台达HMI配方使用技巧
- 格式:doc
- 大小:1.19 MB
- 文档页数:6
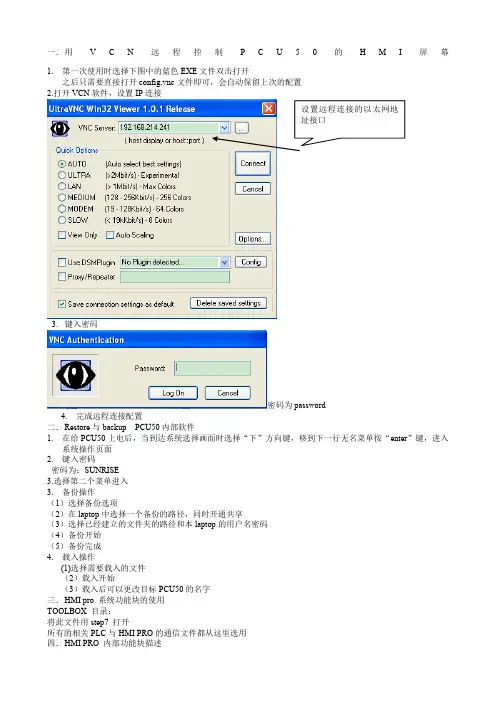
一.用V C N远程控制P C U50的H M I屏幕1.第一次使用时选择下图中的蓝色EXE文件双击打开之后只需要直接打开config,vnc文件即可,会自动保留上次的配置2.打开VCN软件,设置IP连接3.键入密码4.完成远程连接配置二.R estore与backup PCU50内部软件1.在给PCU50上电后,当到达系统选择画面时选择“下”方向键,移到下一行无名菜单按“enter”键,进入系统操作页面2.键入密码密码为:SUNRISE3.选择第二个菜单进入3.备份操作(1)选择备份选项(2)在laptop中选择一个备份的路径,同时开通共享(3)选择已经建立的文件夹的路径和本laptop的用户名密码(4)备份开始(5)备份完成4.载入操作(1)选择需要载入的文件(2)载入开始(3)载入后可以更改目标PCU50的名字三.H MI pro 系统功能块的使用TOOLBOX 目录:将此文件用step7 打开所有的相关PLC与HMI PRO的通信文件都从这里选用四.H MI PRO 内部功能块描述1.DB59HMI PRO 标准数据块如果需要使用其他块命名,可以按下列步骤更改2.DB19"DB_MMC" (DB19)This DB is found in the Toolbox if using an NC, or in the TRANSLINE Library if using a SIMATIC PLC.MMC signals interface此块用于静态的硬件连接,在TOOL中的COMMON目录里面2.FC57驱动块OP12的按键功能通常IB4左边MINUS按钮IB5 右边PLUS按钮(参见下图)此功能块用于将OP12上的左右按键与PLC的DB59中的相关参数做关联ENABLE: 只有将其置为1时,此功能块才有效。
当其为0时,所有的输出参数将会清零。
PLUS_MINUS_EXTERNAL: in case the signals for plus/minus (DBX2920.0/.1) are not set with direct keys. Used witha BHG or HT6PLUS_KEY: input byte of the right side (plus) direct keysMINUS_KEY: input byte of the left side (minus) direct keysNote:此块针对于按键的数据区域为DBW2918.首先,将动作按键的正负位DBX87.4/87.5通过数据区域传送给OP12。

昆明烟厂太阳能预热洗涤热水系统操作员站HMI操作简易说明书(2011-8)操作员站 (1)HMI操作简易说明书 (1)HMI系统概述 (3)软件系统架构 (3)窗口操作介绍 (3)登录窗口 (3)功能操作栏 (3)常规主画面 (4)用户注销 (4)确认退出对话框 (5)报警浏览窗口 (5)报警历史程序窗口 (6)模拟量趋势 (7)操作记录查询画面 (8)标准模块窗口 (8)工程参数设定画面 (8)电机操作画面 (10)HMI系统概述软件系统架构昆明烟厂太阳能预热洗涤热水系统采用1个Pannelview触摸屏做操作员站和工程师站,HMI系统采用FTView上位机软件,通过RS232链接Controllogix,采用RSLinx Enterprise OPC连接方式获取PLC中的数据。
