∮12mm30MnSi盘条的研制
- 格式:pdf
- 大小:1.50 MB
- 文档页数:2
F+P 8.5-10
第二轮轧制
671-682-693 50-52.5-55 26-26.5-27
F+P 8.5-11
表 4 30MnSi 脱碳及夹杂物情况试验结果
序号 试验样编号 脱碳层(%) 脆性夹杂 塑性夹杂 夹杂之和
1 试样-1
0.83
0.5
0.5
1
2 试样-2
0.83
0.5
0.5
3 试样-3
0.92
0.5
0.5
1
4 试样-4
0.92
1
1
5 试样-5
0.83
1
1
4 轧制试验方案(表 2) 5 试验结果及分析
5.1 试验结果(表 3) 5.2 试验分析(表 4)
通过试制其塑性的面缩指标得以稳步提高,而 强度处于要求指标值的中下限,由 30MnSi 成分设计 分析可知:提高 W(Si)、W(Mn)含量,且适当降低 W(C) 含量即需在下一轮生产中进一步完善其化学成分设 计,再经工艺优化增大使其在生产时工艺调整窗口 或富余量,增加其生产的稳定性。同时进一步满足 用户需求。
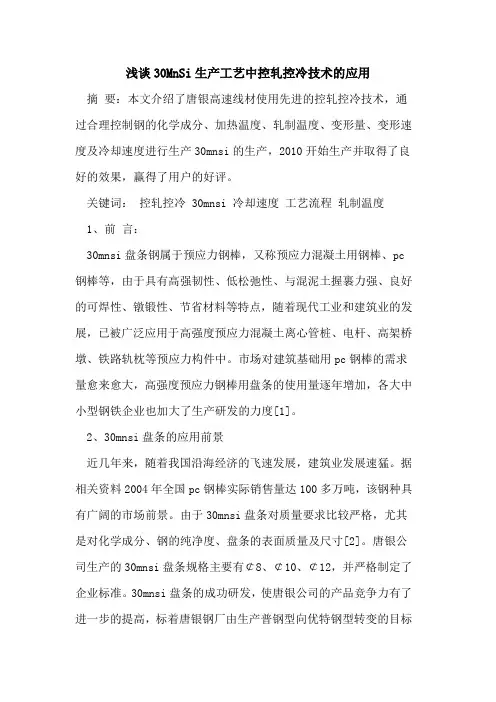
图 1 30MnSi 动态 C 曲线
在供货协议中要求抗拉强度 670~720MPa, 延 伸率、断面收缩率分别不小于 25% 和 48%,即需原料 的热轧态组织具有低强度、高塑性、铁素体晶粒等轴 化的金相组织特点,以适应其深加工具好的拉拔性 能;同时在阴螺纹后的淬火加热同样的加热制度奥 氏体形核点较少, 晶粒相对粗化, 使得 C 曲线右移, 降低临界冷却速度, 利于提高 30MnSi 淬透性。即决 定了 30MnSi 轧制生产中要采用延迟冷却工艺, 图 1 为 30MnSi 动态 C 曲线,经试制表明;冷却速度 V 按 1~ 5℃/s 控制, 抗拉强度、断面收缩率分别在 670~700 MPa 和 50%左右, 性能较理想。实际生产中可考虑 生产∮12mm30MnSi 轧制速度 30~35m/s, 斯太尔摩第 一组辊道起步速度为 0.4~0.6m/s。
30MnSi 钢棒属于热处理强化钢材, 盘园化学成 分 是 性 能 基 础 。 30MnSi 成 分 的 设 计 以 YB/T111— 1997 标准并参考国内同类厂家的产品,结合宝钢集 团八钢公司几十年生产优钢经验进行。其目标成分 设计见表 1;P、S、Ni、Cr、Cu 为有害元素需低于其上限 值;主控元素 C、Si、Mn 含量增加,可增加奥氏体稳定 性, 降低临界冷却速度, 提高淬透性。C 含量的增加 在提高淬透性的同时还提高其淬硬性, 降低钢材塑 性, 而 Si、Mn 基本与淬硬性无关 ; Mn、Si 含量增加可 使 PC 钢棒淬火后回火过程中组织分解转变速度减 慢,提高组织回火稳定性, 从而使 PC 钢棒强度、硬度 随回火温度升高而下降的程度减弱,从而使 PC 钢棒
和工艺优化,成功开发出∮12mm30MnSi 热轧盘。盘条表面质量好、夹轧物尺寸小、力学性能优,已成功应用于预应力混凝土离心管桩等构件中。
关键词 30MnSi 盘条 研制
1 前言
由于 PC 钢棒具有高强度韧性、低松弛性、与混 凝土握裹力强, 良好的可焊接性、镦锻性、节省材料 等特点, 在国内已被广泛应用于高强的预应力混凝 土管桩、高层建筑、电杆、高架桥墩、铁路轨枕等预应
表 1 30MnSi 化学成分
牌号 出钢记号 C
化学成分%
Si
Mn
P
S
Ni
Cr
Cu
30MnS.30 ≤0.025
≤0.025
≤0.25
≤0.25
≤0.2
2019 年第 1 期
新疆有色金属
87
3 工艺线路
150t 转炉-LF 精炼-方坯连铸(结晶器电磁搅拌+ 末端电磁搅拌)-高线轧制-检验-标识-入库。
86
新疆有色金属
2019 年第 1 期
DOI:10.16206/ki.65-1136/tg.2019.01.038
∮12mm30MnSi 盘条的研制
李钢 陈海军 雷洪 李果 (宝钢集团八钢公司制造管理部 乌鲁木齐 830022)
摘 要 据宝钢八钢公司冶炼、工艺装备特点,结合 30MnSi 成分设计、热轧态组织性能分析,通过合理的化学设计、调整,经生产试制
