西门子plc通信跟其网络技术
- 格式:doc
- 大小:414.50 KB
- 文档页数:6
s7200plc网口通讯教程S7200 PLC网口通讯教程近年来,工业自动化技术的快速发展极大地推动了制造业的升级换代。
在这个领域中,可编程逻辑控制器(PLC)作为一种关键的自动化设备,得到了广泛的应用。
而S7200 PLC作为西门子公司推出的一款经典产品,其网口通讯功能更是受到了众多工程师的关注。
本文就将为大家详细介绍S7200 PLC网口通讯的相关教程。
首先,我们需要了解S7200 PLC的基本概念和结构。
S7200 PLC是一种小型的微型可编程控制器,它具有高性价比、扩展性强等特点。
其尺寸小巧,具备较高的运算速度和可靠性,适用于中小型工业自动化控制系统。
而S7200 PLC的网口通讯功能就是通过网络连接实现与其他设备之间的数据传输和通信。
其次,我们需要了解S7200 PLC网口通讯的原理和方法。
在S7200 PLC中,网口通讯主要采用Modbus TCP/IP协议进行数据交换。
Modbus TCP/IP协议是一种通用的工业通信协议,通过以太网实现数据的高速传输。
要实现S7200 PLC与其他设备之间的通讯,首先需要设置PLC的网络参数,包括IP地址、子网掩码、网关地址等。
然后,在PLC的程序中编写相应的通讯指令,建立与其他设备之间的连接,实现数据的读取和写入。
接下来,我们将详细介绍S7200 PLC网口通讯的步骤和操作。
首先,在PLC的控制面板中,找到并打开相应的网口通讯选项。
然后,在网络设置中输入正确的IP地址和子网掩码,确保PLC与其他设备在同一局域网中。
接着,在PLC的程序中定义数据交换的格式和内容,包括数据类型、起始地址、数据长度等。
最后,通过编写程序实现数据的读取和写入操作,确保PLC与其他设备之间的数据传输正常进行。
此外,我们还需要注意S7200 PLC网口通讯中可能遇到的一些常见问题和解决方法。
例如,在设置网络参数时,要确保IP地址的唯一性,避免与其他设备冲突。
此外,还需注意网络通信的稳定性,避免因网络延迟或干扰导致数据传输失败。


西門子PLC的以太網通訊及OPC通訊介紹1.以太網通訊CAL有很多地方用到以太網通訊,L2,焊機與PLC間通訊等,表檢的成像原理為:在金屬板帶表面沒有缺陷時,反射的光在明視場下很強,而在暗視場的散射光很弱;如有缺陷,則明視場的光強減弱,而暗視場的光強增加。
根據這個原理,通過檢測攝像頭裡光強的變化,可檢測出材料表面上的一些物理缺陷。
CAL 僅僅用到了它的檢測破孔這一個功能。
下面再來看西門子的以太網通訊,使用以太網通訊處理器可能的連接方式:我們可以看到不同的通訊方式在PLC裏面需要調用不同的功能塊。
像S7-Connection方式連接的,需要調用SFB12/FB12等來讀取發送數據息,而TCP等連接的,需要FC5等來讀取發送數據。
下面簡單介紹下每種連接特點:Send/receive: iso 連接:ISO傳輸服務通過組態連接提供SEND/REVEICE interface服務在以太網上傳輸數據,此時服務使用的是ISO協議。
此通訊速度較快,可是不能實現網絡路由,只能用於局域網通訊。
Send/receive: iso-On-TCP 連接:突破了局域網的限制,可以路由到公網上去;數據重發功能和基於第2層的CRC校驗保證了數據傳輸的完整性和可靠性。
Send/receive: TCP 連接:TCP/IP提供面向連接的數據通訊,數據並不會被打包因而並沒有數據包確認位,在這TCP服務提供了統一的sccket接口到每一個終端,因而數據塊可以整體發送,這裡區別於iso-On-TCP 連接。
Send/receive: UDP連接:UDP提供簡單數據傳輸,無需確認,與TCP同屬第4層協議。
