面条食品生产工艺流程图
- 格式:doc
- 大小:28.50 KB
- 文档页数:1

花色挂面生产工艺流程图
花色挂面生产工艺流程图原辅料预处理和面? 熟化压延切条
干燥? 下架切断称重包装?
检验入库
注:标有“?”的为关键设备
1、双轴和面机:转速90转/分钟,动力7.5kw,单速手动开门。
2、550型低温挂面生产线技术参数
全长400米,主传动4kw电磁调速,热风炉供热。
冷风定条区:低于室温1-5?,相对湿度85-95%
索道长114米,时间:54分钟,带速0.54米/分钟
保湿发汗降水区:28?-35? 相对湿度55-65%
索道长152米,时间:82分钟,带速0.54米/分钟
降温冷却区:高于室温2-5?,相对湿度60-70%
索道长114米,时间:54分钟,带速0.54米/分钟 3、包装:按操作规定操作,每班上班之前须预先紫外线消毒30分钟。
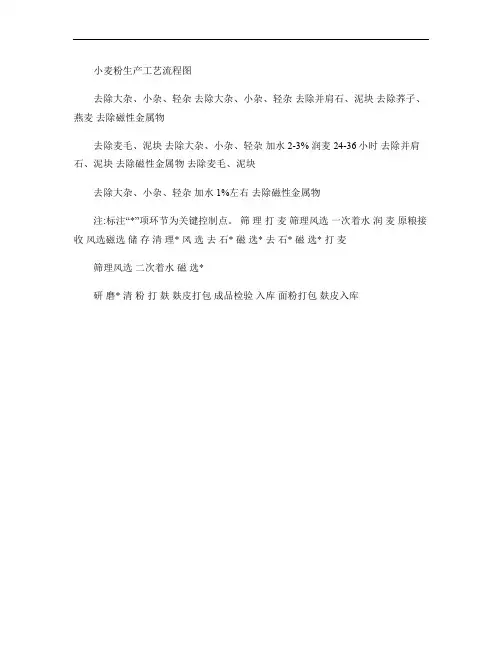
小麦粉生产工艺流程图
去除大杂、小杂、轻杂去除大杂、小杂、轻杂去除并肩石、泥块去除荞子、燕麦去除磁性金属物
去除麦毛、泥块去除大杂、小杂、轻杂加水2-3% 润麦24-36小时去除并肩石、泥块去除磁性金属物去除麦毛、泥块
去除大杂、小杂、轻杂加水1%左右去除磁性金属物
注:标注“*”项环节为关键控制点。
筛理打麦筛理风选一次着水润麦原粮接收风选磁选储存清理* 风选去石* 磁选* 去石* 磁选* 打麦
筛理风选二次着水磁选*
研磨* 清粉打麸麸皮打包成品检验入库面粉打包麸皮入库。

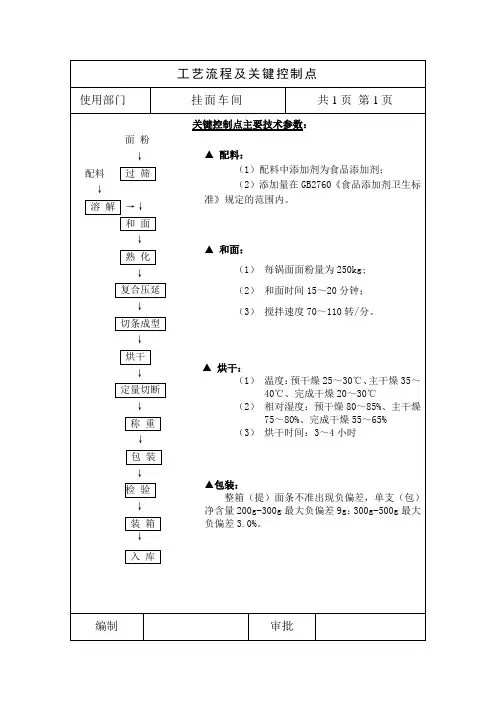
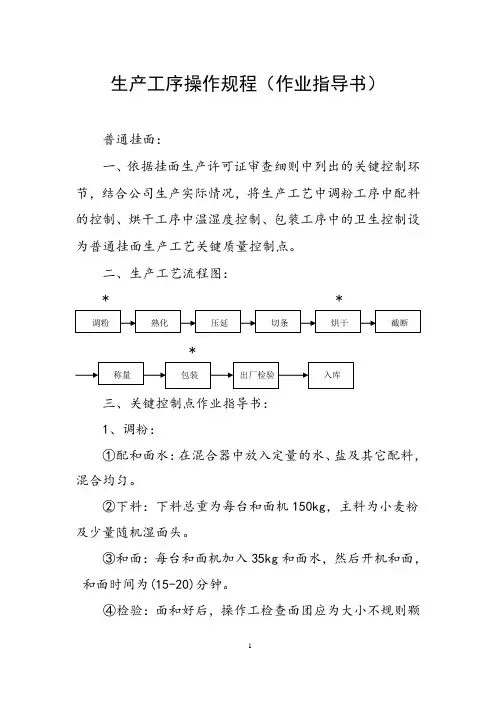
生产工序操作规程(作业指导书)普通挂面:一、依据挂面生产许可证审查细则中列出的关键控制环节,结合公司生产实际情况,将生产工艺中调粉工序中配料的控制、烘干工序中温湿度控制、包装工序中的卫生控制设为普通挂面生产工艺关键质量控制点。
二、生产工艺流程图:* **三、关键控制点作业指导书:1、调粉:①配和面水:在混合器中放入定量的水、盐及其它配料,混合均匀。
②下料:下料总重为每台和面机150kg,主料为小麦粉及少量随机湿面头。
③和面:每台和面机加入35kg和面水,然后开机和面,和面时间为(15-20)分钟。
