与《装箱单》内容或技术协议书要求的内容有差错,请及时与我厂联系。
共2 页Y3150EYM3150E使用说明书第Ⅰ分册第2 页本机床系列资料是供操作者及机床维修人员使用的,请注意保存、保密。
机床在工作中,若出现常见故障,请按本资料后面章节介绍的方法加以分析、排除。
若有无法理解或无法解除的故障,请及时与我厂取得联系,我们将给予大力支持。
重庆机床(集团)有限责任公司地址:重庆市巴南区道角邮编:400055电话:( 023)62555290(023)62551452警告在读懂本说明书之前禁止开启、操作及维修机床。

机电液控制系统设计题目:Y3150E型滚齿机课程设计专业:xxxx班级:xxxx学号:xxxx姓名:xxx指导教师:xxxx2019,01,09一:本次课程设计要求:1了解设计对象的基本功能与主要结构。
2了解设计对象的运动形式与控制要求。
3电气控制线路设计:绘制主电路,控制电路,辅助电路图。
电气元件选择并给出元件明细表。
4用PLC对控制线路改造:选择PLC型号。
PLC输入输出分配表(即I/O地址分配表)。
PLC控制输入输出接线图。
设计控制系统梯形图并写出语句表。
梯形图调试。
二:PLC系统总体设计方案概述完成一个改造设计的前提是对需改造对象性能的全面掌握,了解改造前设备存在的问题从而确定改造中需要解决的问题,确定改造目标后再进行系统的设计。
传统滚齿机的类型较多,控制电路各不相同,但都存在相同的问题,即利用齿轮挂箱实现各运动部件的转速控制和联动。
过长的传动链是导致产品加工精度低的主要原因。
这里先对先对Y3150E型滚齿机做简单电路分析,以明确滚齿机的基本工作原理。
Y3150E型滚齿机的电气控制线路图如下图2.1所示:2.1主电路:主电路共有四台电动机,其中M2是主轴电动机,利用KM2与KM3实现正反转控制。
KM2吸合电机MI正传时实施进给加工,KM3吸合M1反转时进行退刀。
轴向快速运动电;机由接触器KM5、KM6实现正、反转控制。
液压泵电机由接触器KM1控制。
主轴的运转利用齿轮挂箱可带得刀具高速旋转和刀具的横向进给,加工不同工件时应按要求选择不同的齿轮挂箱,利用齿轮传动实现各主轴转速调节和转速联动;M3是冷却泵电动机,只要求单向旋转;冷却泵电机M3由KM4控制,即KM4吸合则M3工作。
但要注意的是M2必须在M1电动机工作后才能启动,为顺序控制。
M1/M2要进行长时间工作,所以都装有过载保护。
整个线路由一组总熔断器做短路保护。
2.2控制电路:(1)液压泵控制总开关SA1闭合,为控制电路接通做好准备,同时接通接触器KM1线圈电路,KM1得电:液压泵电动机M1主电路闭合工作,为液压系统提供压力油,为传动元件提供润滑油,保证旋转元件在工作之前得到充分的润滑。
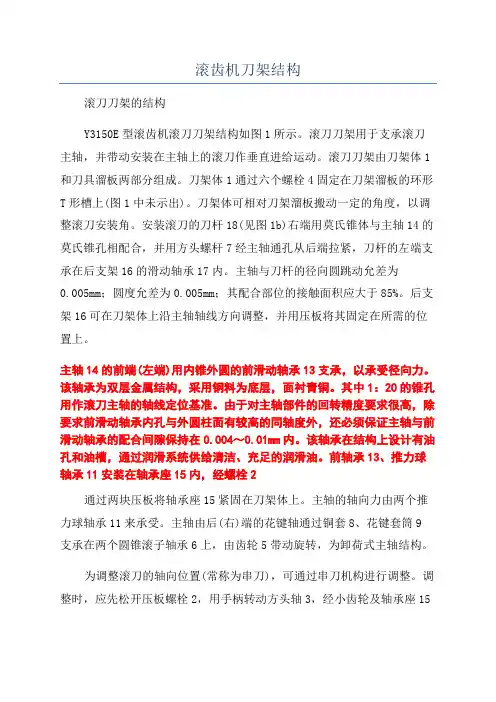
滚齿机刀架结构滚刀刀架的结构Y3150E型滚齿机滚刀刀架结构如图1所示。
滚刀刀架用于支承滚刀主轴,并带动安装在主轴上的滚刀作垂直进给运动。
