车梯形螺纹
- 格式:doc
- 大小:5.29 MB
- 文档页数:24
车梯形螺纹
一、教学目标
1、了解梯形螺纹的作用、标注和技术要求。
2、掌握梯形螺纹的基本要素的名称、代号及计算公式
3、掌握梯形螺纹车刀的刃磨及修磨。
4、掌握梯形螺纹的车削方法。
5、掌握梯形螺纹的测量、检查方法。
6、了解多线螺纹的概念与标注
7、掌握多线螺纹的分线方法
二、任务情形描述
梯形螺纹是应用很广泛的传动螺纹,与三角螺纹车削相比,其工作长度较长,梯形螺纹螺距大、牙型大、而且导程和螺纹升角较大,切削余量大、切削抗力大,且精度要求较高,所以要比车削三角形螺纹困难。梯形螺纹车削项目是车工中、高级工训练项目的基本内容之一,为难度较高的训练项目,在车刀刃磨、进刀方方式及螺纹检测方面也有别于三角螺纹,故根据学生情况采用高速钢车刀低速车削方法完成教学项目。在教材安排上梯形螺纹车削起承上启下作用,既为三角螺纹车削的后继内容,又为难度更高的蜗杆车削作铺垫。
三、设计任务图形及任务要求
附图1、任务图形
附表2、米制外梯形螺纹车削加工项目任务书
序号 内容
1 查工具手册确定梯形螺纹加工相关参数值及计算(附表2)
2 确定工件材料、尺寸,刀具材料、规格及车刀刃磨方法
3 确定定位加紧方式
4 车削加工工艺分析(工艺步骤划分)
5 安全注意事项
6 填写机械加工工艺卡片
7 车削米制外梯形螺纹
8 完成工件检测(三针法、单针法)
9 反馈,查找问题所在及原因
备注 完成此项任务用时160分钟(不包括自学时间)
附表3、米制梯形外螺纹相关计算
螺纹代号 Tr40×6
名称 代号 计算公式 计算结果 备注
牙型角 a 030a
牙顶间隙 ca 6p 0.5ca
大径 d d= 公称直径 基本尺寸
中径 2d 20.5ddP 2d=? 基本尺寸
小径 3d 332ddh 3d=? 基本尺寸
牙高 3h 30.5chPa 3h=? 基本尺寸
牙顶宽 f 0.366fP f=?
牙槽底宽 W 0.3660.536cWPa W=?
备注 ?表示学生自己计算结果
四、任务分析
第一个环节:读图,分析零件的用途、结构形状、尺寸、材料、定位加紧方式、技术要求等。
明确:1、明确图示Tr40×6标注含义
2、(附表3可老师给出)梯形螺纹 2d、3d、3h、f、W为学生自己计算的结果
第二个环节:组内讨论明确分工、确定具体工作实施步骤
明确:1、材料和刀具的选择
2、小组工作计划和项目所需的各种设备资源需求由指导教师批准后实施执行。
3、各小组成员角色分工明确,充分发挥其优势,作到人尽其才。
第三个环节:展示工作计划步骤,给出合理的解释。
明确:1、每组推选一位同学发言,其他同学作补充
2、展示结束后,老师进行点评。
3、各组再次修改,完善最终的工作计划。
五、梯形螺纹相关工艺知识
(一)梯形螺纹概述
梯形螺纹有米制(ɑ=30º)和英制(ɑ=29º)两种,我国常采用米制梯形螺纹。