④检验:面和好后,操作工检查面团应为大小不规则颗粒,湿度均匀,手抓成团,粒和团内外不含生粉,具有良好的可塑性和延伸性。
2、压延:经熟化(5~15)分钟的面团进入双头轧面机后在经复合压延、连续压延,根据品种规格末道辊成片厚度在0.7-1mm,生产圆面条时应控制在1.5mm左右。
压延开始后,操作工应对末道面片的厚度进行检验并记录。
3、烘干:挂面烘干运行中应密切注意烘房内的温度和湿度,及时调整及操作启、闭压风扇和排风扇,保证挂面的内在质量,防止酥条或水份超标(过大或过小)。
烘干过程的温度、湿度控制:重点在二区设置温湿控制仪,烘干工与炉工参照数据,根据实际情况操作,恒温烘干,保潮排湿,保证质量。
4、包装:每班生产前由专人负责将包装工作台及包装车间打扫干净,台秤检查后也打扫干净,然后将车间紫外线灯打开(20-30) 分钟。
工作人员在更衣室进行更衣、消毒后进入已消毒的包装车间工作。
要求每一个包装工人必须穿工作衣、戴工作帽和口罩、换上工作鞋、不得化妆、不能带手饰、手指甲应经常修剪、双手经过消毒。
包装过程中应注意卫生安全,避免交叉污染,以保障产品卫生状况。
同时,对每个工位已包装产品的净含量进行抽检并记录。
花色挂面:一、依据挂面生产许可证审查细则中列出的关键控制环节,结合公司生产实际情况,将生产工艺中调粉工序中配料的控制、烘干工序中温湿度控制、包装工序中的卫生控制设为花色挂面生产工艺关键质量控制点。
挂面工艺流程
原辅料预处理:准备好面粉、食盐、回机面头和其他辅料。
和面:将面粉、食盐、回机面头和其他辅料按比例定量添加,加水量应根据面粉的湿面筋含量确定,一般为25%~32%,面团含水量不低于31%;加水温度宜控制在30℃左右。
熟化:对面团进行熟化、贮料和分料,时间一般为10~15分钟。
压片:采用复合压延和异径辊轧的方式进行。
切条:切条成型由面刀完成。
湿切面:湿面条挂在面杆上。
干燥:挂面干燥是整个生产线中投资最多、技术性最强的工序。
切断:一般采用圆盘式切面机和往复式切刀。
计量、包装:新型的塑料密封包装已实现自动计量包装。
检验:对成品挂面进行检验。
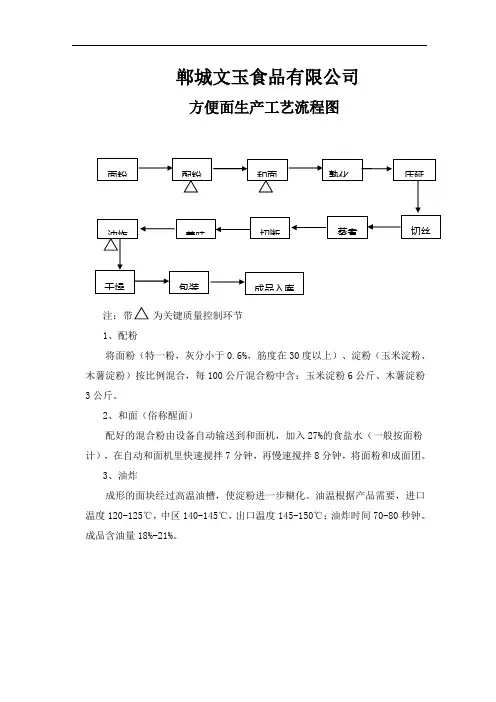
郸城文玉食品有限公司
方便面生产工艺流程图
注:带 为关键质量控制环节
1、配粉
将面粉(特一粉,灰分小于0.6%,筋度在30度以上)、淀粉(玉米淀粉、木薯淀粉)按比例混合,每100公斤混合粉中含:玉米淀粉6公斤、木薯淀粉3公斤。