46-49-52 20-21.5-24
F+P 8.5-10
表 3 30MnSi 轧制试验结果
第一轮 1 次轧制
方案 2
方案 3
675-684-691
668-679-688
48-50-52
42-46-49
26-26.5-27
26-26.5-27
F+P
F+P
8.5-10
8.5-10
第一轮 2 次轧制
680-691-702 45.5-47-49 26-26.5-27
公司对西北周边的市场情况进行市场调研、考察, 决
定开发∮12mm 30MnSi 热轧光圆盘条, 以满足市场需
求。
2 产品技术要求
30MnSi 热轧盘条执行与用户签订的协议成分、
性能并以 YB/T111—1997 为依据,对化学成分、力学
性能、盘条外形尺寸、表面质量等制定了控制标准。 2.1 30MnSi 成分设计分析
调质处理性能稳定、可控,在 W(Si)、W(Mn)<1.5 %时 其含量增加塑性增加, 因此, 成分设计按适当降低 C 含量, 提高 Mn、Si 含量以便得到良好综合性能的钢 棒,据此设计了 30MnSi 成分。 2.2 其热轧态组织性能分析
力构件中。随着近年来西部经济发展 PC 钢棒需求
量稳步地增长。而预应力钢筋常用 30MnSi,经八钢
表 2 30MnSi 轧制试验方案
方案 项目
方案 1
第一轮 1 次轧制 方案 2
方案 3
第一轮 2 次轧制
第二轮轧制
开轧温度℃
950~1050
1000~1080
1000~1080
吐丝温度℃
840~860
845~880
855~875
终轧速度 m/s
35
辊道速度 m/s
0.7~1.41
0.7~1.41
0.40~1.20
0.4 0~1.20
0.40~1.20
冷却要求
1#-18#高速全开, 其余全停,保温罩
全开
风机全停,保温罩 全开
1#、3#、5#风机开、
7#-10#风机开启, 风机全停,保温罩全
其余全关,保温罩
开
全开
风机全停,保温罩 全开
方案
项目
力学 性能
抗拉 Kpa 面缩% 延伸率%
金相 组织
组织 晶粒度
方案 1 707-706-703
第二轮轧制
671-682-693 50-52.5-55 26-26.5-27
F+P 8.5-11
表 4 30MnSi 脱碳及夹杂物情况试验结果
序号 试验样编号 脱碳层(%) 脆性夹杂 塑性夹杂 夹杂之和
1 试样-1
0.83
0.5
0.5
1
2 试样-2
0.83
0.5
0.5
3 试样-3
0.92
0.5
0.5
1
4 试样-4
0.92
1
1
5 试样-5
0.83
1
1
4 轧制试验方案(表 2) 5 试验结果及分析
5.1 试验结果(表 3) 5.2 试验分析(表 4)
通过试制其塑性的面缩指标得以稳步提高,而 强度处于要求指标值的中下限,由 30MnSi 成分设计 分析可知:提高 W(Si)、W(Mn)含量,且适当降低 W(C) 含量即需在下一轮生产中进一步完善其化学成分设 计,再经工艺优化增大使其在生产时工艺调整窗口 或富余量,增加其生产的稳定性。同时进一步满足 用户需求。
图 1 30MnSi 动态 C 曲线
在供货协议中要求抗拉强度 670~720MPa, 延 伸率、断面收缩率分别不小于 25% 和 48%,即需原料 的热轧态组织具有低强度、高塑性、铁素体晶粒等轴 化的金相组织特点,以适应其深加工具好的拉拔性 能;同时在阴螺纹后的淬火加热同样的加热制度奥 氏体形核点较少, 晶粒相对粗化, 使得 C 曲线右移, 降低临界冷却速度, 利于提高 30MnSi 淬透性。即决 定了 30MnSi 轧制生产中要采用延迟冷却工艺, 图 1 为 30MnSi 动态 C 曲线,经试制表明;冷却速度 V 按 1~ 5℃/s 控制, 抗拉强度、断面收缩率分别在 670~700 MPa 和 50%左右, 性能较理想。实际生产中可考虑 生产∮12mm30MnSi 轧制速度 30~35m/s, 斯太尔摩第 一组辊道起步速度为 0.4~0.6m/s。