梯形螺纹的轴向剖面形状是一个等腰梯形,一般作传动用,精度高;如车床上的长丝杠和中小滑板的丝杠等。展示带有梯形螺纹的零、部件,见图14-1。播放车削梯形螺纹和应用梯形螺纹丝杠的视频。让学生去实习车间,观看CA6140型卧式车床上的进刀丝杠和中、小滑板丝杠。以加深学生对梯形螺纹的理解,激发学生的学习兴趣。
a)梯形螺纹丝杠 b) 梯形螺纹丝杠、螺母副 c)虎钳
(二)梯形螺纹的标记
1、梯形螺纹标记由螺纹代号,公差带代号及旋合长度组成,彼此用“-“分开。根据国标(GB5796-86)规定,梯形螺纹代号由螺纹种类代号Tr和螺纹“公称直径×导程”来表示。
5)梯形螺纹的标记示例左旋螺纹需在尺寸规格之后加注“LH”,右旋则不注出
(1) 单线梯形螺纹:
螺纹特征代号Tr 公称直径×螺距 旋向-公差带代号-旋合长度单线梯形螺纹:
(2)多线梯形螺纹:
螺纹特征代号Tr 公称直径×导程(P螺距) 旋向-公差带代号-旋合长度
(3)梯形螺纹的公差带代号只注中径公差带代号。旋合长度有中等旋合长度N和长旋合长度L。旋合长度按螺纹公称直径和螺距尺寸在有关标准中查阅。
标注举例:
(三)梯形螺纹的一般技术要求
1、螺纹大径、中径、小径必须与基准轴颈同轴,其大径尺寸应小于基本尺寸。
2、车梯形螺纹必须保证中径尺寸公差。
3、螺纹的牙形角要正确。牙型半角均为15°±20′。
4、螺纹两侧面表面粗糙度值要低。≤Ra1.6。
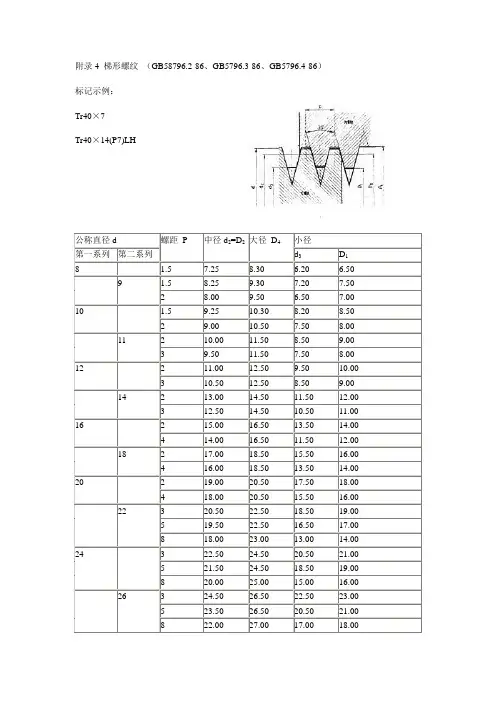
(四)梯形螺纹基本要素的名称、代号及计算公式见附表4
附表 4 梯形螺纹基本要素的名称、代号及计算公式
名称 代号 计 算 公 式
牙型角 α α=30°
螺距 P 由螺纹标准确定
牙顶间隙 ac P
/mm 1.5~5 6~12 14~44
ac
/mm 0.25 0.5 1
外螺纹 大径 d 公称直径
中径 d2 d2=d-0.5 P
小径 d3 d3=d-2 h3
牙高 h3 h3=0.5 P+ac
内螺纹 大径 D4 D4=d+2 ac
中径 D2 D2=d2
小径 D1 D1=d-P
牙高 H4 H4=h3
牙顶宽 f,f′ f=f′=0.366 P
牙槽底宽 W, W′ W=W′=0.366 P-0.536 ac
例1 车削Tr42×10的丝杠和螺母,试求内外螺纹基本要素的尺寸和螺纹升角。
解:公称直径d=φ42mm,螺距P=10mm,ac=0.5mm。根据表5-13中的公式
h3=H4=0.5 P+ac=0.5×10+0.5=5.5mm
d2=D2=d-0.5 P=φ42-0.5×10=φ37mm
d3=d-2 h3=φ42-2×5.5=φ31mm
D1=d-P=φ42-10=φ32mm
f=f′=0.366 P=0.366×10=3.66mm
W=W′=0.366 P-0.536 ac
=0.366×10-0.536×0.5
=3.392mm
根据公式5-2
tanψ=2dP=3714310.=0.086
ψ=4°55′
(五)梯形螺纹车刀
1、梯形螺纹车刀的几和角度和刃磨要求
梯形螺纹车刀分粗车刀和精车刀两种。