窗口操作介绍登录窗口图2 登录窗口当操作员站触摸屏启动后,会自动加载HMI程序,程序启动后,会提示输入操作员用户名和密码,只有有权限登录的人员才能登录本系统。
功能操作栏图3 功能操作栏所有主画面的底部均为此操作栏,用于一些功能画面的导航。
点击左边4个按钮将弹出菜单窗口栏,用于直接导航切换到相应到画面。
点击历史趋势将切换到历史趋势窗口,点击状态图将切换到当前工艺主画面。
点击操作参数按钮,将显示可以操作的水泵、电磁阀启停、开闭。
点击工程参数按钮将切换到工程参数设定画面。
常规主画面图4 常规主画面本画面为系统中较常规的画面,集中了绝大部分画面元素。
大部分画面元素是根据PID 画面所制,每个监控点都有一个KKS编码与之对应,点击画面上的不同监控点,会弹出相应的操作小窗口用于操作。
如果本画面中有相应的顺控子组操作,则会放置相应的顺控操作按钮。
用户注销图5 确认注销对话框当点击任意一个主画面上的用户注销按钮时,将注销当前登录用户,为只能查看状态,不能做任何操作的权限画面。
当用户重新登录,才能根据分配的用户权限操作或设定工程参数。
权限分配是按照操作员组来划分的,系统中预留5个组,分别是管理员组,操作员组1,操作员组2,操作员组3,默认组,所有的用户分属于不同的组。
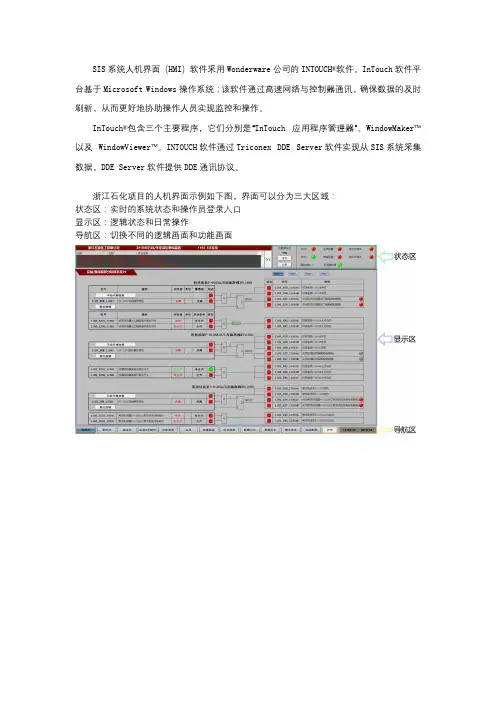
SIS系统人机界面(HMI)软件采用Wonderware公司的INTOUCH®软件。
InTouch软件平台基于Microsoft Windows操作系统;该软件通过高速网络与控制器通讯,确保数据的及时刷新,从而更好地协助操作人员实现监控和操作。
InTouch®包含三个主要程序,它们分别是“InTouch 应用程序管理器”、WindowMaker™以及WindowViewer™。
INTOUCH软件通过Triconex DDE Server软件实现从SIS系统采集数据,DDE Server软件提供DDE通讯协议。
浙江石化项目的人机界面示例如下图,界面可以分为三大区域:状态区:实时的系统状态和操作员登录入口显示区:逻辑状态和日常操作导航区:切换不同的逻辑画面和功能画面1状态区状态区包括项目基本信息、实时报警列表、历史报警按钮、操作员级别及登录按钮、重要的系统状态信息等五部分。
1.1项目基本信息项目名称、装置名称等项目的基本信息。
1.2实时报警列表记录的文本采用特定的颜色,以指出其确认状态:➢未确认的报警:文本字体为红黑闪烁➢报警标记的值返回到正常:文本字体为蓝色确认的报警会从实时报警列表中删除,点击历史报警按钮进入报警历史画面查看历史报警。
1.要确认所有报警:在显示对象中单击鼠标右键,指向确认其它,然后单击适当的命令:➢单击确认全部以确认所有当前报警。
➢单击确认可见项以确认显示对象中所有的可见报警。
2.要确认所选报警1)选择一个或多个报警。
2)单击鼠标右键,然后单击确认已选项。
3.要按组、标记或优先级确认报警1)选择报警2)在显示对象中单击鼠标右键,指向确认其它,然后单击适当的命令:➢单击确认已选组,以确认属于所选报警组的所有报警。
➢单击确认已选标记,以确认其所有标记的名称与所选报警的标记名相同的报警。
➢单击确认已选优先级,以确认与所选报警具有相同的一个或多个优先级的所有报警。
1.3历史报警按钮鼠标左键单击进入“报警历史”画面,“报警历史”画面详细介绍见3.2.4章节。
台达HMI配方使用技巧摘要:本文全面的讲解了在HMI中何谓配方以及配方使用的好处,进而详细介绍台达DOP系列32bitHMI中配方的建立,读,写及应用。