與TCP相比,UDP屬於無連接的協議,數據報文無需確認。
S7通信:S7協議是西門子S7家族的標準通信協議,使用S7應用接口的通信不依賴特定的總線系統(Ethernet,PROFIBUS,MPI)。
接口位於ISO-OSI參考模型的第7層,下面圖模型各層的通信方式。
信捷以太网口跟西门子PLC通讯随着工业自动化技术的飞速发展,以太网通常被广泛应用于工业控制系统中,它提供了高速、稳定、可靠的数据传输方式。
而西门子PLC作为工业自动化领域的重要设备,其与以太网的通讯也成为了一个热门话题。
本文将介绍信捷以太网口与西门子PLC通讯的原理和应用。
要想实现信捷以太网口与西门子PLC的通讯,首先需要了解两者的工作原理。
信捷以太网口是一种用于连接PLC和计算机网络的设备,它通过将PLC的数据经过转换后发送到以太网上,再经过网络传输到计算机,从而实现PLC与计算机之间的数据共享。
而西门子PLC则是一种用于工业自动化控制的设备,负责控制和调度工业生产中的各种设备和系统。
在实际的应用中,信捷以太网口通常与西门子PLC进行Modbus TCP/IP协议的通讯。
Modbus是一种通用的工业协议,广泛应用于各种PLC和设备之间的通讯。
通过使用Modbus TCP/IP协议,信捷以太网口可以直接与西门子PLC进行数据交互,实现实时监控、远程控制等功能。
同时,Modbus协议还具有数据采集、存储、传输、处理等功能,满足了工业自动化领域不同需求的通讯要求。
在信捷以太网口与西门子PLC的通讯中,需要注意一些技术细节。
首先,要保证网络连接的稳定性和可靠性。
在工业环境中,信号干扰、电磁波干扰等因素可能导致网络连接断开或数据传输错误。
为了解决这个问题,可以采用双备份网络、抗干扰技术等措施,确保通讯的稳定性。
其次,也需要注意PLC和计算机系统之间的数据格式转换。
由于PLC通常采用二进制数据格式,而计算机通常采用ASCII码格式,因此在数据交互过程中需要进行相应的数据格式转换,以确保数据的正确传输和解析。
信捷以太网口与西门子PLC通讯的应用非常广泛。
例如,在工业自动化控制系统中,信捷以太网口可以实现PLC数据的远程监控和远程控制,实时了解设备的运行状态、故障信息以及生产数据等。
同时,基于以太网技术,还可以将多个PLC连接到同一个网络中,形成一个分布式控制系统,提高系统的可扩展性和可靠性。
西门子plc网口所有通讯西门子PLC(可编程逻辑控制器)是一种常用于自动化控制系统的设备,它在工业领域发挥着重要的作用。
在PLC的通信中,网口的使用至关重要。
本文将探讨西门子PLC网口的通信方法、通信协议以及其在工业控制系统中的重要性。
一、西门子PLC网口通讯的方法西门子PLC的网口通讯方法主要有两种:以太网通信和串行通信。
以太网通信以其高速、稳定的特点,被广泛应用于工业自动化控制系统。
而串行通信则适用于一些简单的控制需求,以及与老式设备的通信。
以太网通信是指通过以太网协议来进行数据传输,可以实现PLC与上位机、人机界面、其他PLC之间的通讯。
西门子PLC网口支持多种以太网通信协议,如TCP/IP、UDP、HTTP等。
其中,TCP/IP协议是最常用的通信协议,它通过IP地址和端口号来实现设备之间的连接和数据传输。
串行通信是指通过串行接口(通常为RS485或RS232)来进行数据传输。
串行通信的优势在于线路简单、成本低廉,适用于长距离传输。
在PLC控制系统中,串行通信常用于连接传感器、触摸屏、读卡器等外设,以实现对这些设备的控制和数据采集。
二、西门子PLC网口通讯的协议在进行PLC网口通讯时,需要使用特定的通讯协议来实现数据的传输和解析。
针对西门子PLC的网口通讯,常用的通讯协议有S7协议和Modbus协议。
