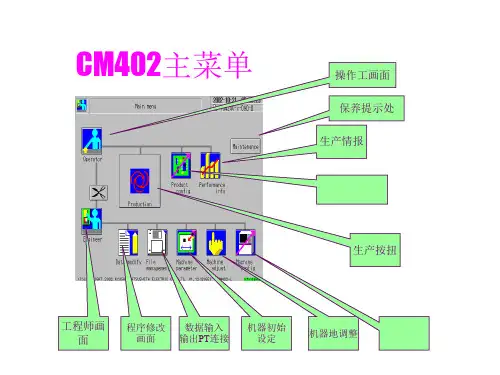
贴片机CM402操作面解
- 格式:ppt
- 大小:2.36 MB
- 文档页数:40
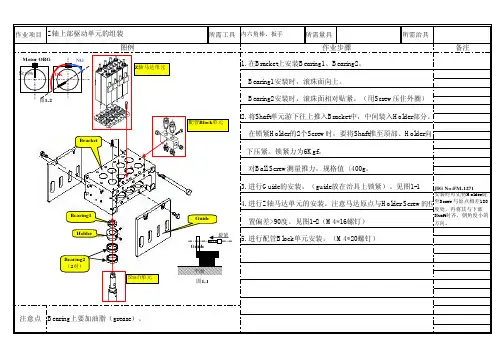
BracketBearing1平面Shaft单元11 22支架Block荷重控制器Sensor Dog备注注意点3. Chip recoy cameraθaxis OriginOffset (Parts Camera 角度补正需要使用专用JIG 。
将JIG 置于3号Head 上进行测定。
JIG No:FM-07249. 对机器的精度进行测定。
在测定之前先进行机器预热,Aging 方式工作30分钟。
1. PCB recog camera Xyaxis OriginOffset需要将PCB Camera 角度调整至0.02以内。
2. Z Axis origin offset (Z 轴的高度补正)使用1003吸嘴进行测量。
8. 进行Head (Z T )axis 的版本升级Machine Parameter-->Machine mainte-->Machine information选择Head (Z Θ)axis--〉Update Start图例作业步骤 本为0.95。
(A Stage 使用多功能头)作业项目多功能Head Unit 的改造所需工具内六角棒所需量具所需治具FM-0724FM-1074FM-1136备注注意点作业项目多功能Head Unit 的改造所需工具内六角棒所需量具所需治具图例作业步骤 在theta 回原点后,检查吸嘴定位爪在左侧,否则theta 回转需要使用专用JIG 。
吸嘴置于3号Head 上。
7. Load Head (贴装的荷重测量)JIG 置于3号Head 上。
5. Light intensity (Part Camera LED 灯光测定)180度后进行下一步精度测定。
4. PCB positioning Mount height (PCB 位置和贴装高度检测)a.点击Load Head 菜单。
b.进行工作台选择、JIG 的放置。
将治具放入测量的工作台。
治具电源借用台车Feeder 电源。
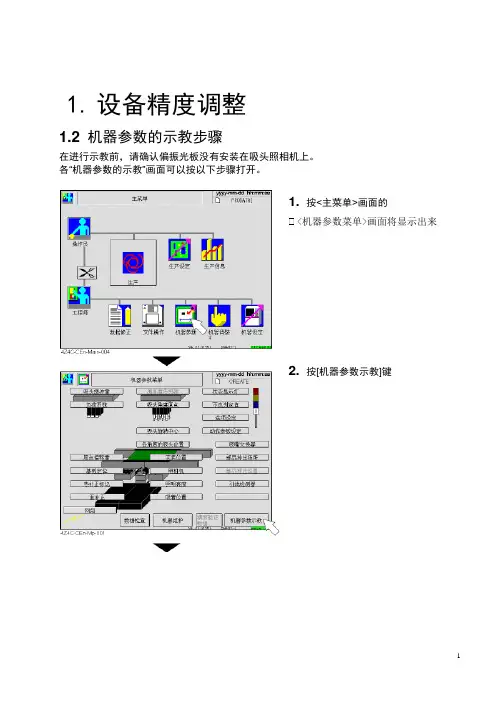
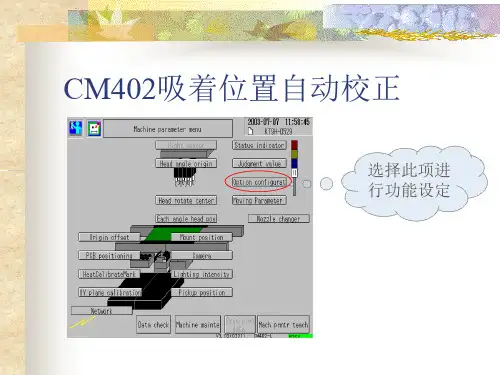