滚刀刀架由刀架体1和刀具溜板两部分组成。
刀架体1通过六个螺栓4固定在刀架溜板的环形T形槽上(图1中未示出)。
刀架体可相对刀架溜板搬动一定的角度,以调整滚刀安装角。
安装滚刀的刀杆18(见图1b)右端用莫氏锥体与主轴14的莫氏锥孔相配合,并用方头螺杆7经主轴通孔从后端拉紧,刀杆的左端支承在后支架16的滑动轴承17内。
主轴与刀杆的径向圆跳动允差为0.005mm;圆度允差为0.005mm;其配合部位的接触面积应大于85%。
后支架16可在刀架体上沿主轴轴线方向调整,并用压板将其固定在所需的位置上。
主轴14的前端(左端)用内锥外圆的前滑动轴承13支承,以承受径向力。
该轴承为双层金属结构,采用钢料为底层,面衬青铜。
其中1:20的锥孔用作滚刀主轴的轴线定位基准。
由于对主轴部件的回转精度要求很高,除要求前滑动轴承内孔与外圆柱面有较高的同轴度外,还必须保证主轴与前滑动轴承的配合间隙保持在0.004~0.01mm内。
该轴承在结构上设计有油孔和油槽,通过润滑系统供给清洁、充足的润滑油。
前轴承13、推力球轴承11安装在轴承座15内,经螺栓2通过两块压板将轴承座15紧固在刀架体上。
主轴的轴向力由两个推力球轴承11来承受。
主轴由后(右)端的花键轴通过铜套8、花键套筒9支承在两个圆锥滚子轴承6上,由齿轮5带动旋转,为卸荷式主轴结构。
为调整滚刀的轴向位置(常称为串刀),可通过串刀机构进行调整。
调整时,应先松开压板螺栓2,用手柄转动方头轴3,经小齿轮及轴承座15上的齿条,带动轴承座15、滚刀主轴一起轴向移动。
调整合适后,应将压板螺栓拧紧。
2滚刀架的常见故障及排除方法滚齿机经长期使用后,滚刀架部件容易出现主轴径向圆跳动和轴向窜动超差、后支架与主轴同轴度误差增大等故障。
其主要原因是主轴与滚刀刀杆磨损,前滑动轴承13、后支架滑动轴承17及铜套8磨损所致。
YM3150E使用说明书第Ⅰ分册第1 页前言1. 摘要本机床使用说明书由两册组成:第Ⅰ分册:机械、液压部分第Ⅱ分册:电气部分本说明书为第Ⅰ分册,提供关于Y3150E、YM3150E 滚齿机的规格、性能、操作的知识。
提供安全操作滚齿机需要的操作和保养方面的知识。
在使用机床前必须认真阅读。
本说明书为Y3150E、YM3150E 共用,由于两种机床的分齿运动及进给运动有部份参数和调整公式不同,以括号[ ]内数值表示YM3150E 的参数或公式,加以区别。
国外用户订购英制随机附件时,滚刀心轴规格以装箱单为准。
给用英制标尺和刻度盘时,滚刀轴心线与工作台轴线有效中心距最小为1.2英寸,最大为15 英寸。
径向进给手柄1 转,径向移动0.1 英寸,刻度盘上每小格刻度值为0.001 英寸。
机床及其配套件都在不断的改进之中,只有随机所附的技术资料才能保证其正确性。
请务必在仔细阅读本说明书后,方允许开动机床。
由于错误操作和未按操作规则而引起的机床损坏,我方不承担任何责任。
如果本说明书中列有用户未订购的特殊部件,是由于说明书结构方面的原因,我们不可能把他们从中去掉。
用户不得因此要求我方另外免费供货。