S7协议是西门子PLC的专有通讯协议,它通过发送和接收特定的数据报文来实现与PLC的通讯。
S7协议使用基于ISO/OSI模型的通讯机制,具有高效、稳定的特点。
同时,S7协议还支持多种通信方式,如TCP/IP连接、ISO/IEC指令、用户自定义指令等。
通过S7协议,可以实现与西门子PLC的实时数据交互和控制。
Modbus协议是一种通用的串行通讯协议,广泛应用于工业自动化领域。
Modbus协议使用简单、易于理解的数据传输方式,支持RTU和ASCII两种传输格式。
通过Modbus协议,可以实现不同设备之间的数据共享和远程控制。
西门子PLC常见的通讯方法西门子plc常见的通讯方法有RS485通讯,PPI通信,MPI通信,以太网通信,下面就对他们开展一一的介绍。
1、RS485串口通信第三方设备大部分支持,西门子S7PLC可以通过选择自由口通信模式控制串口通信。
最简单的情况是只用发送指令(XMT)向打印机或者变频器等第三方设备发送信息。
不管任何情况,都必须通过S7PLC编写程序实现。
当选择了自由口模式,用户可以通过发送指令(XMT)、接收指令(RCV)、发送中断、接收中断来控制通信口的操作。
2、PPI通信PPI协议是S7-200CPU最基本的通信方式,通过原来自身的端口(PORT0或PORT1)就可以实现通信,是S7-200CPU默认的通信方式。
PPI是一种主-从协议通信,主-从站在一个令牌环网中。
在CPU内用户网络读写指令即可,也就是说网络读写指令是运行在PPI协议上的。
因此PPI 只在主站侧编写程序就可以了,从站的网络读写指令没有什么意义。
3、MPI通信MPI通信是一种比较简单的通信方式,MPI网络通信的速率是19.2Kbit/s~12Mbit/s,MPI网络最多支持连接32个节点,最大通信距离为50M。
通信距离远,还可以通过中继器扩展通信距离,但中继器也占用节点。
MPI网络节点通常可以挂S7-200、人机介面、编程设备、智能型ET200S 及RS485中继器等网络元器件。
西门子plc与PLC之间的MPI通信一般有3种通信方式:1)全局数据包通信方式2)无组态连接通信方式3)组态连接通信方式4、PROFIBUS-DP通信PROFIBUS-DP现场总线是一种开放式现场总线系统,符合欧洲标准和国际标准。
PROFIBUS-DP通信的构造非常精简,传输速度很高且稳定,非常适合PLC与现场分散的I/O 设备之间的通信。
5、以太网通信以太网的核心思想是使用共享的公共传输通道,这个思想早在1968年来源于厦威尔大学。
1972年,Metcalfe和DavidBoggs(两个都是著名网络专家)设置了一套网络,这套网络把不同的ALTO计算机连接在一起,同时还连接了EARS激光打印机。
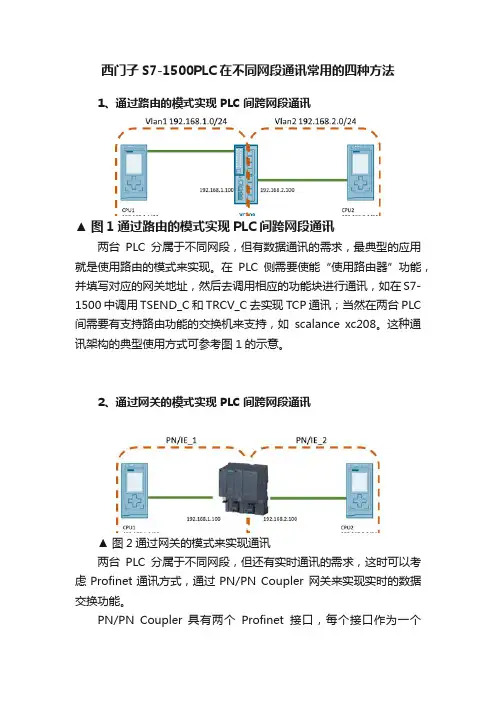
西门子S7-1500PLC在不同网段通讯常用的四种方法1、通过路由的模式实现PLC间跨网段通讯▲ 图1通过路由的模式实现PLC间跨网段通讯两台PLC分属于不同网段,但有数据通讯的需求,最典型的应用就是使用路由的模式来实现。
在PLC侧需要使能“使用路由器”功能,并填写对应的网关地址,然后去调用相应的功能块进行通讯,如在S7-1500中调用TSEND_C和TRCV_C去实现TCP通讯;当然在两台PLC 间需要有支持路由功能的交换机来支持,如scalance xc208。
这种通讯架构的典型使用方式可参考图1的示意。
2、通过网关的模式实现PLC间跨网段通讯▲ 图2通过网关的模式来实现通讯两台PLC分属于不同网段,但还有实时通讯的需求,这时可以考虑Profinet通讯方式,通过PN/PN Coupler 网关来实现实时的数据交换功能。