一.什么是配方?配方通俗的讲就是一组数据的集合,比如:你的生产线需要生产500种商品,那么输入这些商品的参数将是一个很耗时的工作。
加入这些数据被事先输入到配方中,那么当你更换需要生产的产品种类时,只需要更改配方号即可,而无需去实时的输入数据,这样做的另外一个好处就是数据在现场对于操作人员来说是不可见的,从而保护了你的数据安全,既然配方就是一组数据的集合,那么任何寄存器或者说任何连续的存储单元都可以作为配方的使用来应用,在大型的PLC 控制系统中存储器的容量有限,而对于掉电保持寄存器更是有限,为了解决PLC的掉电存储的有限继而出现了HMI的配方,在使用上配方较PLC的掉电保持寄存器很简单,所以得到广泛的应用。
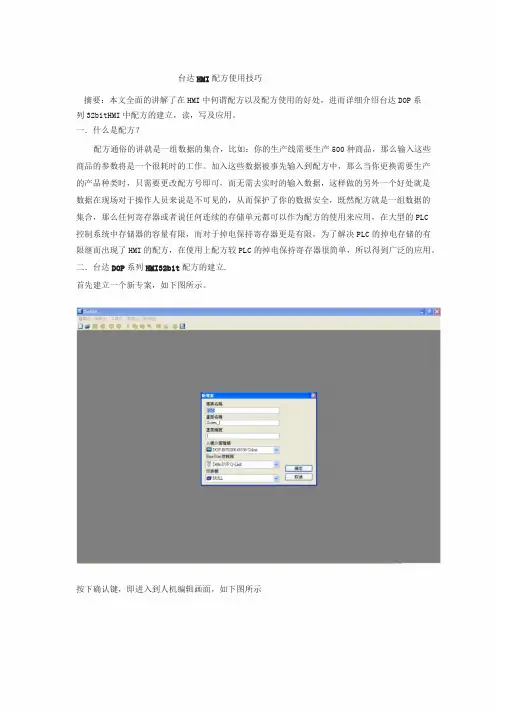
二.台达DOP系列HMI32bit配方的建立.首先建立一个新专案,如下图所示。
按下确认键,即进入到人机编辑画面,如下图所示选择功能菜单选项中的选项/32位元配方,在此设置两个配方组合表,写入位置为1@D200,第一组配方为4*4,第二组配方为4*6,断电保持区都设在HMI,建立完成如下图所示关闭配方建立窗口选择功能菜单选项中的选项/设定模组参数/控制命令来设定控制区,以便通过PLC或HMI来控制配方的读取,写入。
在此我们设定命令区位址为1@D0,长度为8,且动作完成旗标打勾,如下图所示按下确认完成控制区设定。
在人机编辑画面,我们将配方缓冲区(RCP0~RCP3),配方表(RCP4~RCP15)以及配方写入位址(1@D200~1@D207)以数值输入元件列出,另也建立配方群组别指定寄存器RCPG及配方组别指定寄存器RCPNO的数值输入元件,以及配方读取/写入元件1@D5,如下图所示建立完成后进行编译动作,编译成功后即可下载至人机操作程序执行画面如下,进入程式画面后RCPG默认为0,RCONO默认为1,因此时未选择配方组别,因此缓冲区RCP0~RCP3,配方RCP4~RCP15显示为0,此时配方尚未写入PLC的1@D200~1@D207,因此显示数值为0.如下图所示第一组配方,如下图所示第二组配方,如下图所示按下配方写入按钮,人机立即将数据写入1@D200~1@D207,数据显示如下图所示以上即为32bit的使用范例。
昆明烟厂太阳能预热洗涤热水系统操作员站HMI操作简易说明书(2011-8)操作员站 (1)HMI操作简易说明书 (1)HMI系统概述 (3)软件系统架构 (3)窗口操作介绍 (3)登录窗口 (3)功能操作栏 (3)常规主画面 (4)用户注销 (4)确认退出对话框 (5)报警浏览窗口 (5)报警历史程序窗口 (6)模拟量趋势 (7)操作记录查询画面 (8)标准模块窗口 (8)工程参数设定画面 (8)电机操作画面 (10)HMI系统概述软件系统架构昆明烟厂太阳能预热洗涤热水系统采用1个Pannelview触摸屏做操作员站和工程师站,HMI系统采用FTView上位机软件,通过RS232链接Controllogix,采用RSLinx Enterprise OPC连接方式获取PLC中的数据。
窗口操作介绍登录窗口图2 登录窗口当操作员站触摸屏启动后,会自动加载HMI程序,程序启动后,会提示输入操作员用户名和密码,只有有权限登录的人员才能登录本系统。
功能操作栏图3 功能操作栏所有主画面的底部均为此操作栏,用于一些功能画面的导航。
点击左边4个按钮将弹出菜单窗口栏,用于直接导航切换到相应到画面。