1.设备精度调整1.2 机器参数的示教步骤在进行示教前,请确认偏振光板没有安装在吸头照相机上。
各“机器参数的示教”画面可以按以下步骤打开。
1. 按<主菜单>画面的<机器参数菜单>画面将显示出来2. 按[机器参数示教]键3. 按操作面板的<机器参数的示教菜单>画面将显示出来4. 按进行示教的参数键此处举一个例子,按[基板识别照相机XY 轴原点偏移量]键5. 选择进行示教的工作台6. 按照画面的提示,开始机器参数的示教1.2.1 基板识别照相机·XY 轴原点偏移量1. 按[基板识别照相机XY 轴原点偏移量]键2. 选择示教工作台3. 按操作面板的+ [固定标志位置移动]键吸头照相机将移动到标记位置4. 按操作面板的+ [照相机角度示教]+ [XY 轴原点偏移量照相机倍率示教]键。
重复步骤2. ~ 5 的操作,在其它工作台上也要进行同样的操作。
6. 按功能键。
回到<机器参数示教菜单>画面1.2.2 Z 轴原点偏移量A) 高速吸头(8 个吸嘴) 时A)在使用8 根130 号吸嘴时(整体示教)1. 按[Z 轴原点偏移量]键2. 选择示教工作台3. 按操作面板的+ [原点复归]键5. 将伺服开关置于OFF状态6. 打开安全盖7. 在整个吸嘴位置上安装130 号吸嘴8. 关闭安全盖9. 将伺服开关置于ON 状态11. 按操作面板的+ [卸下夹具]键12. 将伺服开关置于OFF 状态13. 打开安全盖14. 取下吸嘴15. 关闭安全盖16. 将伺服开关置于ON 状态重复步骤2. ~ 16.的操作,在其它工作台上也要进行同样的操作18. 按操作面板的+ [执行]键B) 使用1 根130 号吸嘴时(每个吸嘴的示教)1. 按[Z 轴原点偏移量]键2. 选择示教工作台3. 按[每个吸嘴]键4. 按操作面板的+ [原点复归]键5. 按操作面板的+ [量具设置]键7. 打开安全盖8. 在画面所显示的吸嘴位置上安装130 号吸嘴9. 关闭安全盖10. 将伺服开关置于ON 状态11. 按操作面板的+ [高度原点示教]键12. 重复步骤5. ~ 11.的操作,在吸嘴位置2到吸嘴位置8 之间进行示教13. 按操作面板的+ [卸下夹具]键14. 将伺服开关置于OFF 状态15. 打开安全盖16. 取下吸嘴17. 关闭安全盖18. 将伺服开关置于ON 状态重复步骤2. ~ 18.的操作,在其它工作台上也要进行同样的操作19. 按功能键20. 按操作面板的+ [执行]键吸头移向原点位置B) 多功能吸头(3 个吸嘴)时A) 使用3 根1003 号吸嘴时(整体示教)1. 按[Z 轴原点偏移量]键。