PN/PN Coupler 具有两个Profinet接口,每个接口作为一个Profinet的Io Device链接到了各自的Profinet系统中,互连了两个PROFINET子网,实现了实时数据交互。
这种通讯架构的典型使用方式可参考图2的示意。
3、通过NAT的模式实现PLC间跨网段通讯▲图3通过NAT的模式来实现跨网段通讯两台PLC分属于不同网段,但有数据通讯的需求,还可以使用NAT技术来实现跨网段的数据交换。
这种通讯架构的典型使用方式可参考图3的示意。
两台PLC分属于不同网段,中间由一台支持NAT功能的设备互联,如SCALANCE S615,NAT设备将网段2的地址转换为网段1的一个地址,在通讯时,网段1的设备去访问转换后的地址即可实现两个设备的通讯。
4、通过增加附加通讯模块的模式实现PLC间跨网段通讯▲图4通过附加通讯模块的方式来实现两个设备的通讯两台PLC分属于不同网络,拥有不同网段的地址,但还有数据通讯的需求,还可以使用增加通讯模块的方式来实现两个设备的通讯。
这种通讯架构的典型使用方式可参考图4的示意。


PLC的通信及联网功能plc的通信包括PLC之间、PLC与上位计算机之间以及PLC与其他智能设备间的通信。
PLC系统与通用计算机可以直接或通过通信处理单元、通信转接器相连构成网络,以实现信息的交换,并可构成“集中管理、分散掌握”的分布式掌握系统,满意工厂自动化(FA)系统进展的需要,各PLC 系统或远程I/O模块按功能各自放置在生产现场分散掌握,然后采纳网络连接构成集中管理的分布式网络系统。
以西门子公司的SIMATICNET为例,在其提出的全集成自动化(TIA)的系统概念中,核心内容即包括组态和编程的集成、数据管理的集成以及通信的集成。
通信网络是这个系统重要的、关键的组件,供应了部件和网络间完善的工业通信。
SIMATICNET包含了三个主要层次:AS-I网——传感器和执行器通信的国际标准,扫描时间5ms,传输媒体为未屏蔽的双绞线,线路长度为300m,最多为31个从站。
PROFIBUS——工业现场总线,用于车间级和现场级的国际标准,传输率最大12m/s,传输媒体为屏蔽双线电缆(最长9.6km)或光缆(最长90km),最多可接127个从站。
工业以太网——用于区域和单元联网的国际标准,网络规模可达1024站1.5km(电气网络)或200km(光学网络)。
在这一网络体系中,尤其值得一提的是PROFIBUS现场总线,PROFIBUS是目前最胜利的现场总线之一,已得到广泛地应用。
它是不依靠生产厂家的、开放式的现场总线,各种各样的自动化设备均可通过同样的接口交换信息。
为数众多的生产厂家供应了优质的PROFIBUS产品,用户可以自由地选择最合适的产品。
PROFIBUS已经成为德国国家标准DIN19245和欧洲标准prEN50170,并在世界拥有了最多的用户数量。
西门子plc网口通讯设置西门子PLC是一种常见的工业自动化设备,而网口通讯设置是使用PLC进行网络通讯的关键步骤之一。
在现代工业中,PLC通过网络通讯实现设备之间的数据交换和控制指令传递,进一步提高了生产效率和自动化程度。
本文将探讨西门子PLC网口通讯设置的基本原理和操作步骤。
首先,我们需要了解一些基本概念。
PLC通讯主要分为串口通讯和网口通讯两种模式,而本文主要关注的是网口通讯。
网口通讯是基于以太网协议的数据传输方式,可以通过网络连接多个PLC设备,并进行数据交互和远程控制。
在网口通讯中,每个PLC设备都有一个IP地址,通过这个IP地址可以找到并连接到对应的PLC设备。
网口通讯设置的第一步是配置PLC设备的网络参数。
在西门子PLC设备中,网口通讯的设置一般包括IP地址、子网掩码、网关地址等参数。