点击历史趋势将切换到历史趋势窗口,点击状态图将切换到当前工艺主画面。
点击操作参数按钮,将显示可以操作的水泵、电磁阀启停、开闭。
点击工程参数按钮将切换到工程参数设定画面。
常规主画面图4 常规主画面本画面为系统中较常规的画面,集中了绝大部分画面元素。
大部分画面元素是根据PID 画面所制,每个监控点都有一个KKS编码与之对应,点击画面上的不同监控点,会弹出相应的操作小窗口用于操作。
如果本画面中有相应的顺控子组操作,则会放置相应的顺控操作按钮。
用户注销图5 确认注销对话框当点击任意一个主画面上的用户注销按钮时,将注销当前登录用户,为只能查看状态,不能做任何操作的权限画面。
当用户重新登录,才能根据分配的用户权限操作或设定工程参数。
权限分配是按照操作员组来划分的,系统中预留5个组,分别是管理员组,操作员组1,操作员组2,操作员组3,默认组,所有的用户分属于不同的组。
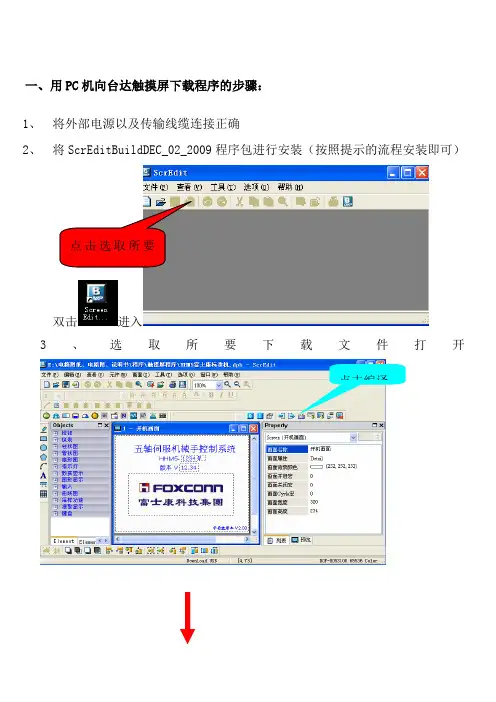
一、用PC机向台达触摸屏下载程序的步骤:
1、将外部电源以及传输线缆连接正确
2、将ScrEditBuildDEC_02_2009程序包进行安装(按照提示的流程安装即可)
点击选取所要
双击进入
3、选取所要下载文件打开
点击编译
显示
点击下
二、用U 盘向台达触摸屏下载程序的步骤:
以单臂程序为例:
将HMI-000拷入U盘(U盘必须是FAT32格式)
触摸屏上电后,插入U盘。
安全设置--系统菜单--systemsetting--file 左边选中USB--HIM-000右边选中HMI--HMI-000
点击COPY
长按屏幕
转换到主
页面,也可
此处在触摸屏
点此
一定要出现此
三、传输过程中难免会遇到传输不进去的问题,此时我们就要进行恢复出厂设置了如果进行恢复出厂设置请按照以下步骤进行:
1、进入选择出厂设置界面:
2、点击进入点击将会弹出一个提示
选择
要先选
择格式
化触摸
对话框。
3、
4、密码正确后屏幕上会出现FORMAT提示框格式完后会自动弹回Areyousuretoformat?页面此时返回后重新传输新程序即可。
格式化
提示框,
四、触摸屏更新韧体流程
由于我公司使用台达触摸屏以前比较老的机台现需要韧体更新才能够往里传输程序基本流程如下:
打开触摸屏编程软件:
将触摸屏外部电路以及下载更新线缆联接好
如果没有联机下载线可用打印机联机线,一端为USB一端为方梯形插头。
然后点击工具标题栏里的更新韧体待触摸屏进度条进入100%即可。
以上为台达触摸屏传输程序和格式化的教程如有问题请联系我,。
台达HMI宏指令与安迪伺服系统通讯东北大区业务支援处 FAE 孙承志【摘要】本文主要介绍了台达人机界面与国产安迪伺服系统宏指令通讯应用案例,结合具体的宏指令编程语言的应用方法和技巧,详细地介绍了宏指令自由协议通讯程序的系统架构、具体步骤、软件算法以及实现方法,对今后类似的HMI通讯技术应用具有很好的借鉴作用。
【关键字】宏指令自由协议 RS-232通讯【前言】台达DOP系列人机界面均具有宏指令软件编程功能,可以根据客户设备或者生产线具体工艺技术要求灵活应用,解决自由协议通讯连接,实现读取参数、设定参数等功能。
还可以通过宏指令软件编程,实现HMI 驱动微型打印机功能,配合HMI控制程序,完成设备现场工艺参数打印存档。
除此之外,宏指令还有其他强大的功能,可以实现一些HMI普通软元件编程组态无法完成的任务,活学活用台达HMI宏指令,可以增强HMI程序控制功能,提升台达HMI差异化竞争能力。