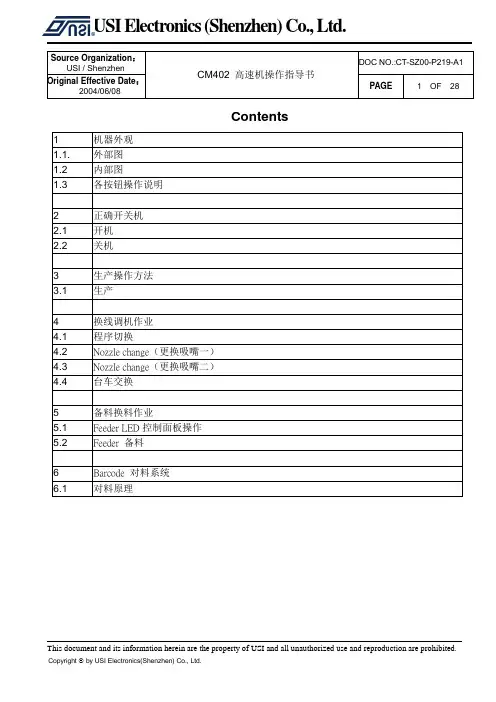
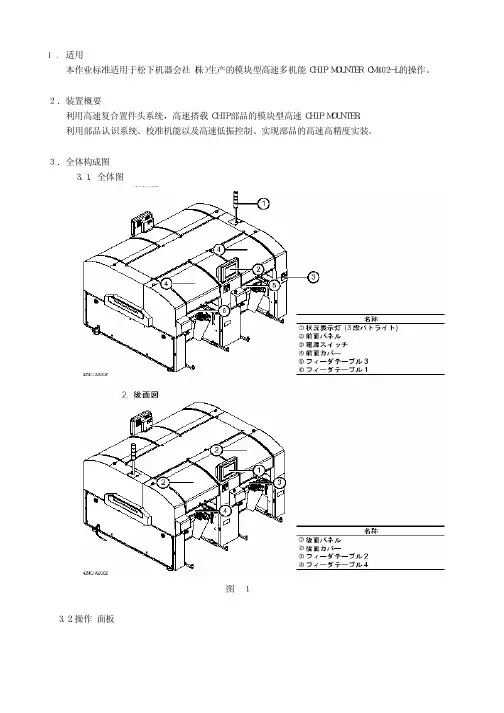
1.适用本作业标准适用于松下机器会社(株)生产的模块型高速多机能CHIP MOUNTER CM402-L的操作。
2.装置概要利用高速复合置件头系统,高速搭载CHIP部品的模块型高速CHIP MOUNTER。
利用部品认识系统、校准机能以及高速低振控制、实现部品的高速高精度实装。
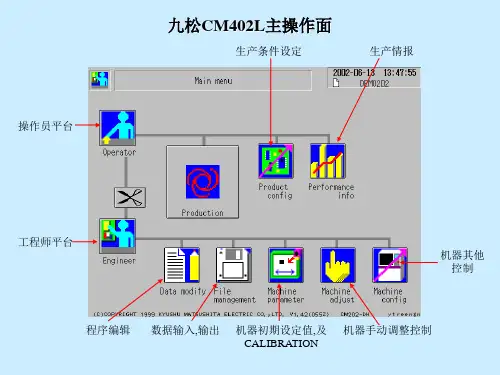
3.全体构成图3.1.全体图图13.2.操作面板开关作用开始生产,以及从暂时停止状态到再启动时使用暂时停止生产時(SINGLE STOP )使用机器开动的按键、为防止危险、要与这个开关同时使用。
按下此键 ,控制面板的左上显示,表示触摸锁定。
未使用控制面板的背景灯点灯。
背景灯在一定时间内不操作的话会自动黑屏又、黑屏的时间可以变更操作面板以及触摸面板操作的场合、进行前面和后面的切换场合使用(按下去的话会点灯、才可以使用)。
根据SERVO OFF 、操作面板的操作变成无效的场合、点灯。
触摸面板的背景灯熄灭的场合点灯。
SERVO(伺服开关)马达的伺服开关。
在机械内部进行作业的场合、一定要把开关打倒OFF的位置,、再进行作业。
开始生产的场合要把全面・后面的伺服开关都打倒ON的位置。
EMERGENCY STOP(非常停止)让机械紧急停止的开关。
按下去机械停止。
重起的场合拉这个开关就要解除。
3.3.触摸面板①操作界面②非常停止按钮 (2个位置)图2NO. 名称説明1上功能键仅F1使用(F2~F8未使用)2阶层、模式、菜单名显示区域现在有显示的画面是什么状态,由各项目和图标表示图标是主菜单与相同的显示例)上记画面的场合操作员模式生产中、表示单个停止3年月日时间、数据名显示表示区域现在的年月日、时间、数据名等表示4状态表示、开关、信息区域装置的状态或信息、进行操作的开关等显示5著作权、系统版本、画面名表示区域画面的著作权、系统的版本、显示画面名6下功能键经常使用的机能3.4.功能键说明上功能键功能附加显示阶段切换显示附加的阶段替换键按住,就从A阶段切换到B阶段下功能键功能画面印刷显示画面的HARD COPY KEYCOPY内容是由与PT连接的打印机打印的下功能键功能附加认识画面、在触摸面板上显示附加。