2、和面(俗称醒面)
配好的混合粉由设备自动输送到和面机,加入27%的食盐水(一般按面粉计),在自动和面机里快速搅拌7分钟,再慢速搅拌8分钟,将面粉和成面团。
3、油炸
成形的面块经过高温油槽,使淀粉进一步糊化。
油温根据产品需要,进口温度120-125℃,中区140-145℃,出口温度145-150℃;油炸时间70-80秒钟。
成品含油量18%-21%。
面粉 配粉切断 蒸煮 压延 熟化 和面 切丝 着味 成品入库
包装 干燥 油炸。

面条生产工艺⏹面粉是挂面生产的主要原料。
水分14.5±0.5%,湿面筋≥26%,灰分≤0.70%,降落值≥200s,稳定时间≥3m i n。
⏹日本制作高级面条用强力粉;制作挂面用中力粉中的一等粉或二等粉,蛋白质含量为8—10%,湿面筋含量为28—32%,灰分为0.40—0.65%。
⏹新磨制面粉不宜直接用来加工挂面。
⏹水质影响挂面质量。
水中金属离子易与蛋白质结合,降低面筋弹性和延伸性;金属离子与淀粉结合影响淀粉的正常胀润和糊化。
⏹日本用水质量标准是:p H值5—6,硬度<10,浊度<1,色度<1,含铁量<0.1p p m,含锰量<0.1p p m,铁+锰含量<0.1p p m,碱度<30p p m,有机物<5p p m。
⏹我国使用符合卫生标准的自来水,并满足下列条件:硬度<10,p H值5.8—8.6,含铁量<1p p m,含锰量<1p p m。
⏹食盐水和面起到以下作用⏹增强湿面筋的弹性和延伸性,改善面团的工艺性能。
⏹有利于控制干燥条件。
⏹抑制杂菌滋生,延长保存期。
⏹稳定工艺条件。
通过改变食盐添加量控制面团硬度和弹性,保证挂面的质量。
⏹能起一定的调味作用。
⏹用盐水和面也有其不利的一面,即容易返潮软化。
⏹加盐量根据面粉中蛋白质含量、气温高低、面条加工工艺以及消费习惯进行调整。
盐水浓度一般为2-3%。
⏹适量碱使面条具有韧性、弹性及爽滑口感。
碱作用于蛋白质和淀粉,能增强筋力,煮面时不浑汤。
还可中和游离脂肪酸,减少对面筋危害。
⏹用碱量为0.1—0.3%,碳酸钠、碳酸钾、磷酸盐。
⏹通过增加粘性,把蛋白质与淀粉联为一体,减少断头,提高蒸煮品质。
面条用增粘剂有羧甲基纤维素、海藻酸钠、槐豆胶、沙蒿胶、魔芋粉等。
⏹改善面团结构,提高面条弹性。
如单甘酯、蔗糖酯、磷脂、山梨糖酯等。
第二节挂面生产工艺⏹挂面生产分为和面、熟化、压片、切条、干燥、切断、包装等工序。