机床不能同时达到所有规格参数极限,如果您需要在极限状态下使用,请选用其他规格或型号的机床。
机床到达用户所在地开箱时,请按随机附给的《装箱单》内容清点,如与《装箱单》内容或技术协议书要求的内容有差错,请及时与我厂联系。
共2 页Y3150EYM3150E使用说明书第Ⅰ分册第2 页本机床系列资料是供操作者及机床维修人员使用的,请注意保存、保密。
机床在工作中,若出现常见故障,请按本资料后面章节介绍的方法加以分析、排除。
若有无法理解或无法解除的故障,请及时与我厂取得联系,我们将给予大力支持。
重庆机床(集团)有限责任公司地址:重庆市巴南区道角邮编:400055电话:( 023)62555290(023)62551452警告在读懂本说明书之前禁止开启、操作及维修机床。
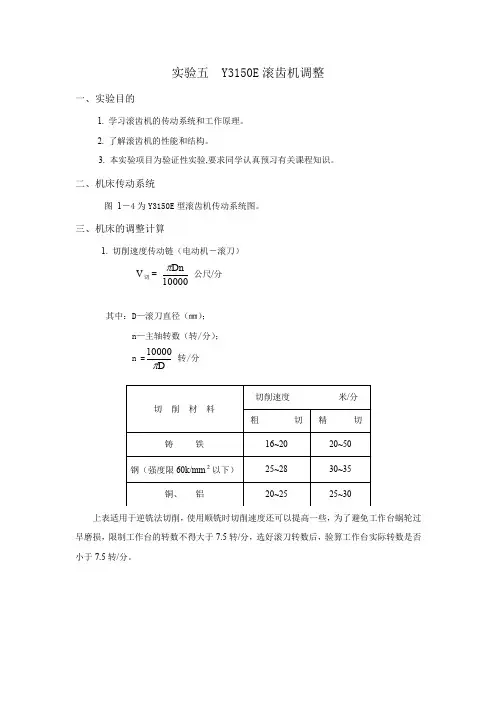
实验五 Y3150E 滚齿机调整一、实验目的1. 学习滚齿机的传动系统和工作原理。
2. 了解滚齿机的性能和结构。
3. 本实验项目为验证性实验,要求同学认真预习有关课程知识。
二、机床传动系统图 1-4为Y3150E 型滚齿机传动系统图。
三、机床的调整计算1. 切削速度传动链(电动机-滚刀) V 切= 10000Dnπ 公尺/分其中:D —滚刀直径(㎜); n —主轴转数(转/分); n =Dπ10000转/分上表适用于逆铣法切削,使用顺铣时切削速度还可以提高一些,为了避免工作台蜗轮过早磨损,限制工作台的转数不得大于7.5转/分,选好滚刀转数后,验算工作台实际转数是否小于7.5转/分。
n 1=zkn刀≤7.5公尺/分其中:n1—工作台转数;K —滚刀头数;z —被加工齿轮齿数。
V切=1000刀nD公尺/分其中:D—滚刀直径(㎜);n 刀为主轴转数(转/分); n 刀=DV ∙π切1000 转/分上表适用于逆铣法切削,使用顺铣时切削速度还可以提高一些,为了避免工作台蜗轮过早磨损,限制工作台的转数不得大于7.5转/分,选好滚刀转数后,验算工作台实际转数是否小于7.5转/分。
n 1= zkn ∙刀 ≤7.5公尺/分其中:n 1—工作台转数; K —滚刀头数; z —被加工齿轮齿数。
主 轴 转 数 表2. 分齿挂轮计算与调整根据滚刀头数K 和工件Z 进行调整 当5≤KZ 1≤20时,取e=48,f=24; 当21≤KZ 1≤142时,取e=36,f=36; 当143≤KZ r 1时,取e=24,f=48。
式中e,f 挂轮是一对“结构性挂轮”,根据被加工齿轮齿数选取。
3. 轴向进给量的调整公式:πμμ4608.011fx b a f ==进给箱差动挂轮链的计算和调整当加工螺旋齿轮时,应根据齿轮的法向模数m 法和螺旋角β调整差动挂轮,其调整公式为μ附加=Km d c b a ∙=∙法βsin 355615.82222采用轴向进给方式加工斜齿圆柱齿轮时差动链的调整计算,此时差动链丝给予工作台的补偿运动是±一转。