应用工程师在项目实践中,HMI控制程序组态编程过程时,适当地加入宏指令程序,可以简化组态程序和下位控制器(PLC或者其他专用控制器或者驱动器等)控制程序,达到事半功倍的效果。
【正文】安迪伺服系统产地辽宁大连,属于通用型交流伺服系统,该伺服驱动器带有8Pin Mini圆型通讯接口,支持RS232/422/485三种通讯格式,使用者可籍由此口连接上位机(PC机或者HMI等),实现通讯读写参数或者命令、状态信息等功能。
本案例应用台达DOP-B05S100型号的HMI,连接安迪ADSD-S23-0.75K伺服系统,HMI读取伺服当前运行速度值,将变化的速度值实时显示在HMI画面上,下面详细介绍宏指令编程步骤和技巧,对于读取或者写入其他参数值或者状态信息,请以此例程为借鉴样本,更改欲访问的参数地址即可实现。
通讯组网硬件接线如下图:台达DOP-B05S100人机界面COM2口RS-232方式管脚定义如图所示:安迪伺服系统8Pin Mini通讯口管脚定义如图所示:台达HMI通讯接口COM2为通用标准RS-232串口定义,和PC机串口相同,所以通讯连接电缆制作图按照上图制作即可。
台达HMI配方使用技巧台达HMI(人机界面)是一种用于控制和操作机器设备的系统,它可以帮助我们实现对工业生产过程的监控和控制。
在使用HMI时,掌握一些配方使用技巧可以提高操作的效率和准确性。
以下是一些台达HMI配方使用技巧的详细介绍:1.绘制图形元素:使用HMI界面,可以将各种图形元素进行绘制,如按钮、指示灯、图标等。
通过合理的图形布局和颜色搭配,可以使界面更加直观和易于操作。
在绘制图形时,可以使用台达HMI提供的画图工具或导入矢量图形进行设计。
3.设定变量和数据传递:HMI配方使用技巧中非常重要的一点是设定变量和数据传递。
使用变量可以方便地在不同画面和功能之间进行数据传递和共享。
可以通过设定变量的值来实现参数调整、状态反馈和逻辑判断等功能。
同时,还可以设置触发条件和变量关联,使得触发条件满足时可以触发相应的动作。
4.添加报警和故障处理:在HMI界面中,可以为各种设备或系统添加报警和故障处理功能。
通过设置报警触发条件和报警动作,可以在设备出现异常时发送警报信息并采取相应的处理措施。
同时,可以设定故障处理程序,对设备故障进行诊断和处理。
5.配置登录和权限:为了对HMI系统进行安全管理,可以配置登录和权限控制功能。
通过设置登录用户名和密码,可以对HMI系统进行授权访问,并限制特定用户的操作权限。
这样可以确保只有经过授权的用户才能进行操作,提高系统的安全性。
6.添加历史数据记录:为了分析和监控生产过程的变化以及设备运行状态的演变,可以添加历史数据记录功能。
通过设置历史数据采集频率和存储周期,可以自动采集和记录设备运行数据。
在需要时,可以通过查询历史数据来分析设备运行趋势和异常情况,以便及时采取措施。
7.设计合理的界面交互:一个好的HMI界面设计应该考虑用户的使用习惯和心理预期,使得操作过程更加顺畅和高效。
通过设计合理的界面交互方式,可以减少用户操作的次数和复杂度,提高用户的使用体验。
例如,可以设置默认数值、自动刷新和快捷键等功能,简化操作步骤。
主机测试
台达EX主机测试
在线模拟控制台达
HMI在线模拟控制
首先用WPLSoft编写PLC程序:
LD X0
OR M0
OR Y0
ANI X1
ANI M1
OUT Y0
END
编译后下载到PLC中运行。
再用Screen editor做一个简单的界面,包括一个指示灯和两个按钮,如图:
运行“在线模拟”,弹出串口设置对话框,选择USB虚拟串口COM5。
点击OK即进入模拟界面,如图:
此时,单击“点亮”按钮,PLC上的Y0指示灯就会点亮,单击“熄灭”按钮,PLC上的Y0指示灯灭。
与此同时,模拟画面上的提示灯也会发生状态的变化,但与PLC上的指示灯变化相反。
(如何调整?)
这里的“点亮”功能是用一个与X0并联的位M0控制的,而“熄灭”则是用一个与X1串联的位M1控制的。
若将“点亮”按钮直接与X0绑定,则会出现访问错误,这是因为输入触点是只读的,不能写入!!!
wskfvpl-2011-7-16。
{品质管理质量认证}A N H M I界面操作手册目录第一章概述 (3)第二章人机界面概述 (4)第三章手动方式 (5)第四章自动方式 (9)第五章数据 (18)第六章信息 (24)第七章系统 (25)第八章附录 (26)第一章操作人员参考概述此手册供开放式架构数控系统 PA8000_LWCNC 的操作人员参考使用,操作人员在操作 PA8000_LWCNC 数控机床时,请仔细阅读本手册;手册中将介绍如何操作和运行 PA8000_LWCNC,如何新建与编辑 NC 程序,修改刀具长度补偿(H)、刀具路径补偿(D)、工件坐标系偏置(G54――G59)、循环参数(P)等为使保持手册更加通俗易懂,手册中不包括任何可选功能的介绍和使用说明;如有特殊功能,可以向机床制造商索取专门的使用说明资料;希望操作人员能通过对本手册的仔细阅读,更快及熟练地掌握 PA8000_NTCNC;第三章手动方式进给、当用户进入 PA8000_LWCNC 系统后,用户可以看到如下的人机界面(HMI界面):手动方式界面图 1-1在 PA CNC 进行对话。
PA —HMI,自动(Alt+A),数据(Alt+D),信息(Alt+I),系统(Alt+S),缩放(Alt+Z)每个主任务栏又有若干子任务栏,选择。
状态栏显示实时的机床状态,NC 及其相关状态的显示;报警信息栏则提供相应的 CNC 报警信息或 PLC 报警信息, 运行状况栏显示用户的操作状况及所选辅助功能;1. 用户在选择手动方式(手动软按钮)后进入如图 1-1 的界面,它主要有连续第二章人机界面概况增量进给,手轮进给,回原点,断点返回,辅助功能等主要功能,下面就手动方式下的各功能做一介绍2.连续进给:在图 1-1 下,通过Alt+1 选择连续进给方式(状态栏及 NC 程序栏显示连续进给方式,图 3-1),进入下一界面选择所需点动的轴(反淡蓝表示有效,如图 3 -1 所示的 X),再使用操作面板上的点动按钮来移动轴(正点动或负点动按钮),按下按钮,轴连续的进给运行,松开按钮连续进给停止图 3-13.增量进给:在图 1-1 中,通过Alt+2 选择增量进给方式(状态栏与 NC 程序栏显示增量进给方式,如图 3-2),然后进入下一画面选择用户所需点动的轴(反淡蓝表示有效,如图 2-2 中画圈处),再使用相应的点动按钮来移动轴,按一次按钮(按下然后松开表示一次),轴移动一定的位置(默认为 1mm 的进给量),图 3-2ESC如修改移动的进给量,可再一次选择当前的轴(如图 3-3 所示),输入增量的值后,按确定按钮,当前选择中的轴位置处将显示所输入的增量值(单位:mm )图 3-3取消修改,可通过按 Alt+Space (如 3-4 图所示),通过↑、↓将光标移动至关闭 CLOSE ,按回车结束修改或者按 按钮图 3-44. 手轮进给:在图 1-1 中,通过 Alt+3 选择手轮进给方式(状态栏与 NC 程序栏显示手轮方式),然后外部的手脉有效,可通过操作面板的手轮轴选择(X 轴或Y 轴……)、手轮倍率选择(X1、X10、X100)进行切换(如图 3-5 所示)图 3-5注意:当 X 轴或 Z 轴及任何轴撞硬限位后,手轮功能无效5.回原点:在图 1-1 中,通过Alt+4 选择回原点方式(状态栏与 NC 程序栏显示回原点方式);然后选择所要回原点的轴;(注:如3-6图所示,此时三轴为未选状态,当选则时,三轴为反淡蓝状态,此时有效);再揿操作面板上的循环启动按钮执行回原点动作;如果选择了多轴回原点:此时回原点将按照机床参数所设置的顺序依次回到原点位置。