(1)梯形螺纹车刀的选择与角度
①梯形螺纹车刀的选择
梯形螺纹一般采用低速车削,使用高速钢车刀。高速切削时采用硬质合金车刀。
②梯形螺纹车刀的角度
高速钢梯形螺纹车刀的几何形状及几何角度
硬质合金梯形螺纹车刀的几何形状及几何角度
Ⅰ 两刃夹角 粗车刀应小于牙型角,精车刀应等于牙形角。
Ⅱ 刀尖宽度 粗车刀的刀尖宽度应为1/3螺距宽。精车刀的刀尖宽应等于牙底宽减0.05
㎜。
Ⅲ 纵向前角 粗车刀一般为15º左右,精车刀为了保证牙型角正确,前角应等于0,但实际生产时取5º~10º。
Ⅳ 纵向后角 一般为6º~8º。
Ⅴ 两侧刀刃后角 a1=(3――5)+φ a2=(3――5)+φ
(2)梯形螺纹的刃磨要求。
①用样板校对刃磨两刀刃夹角。图示
②有纵向前角的两刃夹角应进行修正。
③车刀刃口要光滑、平直、无虚刃,两侧副刀刃必须对称刀头不能歪斜。
④用油石研磨去各刀刃的毛刺。
2、螺纹车刀的装夹
⑴ 车刀主切削刃必须与工件轴线等高(用弹性刀杆应高于轴线约0.2mm),并与工件轴线平行。
⑵ 刀尖角中分线应垂直于工件轴线,用对刀板细心找正装夹,以免产生螺纹半角误差。如下图所示
⑶ 刀杆伸出长度要适当,过短不能切削,过长会影响车刀刚性。
(六)梯形螺纹的车削方法
1、工件的装夹
一般采用两顶尖或一夹一顶装夹。粗车较大螺距时,可采用四爪卡盘一夹一顶,以保证装夹牢固,否则工件容易发生打转现象造成刀具折断或车坏螺纹。同时使工件的一个台阶靠住卡盘平面,固定工件的轴向位置,以防止因切削力过大,使工件发生轴向位移而车坏螺纹。
2、车床的选择和调整
(1)挑选精度较高,磨损较少的机床
(2)选用磨损较少的交换齿轮。
(3)调整小滑板转盘严格对零,紧固压紧螺母。
(4)调整小滑板、中滑板塞铁的间隙,消除松动现象。
(5)调整摩擦式离合器,使主轴正反转灵活且不松不紧。
(6)调整挂轮和进给箱,按铭牌表调对螺距,并试切试测螺距。
(7)其它调整(如开合螺母松紧、尾架位置、刻度盘定位、冷却液等)。
3、车削梯形螺纹与三角形螺纹相比较,螺距大,牙型大,切削余量大、切削抗力大,而且精度较高,加之工件一般较长,所以加工难度较大。梯形螺纹有两种车削方法:低速车削法和高速车削法,通常对于精度要求较高的梯形螺纹,一般采用低速切削法,同时此法对初学者来说比较容易掌握。
(1)低速切削梯形螺纹的方法选择:
低速车削梯形螺纹方法包括:左右车削法、车直槽法、车阶梯槽法
①螺距小于4mm和精度要求不高的梯形螺纹,可用一把梯形螺纹车刀,采用直进配合少量的左右切削法车削。
②螺距大于4mm和精度要求较高的梯形螺纹,应分粗、精车进行。粗车推荐采用高效易学的分层切削法(每边留0.2~0.3mm左右的余量),精车采用左右切削法。
通常精度较高的螺纹采用低速车削方法。梯形螺纹的低速车削方法一般有直进法、左右切削法,车直槽法,车阶梯槽法 。在实际车削中我们往往不会用单一的车削方法车削梯形螺纹,而是综合运用多种车削方法,下面介绍一种综合运用直进法跟左右车削法车削梯形螺纹的方法-----“分层切削法”