机电液控制系统设计题目:Y3150E型滚齿机课程设计专业:xxxx班级:xxxx学号:xxxx姓名:xxx指导教师:xxxx2019,01,09一:本次课程设计要求:1了解设计对象的基本功能与主要结构。
2了解设计对象的运动形式与控制要求。
3电气控制线路设计:绘制主电路,控制电路,辅助电路图。
电气元件选择并给出元件明细表。
4用PLC对控制线路改造:选择PLC型号。
PLC输入输出分配表(即I/O地址分配表)。
PLC控制输入输出接线图。
设计控制系统梯形图并写出语句表。
梯形图调试。
二:PLC系统总体设计方案概述完成一个改造设计的前提是对需改造对象性能的全面掌握,了解改造前设备存在的问题从而确定改造中需要解决的问题,确定改造目标后再进行系统的设计。
传统滚齿机的类型较多,控制电路各不相同,但都存在相同的问题,即利用齿轮挂箱实现各运动部件的转速控制和联动。
过长的传动链是导致产品加工精度低的主要原因。
这里先对先对Y3150E型滚齿机做简单电路分析,以明确滚齿机的基本工作原理。
Y3150E型滚齿机的电气控制线路图如下图2.1所示:2.1主电路:主电路共有四台电动机,其中M2是主轴电动机,利用KM2与KM3实现正反转控制。
KM2吸合电机MI正传时实施进给加工,KM3吸合M1反转时进行退刀。
轴向快速运动电;机由接触器KM5、KM6实现正、反转控制。
液压泵电机由接触器KM1控制。
主轴的运转利用齿轮挂箱可带得刀具高速旋转和刀具的横向进给,加工不同工件时应按要求选择不同的齿轮挂箱,利用齿轮传动实现各主轴转速调节和转速联动;M3是冷却泵电动机,只要求单向旋转;冷却泵电机M3由KM4控制,即KM4吸合则M3工作。
但要注意的是M2必须在M1电动机工作后才能启动,为顺序控制。
M1/M2要进行长时间工作,所以都装有过载保护。
整个线路由一组总熔断器做短路保护。
2.2控制电路:(1)液压泵控制总开关SA1闭合,为控制电路接通做好准备,同时接通接触器KM1线圈电路,KM1得电:液压泵电动机M1主电路闭合工作,为液压系统提供压力油,为传动元件提供润滑油,保证旋转元件在工作之前得到充分的润滑。
YM3150E使用说明书第Ⅰ分册第1 页前言1. 摘要本机床使用说明书由两册组成:第Ⅰ分册:机械、液压部分第Ⅱ分册:电气部分本说明书为第Ⅰ分册,提供关于Y3150E、YM3150E滚齿机的规格、性能、操作的知识。
提供安全操作滚齿机需要的操作和保养方面的知识。
在使用机床前必须认真阅读。
本说明书为Y3150E、YM3150E共用,由于两种机床的分齿运动及进给运动有部份参数和调整公式不同,以括号[ ] 内数值表示YM3150E的参数或公式,加以区别。
国外用户订购英制随机附件时,滚刀心轴规格以装箱单为准。
给用英制标尺和刻度盘时,滚刀轴心线与工作台轴线有效中心距最小为 1.2英寸,最大为15 英寸。
径向进给手柄 1 转,径向移动0.1 英寸,刻度盘上每小格刻度值为0.001 英寸。
机床及其配套件都在不断的改进之中,只有随机所附的技术资料才能保证其正确性。
请务必在仔细阅读本说明书后,方允许开动机床。