第 1 页 共 15 页HMI 操作面板使用说明1 操作面板概述操作面板(如图1-1所示),正面分为两大区域:数码管显示区域及按键操作区。
图1-1数码显示区由6个数码管构成,用于显示各个参数的设置。
按键共有8个,用来设置包缝机机的各种运行控制参数,部分按键上有LED 小灯,用于显示按键功能是否开启,详见表1。
表1:按键说明序号 外观描述1功能键:主要起确定操作作用,还可以与其它按键组成组合按键。
2 循环键:小数点位置切换。
3剪线选择键4吸气选择键5传感器选择键6缝制模式选择键:7机头灯键8布边模式选择键2用户模式定义2.1操作员模式此模式为操作面板的默认模式,操作面板上电后自动进入此模式。
进入此模式,6个数码管上的小数点位会两个相连的数码管小数点移动显示(屏幕显示),表示HMI处于空闲状态。
在执行任何操作的时候,如果长时间不按按键的话,HMI会自动切换到空闲状态,前一执行的操作将不会被执行!2.1.1全自动/半自动/全手工模式设置:全自动模式:按5键,再按下6键,两个无先后顺序。
5键灯亮,6键灯亮。
半自动模式:5键灯亮,6键灯灭。
全手工模式:5键灯灭,6键灯灭。
2.1.2剪线模式设置:。
当3按键上面两个LED灯都不点亮的时候,表示没有剪线;当3按键左上方LED灯点亮,右上方不亮的时候,表示前剪线;当3按键左上方LED灯不亮,右上方点亮的时候,表示后剪线;当3按键左上方、右上方LED灯都点亮的时候,表示前后均剪线。
2.1.3吸气模式设置:。
当4按键上面两个LED灯都不点亮的时候,表示没有吸气;当4按键左上方LED灯点亮,右上方不亮的时候,表示前吸气;当4按键左上方LED灯不亮,右上方点亮的时候,表示后吸气;第 2 页共 15 页当4按键左上方、右上方LED灯都点亮的时候,表示前后均吸气。
2.1.4机头灯设置:当按下7后,键角LED灯会亮,机头灯点亮。
再按一下键左上角LED灯会熄灭,机头灯灭。
2.1.5布边模式设置:当8按键上面两个LED灯都不点亮的时候,表示没有拖布;当8按键左上方LED灯点亮,右上方不亮的时候,表示前拖布;当8按键左上方LED灯不亮,右上方点亮的时候,表示后拖布;当8按键左上方、右上方LED灯都点亮的时候,表示前后均拖布。
PLC-HMI组态配方中的区域指针使用-我的总结-成功5篇范文第一篇:PLC-HMI组态配方中的区域指针使用-我的总结-成功根据博途自带的帮助文件进行组态配方使用区域指针。
这里我们使用了全局数据块DB2.并在内部建立了一个5个int长度的数组。
在HMI的连接中设置这里因为要传输的是配方数据记录,并且由于上一步组态的数据长度为5,所以此处选择数据记录,同时写入全局数据块的地址为DB2.DBW0。
配方中设置“同步”选项。
勾选了“变量离线”,勾选”协调的数据传输“,并选择连接。
然后PLC和HMI开始仿真。
传送完配方后发现DB2.DBW6变成了4,此时不允许再次下载配方。
如果我们把DB2.DBW6改为0就可以再次下载配方了。