30MnSi 钢棒属于热处理强化钢材, 盘园化学成 分 是 性 能 基 础 。 30MnSi 成 分 的 设 计 以 YB/T111— 1997 标准并参考国内同类厂家的产品,结合宝钢集 团八钢公司几十年生产优钢经验进行。其目标成分 设计见表 1;P、S、Ni、Cr、Cu 为有害元素需低于其上限 值;主控元素 C、Si、Mn 含量增加,可增加奥氏体稳定 性, 降低临界冷却速度, 提高淬透性。C 含量的增加 在提高淬透性的同时还提高其淬硬性, 降低钢材塑 性, 而 Si、Mn 基本与淬硬性无关 ; Mn、Si 含量增加可 使 PC 钢棒淬火后回火过程中组织分解转变速度减 慢,提高组织回火稳定性, 从而使 PC 钢棒强度、硬度 随回火温度升高而下降的程度减弱,从而使 PC 钢棒
和工艺优化,成功开发出∮12mm30MnSi 热轧盘。盘条表面质量好、夹轧物尺寸小、力学性能优,已成功应用于预应力混凝土离心管桩等构件中。
关键词 30MnSi 盘条 研制
1 前言
由于 PC 钢棒具有高强度韧性、低松弛性、与混 凝土握裹力强, 良好的可焊接性、镦锻性、节省材料 等特点, 在国内已被广泛应用于高强的预应力混凝 土管桩、高层建筑、电杆、高架桥墩、铁路轨枕等预应
表 1 30MnSi 化学成分
牌号 出钢记号 C
化学成分%
Si
Mn
P
S
Ni
Cr
Cu
30MnS.30 ≤0.025
≤0.025
≤0.25
≤0.25
≤0.2
2019 年第 1 期
新疆有色金属
87
3 工艺线路
150t 转炉-LF 精炼-方坯连铸(结晶器电磁搅拌+ 末端电磁搅拌)-高线轧制-检验-标识-入库。
86
新疆有色金属
2019 年第 1 期
DOI:10.16206/ki.65-1136/tg.2019.01.038
∮12mm30MnSi 盘条的研制
李钢 陈海军 雷洪 李果 (宝钢集团八钢公司制造管理部 乌鲁木齐 830022)
摘 要 据宝钢八钢公司冶炼、工艺装备特点,结合 30MnSi 成分设计、热轧态组织性能分析,通过合理的化学设计、调整,经生产试制
46-49-52 20-21.5-24
F+P 8.5-10
表 3 30MnSi 轧制试验结果
第一轮 1 次轧制
方案 2
方案 3
675-684-691
668-679-688
48-50-52
42-46-49
26-26.5-27
26-26.5-27
F+P
F+P
8.5-10
8.5-10
第一轮 2 次轧制
680-691-702 45.5-47-49 26-26.5-27
公司对西北周边的市场情况进行市场调研、考察, 决
定开发∮12mm 30MnSi 热轧光圆盘条, 以满足市场需
求。
2 产品技术要求
30MnSi 热轧盘条执行与用户签订的协议成分、
性能并以 YB/T111—1997 为依据,对化学成分、力学
性能、盘条外形尺寸、表面质量等制定了控制标准。 2.1 30MnSi 成分设计分析
调质处理性能稳定、可控,在 W(Si)、W(Mn)<1.5 %时 其含量增加塑性增加, 因此, 成分设计按适当降低 C 含量, 提高 Mn、Si 含量以便得到良好综合性能的钢 棒,据此设计了 30MnSi 成分。 2.2 其热轧态组织性能分析
力构件中。随着近年来西部经济发展 PC 钢棒需求
量稳步地增长。而预应力钢筋常用 30MnSi,经八钢
表 2 30MnSi 轧制试验方案
方案 项目
方案 1
第一轮 1 次轧制 方案 2
方案 3
第一轮 2 次轧制
第二轮轧制
开轧温度℃
950~1050
1000~1080
1000~1080
吐丝温度℃
840~860
845~880
855~875
终轧速度 m/s
35
辊道速度 m/s
0.7~1.41
0.7~1.41
0.40~1.20
0.4 0~1.20
0.40~1.20
冷却要求
1#-18#高速全开, 其余全停,保温罩
全开
风机全停,保温罩 全开
1#、3#、5#风机开、
7#-10#风机开启, 风机全停,保温罩全
其余全关,保温罩
开
全开
风机全停,保温罩 全开
方案
项目
力学 性能
抗拉 Kpa 面缩% 延伸率%
金相 组织
组织 晶粒度
方案 1 707-706-703