IP地址是PLC设备在局域网中的唯一标识,通过IP地址可以实现设备之间的寻址和连接。
子网掩码用于划分局域网的子网,而网关地址则是连接到其他网络的出口。
正确配置这些网络参数是网口通讯的前提条件,也是确保设备正确通讯的基础。
配置网络参数后,接下来需要设置PLC设备的通信协议。
通信协议决定了设备之间数据交互的规则和格式,常见的协议有TCP/IP、UDP/IP等。
在西门子PLC设备中,一般使用S7协议进行网口通讯。
S7协议是一种专门为PLC设备设计的协议,具有高效稳定的特点。
通过设置通信协议,可以确保不同品牌、不同型号的PLC设备之间能够正常通讯,并进行数据交换。
除了配置网络参数和通信协议,还需要进行PLC设备的访问权限设置。
访问权限设置可以限制特定用户或设备对PLC设备的访问和操作。
在工业控制系统中,安全是至关重要的,通过设置访问权限,可以防止未经授权的用户对PLC设备进行非法访问和操作。
同时,合理设置访问权限还可以确保系统稳定运行,防止错误操作对设备造成损坏。
在进行网口通讯设置的过程中,还需要注意一些常见问题和解决方法。
PLC通讯及网络技术1.PLC与计算机通讯为了适应PLC网络化要求,扩大联网功能,几乎所有的PLC为了适应可编程控制器网络化的要求,扩大联网功能,几乎所有的可编程控制器厂家,都为可编程控制器开发了与上位机通讯的接口或专用通讯模块。
一般在小型可编程控制器上都设有 RS422 通讯接口或 RS232C 通讯接口;在中大型可编程控制器上都设有专用的通讯模块。
如:三菱 F 、 F1、 F2 系列都设有标准的 RS422 接口,FX 系列设有 FX-232AW 接口、 RS232C 用通讯适配器 FX-232ADP 等。
可编程控制器与计算机之间的通讯正是通过可编程控制器上的 RS422 或RS232C 接口和计算机上的 RS232C 接口进行的。
可编程控制器与计算机之间的信息交换方式,一般采用字符串、双工或半、异步、串行通信方式。
因此可以这样说,凡具有 RS232C 口并能输入输出字符串的计算机都可以用于和可编程控制器的通讯。
运用RS232C 和RS422 通道,可容易配置一个与外部计算机进行通讯的系统。
该系统中可编程控制器接受控制系统中的各种控制信息,分析处理后转化为可编程控制器中软元件的状态和数据;可编程控制器又将所有软元件的数据和状态送入计算机,由计算机采集这些数据,进行分析及运行状态监测,用计算机可改变可编程控制器的初始值和设定值,从而实现计算机对可编程控制器的直接控制。
(1)通讯方式ﻫ面对众多生产厂家的各种类型PLC,它们各有优缺点,能够满足用户的各种需求,但在形态、组成、功能、编程等方面各不相同,没有一个统一的标准,各厂家制订的通信协议也千差万别。
目前,人们主要采用以下三种方式实现PLC与PC的互联通信:1)通过使用PLC开发商提供的系统协议和网络适配器,来实现PLC与PC机的互联通信。
但是由于其通信协议是不公开的,因此互联通信必须使用PLC开发商提供的上位机组态软件,并采用支持相应协议的外设。
PLC通讯及网络技术
1.PLC与计算机通讯
为了适应PLC网络化要求,扩大联网功能,几乎所有的PLC为了适应可编程控制器网络化的要求,扩大联网功能,几乎所有的可编程控制器厂家,都为可编程控制器开发了与上位机通讯的接口或专用通讯模块。
一般在小型可编程控制器上都设有 RS422 通讯接口或 RS232C 通讯接口;在中大型可编程控制器上都设有专用的通讯模块。
如:三菱 F 、 F1 、 F2 系列都设有标准的 RS422 接口,FX 系列设有 FX-232AW 接口、 RS232C 用通讯适配器 FX-232ADP 等。
可编程控制器与计算机之间的通讯正是通过可编程控制器上的 RS422 或 RS232C 接口和计算机上的 RS232C 接口进行的。