由于错误操作和未按操作规则而引起的机床损坏,我方不承担任何责任。
如果本说明书中列有用户未订购的特殊部件,是由于说明书结构方面的原因,我们不可能把他们从中去掉。
用户不得因此要求我方另外免费供货。
机床不能同时达到所有规格参数极限,如果您需要在极限状态下使用,请选用其他规格或型号的机床。
机床到达用户所在地开箱时,请按随机附给的《装箱单》内如与《装箱单》内容或技术协议书要求的内容有差错,请及时与我厂联系。
共2 页Y3150EYM3150E使用说明书第Ⅰ分册第2 页本机床系列资料是供操作者及机床维修人员使用的,请注意保存、保密。
机床在工作中,若出现常见故障,请按本资料后面章节介绍的方法加以分析、排除。
若有无法理解或无法解除的故障,请及时与我厂取得联系,我们将给予大力支持。
重庆机床(集团)有限责任公司地址:重庆市巴南区道角邮编:400055电话:(023 )62555290(023)62551452警告在读懂本说明书之前禁止开启、操作及维修机床。
实验五 Y3150E 滚齿机调整一、实验目的1. 学习滚齿机的传动系统和工作原理。
2. 了解滚齿机的性能和结构。
3. 本实验项目为验证性实验,要求同学认真预习有关课程知识。
二、机床传动系统图 1-4为Y3150E 型滚齿机传动系统图。
三、机床的调整计算1. 切削速度传动链(电动机-滚刀) V 切= 10000Dnπ 公尺/分其中:D —滚刀直径(㎜); n —主轴转数(转/分); n =Dπ10000转/分上表适用于逆铣法切削,使用顺铣时切削速度还可以提高一些,为了避免工作台蜗轮过早磨损,限制工作台的转数不得大于7.5转/分,选好滚刀转数后,验算工作台实际转数是否小于7.5转/分。
n 1=zkn刀≤7.5公尺/分其中:n1—工作台转数;K —滚刀头数;z —被加工齿轮齿数。
V切=1000刀nD公尺/分其中:D—滚刀直径(㎜);n 刀为主轴转数(转/分); n 刀=DV ∙π切1000 转/分上表适用于逆铣法切削,使用顺铣时切削速度还可以提高一些,为了避免工作台蜗轮过早磨损,限制工作台的转数不得大于7.5转/分,选好滚刀转数后,验算工作台实际转数是否小于7.5转/分。
n 1= zkn ∙刀 ≤7.5公尺/分其中:n 1—工作台转数; K —滚刀头数; z —被加工齿轮齿数。
主 轴 转 数 表2. 分齿挂轮计算与调整根据滚刀头数K 和工件Z 进行调整 当5≤KZ 1≤20时,取e=48,f=24; 当21≤KZ 1≤142时,取e=36,f=36; 当143≤KZ r 1时,取e=24,f=48。
式中e,f 挂轮是一对“结构性挂轮”,根据被加工齿轮齿数选取。
3. 轴向进给量的调整公式:πμμ4608.011fx b a f ==进给箱差动挂轮链的计算和调整当加工螺旋齿轮时,应根据齿轮的法向模数m 法和螺旋角β调整差动挂轮,其调整公式为μ附加=Km d c b a ∙=∙法βsin 355615.82222采用轴向进给方式加工斜齿圆柱齿轮时差动链的调整计算,此时差动链丝给予工作台的补偿运动是±一转。