我的总结:1.勾选了“同步变量“,勾选了“变量离线”,勾选”协调的数据传输“如果我们没有在同步设置“协调的数据传输“那么只要想下载配方就可以在HMI上下载配方。
一旦勾选了“协调的数据传输“那么必须有PLC中设置为可以可以传送才能再次在HMI上向PLC下载配方。
2.勾选了“同步变量“,勾选”协调的数据传输“这种情况下的数据邮箱是不起作用的。
也即协调数据传输时不起作用的,既是DB2.DBW6变成了4,HMI再次下载配方时也不会收到限制。
这种情况跟只勾选“同步变量“的效果一样。
第二篇:安全总结:浅谈区域活动中的安全安全总结:浅谈区域活动中的安全浅谈区域活动中的安全区域活动是根据幼儿发展需求和主题教育目标创设的立体化育人环境,它是深受幼儿喜爱的活动之一,是幼儿自主学习的主要场所和幼儿自我概念形成的源泉。
《幼儿园教育指导纲要》明确指出“幼儿园必须把保护幼儿的生命和促进幼儿的健康放在工作的首位。
”这足以说明安全工作在幼儿园一日生活中的重要性。
因此,在开展区域活动时我们应注意哪些方面的安全呢?一﹑在区域材料的制作和投放上,保证安全1.首先为幼儿提供活动的材料应精挑细选,选择“三无”材料,即无味、无毒、无伤害。
台达HMI配方使用技巧
摘要:本文全面的讲解了在HMI中何谓配方以及配方使用的好处,进而详细介绍台达DOP系列32 bit HMI中配方的建立,读,写及应用。
一.什么是配方?
配方通俗的讲就是一组数据的集合,比如:你的生产线需要生产500种商品,那么输入这些商品的参数将是一个很耗时的工作。
加入这些数据被事先输入到配方中,那么当你更换需要生产的产品种类时,只需要更改配方号即可,而无需去实时的输入数据,这样做的另外一个好处就是数据在现场对于操作人员来说是不可见的,从而保护了你的数据安全,既然配方就是一组数据的集合,那么任何寄存器或者说任何连续的存储单元都可以作为配方的使用来应用,在大型的PLC 控制系统中存储器的容量有限,而对于掉电保持寄存器更是有限,为了解决PLC的掉电存储的有限继而出现了HMI的配方,在使用上配方较PLC的掉电保持寄存器很简单,所以得到广泛的应用。
二.台达DOP系列HMI 32 bit配方的建立.
首先建立一个新专案,如下图所示。
按下确认键,即进入到人机编辑画面,如下图所示
选择功能菜单选项中的选项/32位元配方,在此设置两个配方组合表,写入位置为1@D200,第一组配方为4*4,第二组配方为4*6,断电保持区都设在HMI,建立完成如下图所示
关闭配方建立窗口
选择功能菜单选项中的选项/设定模组参数/控制命令来设定控制区,以便通过PLC或HMI来控制配方的读取,写入。
在此我们设定命令区位址为1@D0,长度为8,且动作完成旗标打勾,如下图所示
按下确认完成控制区设定。
在人机编辑画面,我们将配方缓冲区(RCP0~RCP3),配方表(RCP4~RCP15)以及配方写入位址(1@D200~1@D207)以数值输入元件列出,另也建立配方群组别指定寄存器RCPG及配方组别指定寄存器RCPNO的数值输入元件,以及配方读取/写入元件1@D5,如下图所示
建立完成后进行编译动作,编译成功后即可下载至人机操作
程序执行画面如下,进入程式画面后RCPG默认为0,RCONO默认为1,因此时未选择配方组别,因此缓冲区RCP0~RCP3,配方RCP4~RCP15显示为0,此时配方尚未写入PLC的1@D200~1@D207,因此显示数值为0.如下图所示
第一组配方,如下图所示第二组配方,如下图所示
按下配方写入按钮,人机立即将数据写入1@D200~1@D207,数据显示如下图所示以上即为32bit的使用范例。