可编程控制器与计算机之间的信息交换方式,一般采用字符串、双工或半、异步、串行通信方式。
因此可以这样说,凡具有RS232C 口并能输入输出字符串的计算机都可以用于和可编程控制器的通讯。
运用 RS232C 和 RS422 通道,可容易配置一个与外部计算机进行通讯的系统。
该系统中可编程控制器接受控制系统中的各种控制信息,分析处理后转化为可编程控制器中软元件的状态和数据;可编程控制器又将所有软元件的数据和状态送入计算机,由计算机采集这些数据,进行分析及运行状态监测,用计算机可改变可编程控制器的初始值和设定值,从而实现计算机对可编程控制器的直接控制。
(1)通讯方式
面对众多生产厂家的各种类型PLC,它们各有优缺点,能够满足用户的各种需求,但在形态、组成、功能、编程等方面各不相同,没有一个统一的标准,各厂家制订的通信协议也千差万别。
目前,人们主要采用以下三种方式实现PLC与PC的互联通信:
1)通过使用PLC开发商提供的系统协议和网络适配器,来实现PLC与PC机的
互联通信。
但是由于其通信协议是不公开的,因此互联通信必须使用PLC
开发商提供的上位机组态软件,并采用支持相应协议的外设。
可以说这
种方式是PLC开发商为自己的产品量身定作的,因此难以满足不同用户的
需求。
2)使用目前通用的上位机组态软件,如组态王、InTouch、WinCC、力控等,
来实现PLC与PC机的互连通信。
组态软件以其功能强大、界面友好、开发
简洁等优点目前在PC监控领域已经得到了广泛的应用,但是一般价格比
较昂贵。
组态软件本身并不具备直接访问PLC寄存器或其它智能仪表的能
力,必须借助I/O驱动程序来实现。
也就是说,I/O驱动程序是组态软件与
PLC或其它智能仪表等设备交互信息的桥梁,负责从设备采集实时数据并
将操作命令下达给设备,它的可靠性将直接影响组态软件的性能。
但是
在大多数情况下,I/O驱动程序是与设备相关的,即针对某种PLC的驱动
程序不能驱动其它种类的PLC,因此组态软件的灵活性也受到了一定的限
制。
3)(3) 利用PLC厂商所提供的标准通信端口和由用户自定义的自由口通
信方式来实现PLC与PC机的互连通信。
这种方式由用户定义通信协议,不
需要增加投资,灵活性好,特别适合于小规模的控制系统。
通过上述分析不难得出,掌握如何利用PLC厂商提供的标准通信端口和自由口通信方式以及大家所熟悉的编程语言来实现PC与PLC之间的实
时通信是非常必要的。
(2)采用RS232实现三菱FX系列PLC与PC之间的通讯
三菱FX系列PLC提供了4种通讯方式:N网络通讯、无协议串口通讯、平行网络通讯、程序口通讯。
如果传输的数据量少,大多数PLC与计算机之间通信均可采用串行通信,通信接口均为PLC 与工业控制计算机上的RS232 接口。
由于RS232 采用非平衡方式传输数据,传输距离近,对于大功率、长距离,且单机监测信息量多,控制要求复杂的PLC通讯,直接采用RS232 方式不能满足传输距离要求。
因此,可采用RS485 方式。
因为RS485 采用平衡差动式进行数据传输,适合于远距离传输,并具有较强抗干扰能力。
图1是采用RS232 /RS485
通信转换器实现运距离通讯的示意图。
图16-1 RS232转RS485通讯结构
(3)PLC与PC通讯应用实例
1)通讯系统的连接
图中是采用 FX-232ADP 接口单元,将一台通用计算机与一台 FX2 系列 plc 连接进行通讯的示意图。
2)通讯操作
FX2 系列 plc 与通讯设备间的数据交换,由特殊寄存器 D8120 的内容指定,交换数据的点数、地址用 RS 指令设置,并通过 plc 的数据寄存器和文件寄存器实现数据交换。
下面对其使用做一简要介绍。
(1)通讯参数的设置
在两个串行通讯设备进行任意通讯之前,必须设置相互可辨认的参数,只有设置一致,才能进行可靠通讯。
这些参数包括波特率、停止位和奇偶校验等,它
们通过位组合方式来选择,这些位存放在数据寄存器 D8120 中,具体规定如下表16-1所示
表16-1串行通讯数据格式
使用说明如下:
1)如 D8120 = 0F9EH 则选择下列参数。
E = 7 位数据位、偶校验、 2 位停止位
9 =波特率为 19200bps
F =起始字符、结束字符、硬件 1 型( H/W1 )握手信号、单线模式控制
0 =硬件 2 型( H/W2 )握手信号为 OFF
2)起始字符和结束字符可以根据用户的需要自行修改。
3)起始字符和结束字符在发送时自动加到发送的信息上。
在接收信息过程中,除非接收到起始字符,不然数据将被忽略;数据将被连续不断地读进直到接到结束字符或接收缓冲区全部占满为为止。
因此,必须将接收缓冲区的长度与所要接收的最长信息的长度设定的一样。
(2)串行通讯指令
该指令的助记符、指令代码、操作数、程序步如下表所示。
RS 指令用于对 FX 系列 PLC 的通讯适配器 FX-232ADP 进行通讯控制,实现 PLC 与外围设备间的数据传送和接收。
RS 指令在梯形图中使用的情况如下图所示。
[S] 指定传送缓冲区的首地址
[m] 指定传送信息长度
[D] 指定接收缓冲区的首地址
[n] 指定接收数据长度,即接收信息的最大长度
1) RS 指令使用说明
( a )发送和接收缓冲区的大小决定了每传送一次信息所允许的最大数据量,缓冲区的大小在下列情况下可加以修改。
发送缓冲区――在发送之前,即 M8122 置 ON 之前。
接收缓冲区――信息接收完后,且 M8123 复位前。
( b )在信息接收过程不能发送数据,发送将被延迟( M8121 为 ON )。
( c )在程序中可以有多条 RS 指令,但在任一时刻只能有一条被执行。
2.PLC网络技术
在工业控制中,对于控制任务的复杂控制系统,不可能单靠增大PLC的输入、输出点数或改进机型来实现复杂的控制功能,于是便想到将多台PLC相互连接形成网络。
要想使多台PLC能联网工作,其硬件和软件都要符合一定的要求。
硬件上,一般要增加通信模块、通讯接口、终端适配器、网卡、集线器、调制解调器、缆线等设备或器件;软件上,要按特定的协议,开发具有一定功能的通讯程序和网络系统程序,对PLC的软件、硬件资源进行统一管理和调度。
(一) PLC网络系统
根据PLC网络的连接方式,可将其网络机构分为总线结构、环形结构和星形
结构三种基本形式,如图2所示,每种结构都有各自得优点和缺点,可根据具体情况选择。
总线结构,以其结构简单、可靠性高、易于扩展,被广泛应用。
(四)SIEMENS 公司的PLC 网络
西门子PLC 的网络是适合不同的控制需要制定的,也为各个网络层次之间提供了互连模块或装置,利用它们可以设计出满足各种应用需求的控制管理网络。
西门子S7系列PLC 网络如图7-25所示,它采用3级总线复合型结构,最底一级为远程I/O 链路,负责与现场设备通信,在远程I/O 链路中配置周期I/O 通信机制。
中间一级为Profibus 现场总线或主从式多点链路。
前者是一种新型现场总线,可承担现场、控制、监控三级的通信,采用令牌方式与主从轮询相结合的存取控制方式;后者为一种主从式总线,采月主从轮询式通信。
最高一层为工业以太网,它负责传送生产管理信息。
在工业以太网通信协议的下层中配置以802.3为核心的以太网协议,在上层向用户提供TF 接口,实现AP 协议与MMS 协议。
图16-2 PLC 总线结构 图3 环形结构
图4星形结构
图16-5 SIEMENS公司的PLC网络(。