冲压模具结构
- 格式:ppt
- 大小:3.00 MB
- 文档页数:59

冲裁模具的基本结构及工作原理 一、冲裁模具按工序组合程度可分为:简单冲裁模、连续冲裁模、复合冲裁模。
(一)简单冲裁模即敞开模
1、定义:它是指在一次冲裁中只完成冲孔或落料的一个工序。
2、简单冲裁模按其导向方式可分为:
(1)无导向单工序模它的特点是结构简单,重量轻、尺寸较小、模具制造容易、成本低廉。但冲模使用安装时麻烦,模具寿命低,冲栽件精度差,操作也不安全。
无导向简单冲模适用于精度要求不高、形状简单、批景小或试制的冲裁件。
(2)导板式简单冲裁模 模精度高、寿命长、使用安装帧、操作安全,.但制造比较复杂。一般适用于形状较简单、尺寸不大的工件。
(3)导柱式简单冲裁模由于这模具准确可靠,能保证冲裁间隙的均匀,冲裁的工件精度较高、模具使用寿命长而且在冲床上安装使用方便,因此导柱式冲裁模是应用最广泛的一种冲模,适合大批量生产。
(二)连续冲裁模(连续模)
1、连续冲裁模的定义:按一定的先后程序,在冲床的滑块的一次到和中,在模具的不同位置上,完成冲孔,落料导两个的上的冲后工序的冲裁模,又称及进模或跳步模。
2、连续冲裁模的定位原理可分为:导正销定位原理、侧刃定距原理
(三)复合冲裁模
1、复合冲裁模的定义:在部床滑块的一次行程中,在冲模的同一工位上同时完成内孔和外形两种的上工序的冲裁模。
2、复合冲裁模按结构可分为:正装式复合模、倒装式复合模
二、我们请看看这三种模具的比较表 无导向单工序模
冲模的上模部分由模、凸模组成,通过模柄安装在冲床滑块上。下模部分由卸料板、导尺、.凹模、下模座、定位板组成,通过下模座安装在冲床工作台上。上模与下模没有直接导向关系,靠冲床导轨导向。 导板式简单冲裁模
上模部分主要由模柄、上模板、垫板、凸模固定板、凸模组成。下模部分主要由下模板凹模、导尺、导板、回带式挡料销、托料板组成。这种模具的特点是上模通过.凸模利用导板上的孔迸行导向,导板兼作卸料板。工作时凸模始终不脱离导板.以保证模具导向精度。因而,要求使用的压力机行程不大于导板厚度。

冲压模具的结构组成
冲压模具是冲压工艺中至关重要的工具,它由多个组成部分组成,包括上模座、下模座、上模板、下模板、导向装置、导柱、导套、压力装置、顶销、吹气装置、排屑装置等。下面将逐一介绍冲压模具的结构组成。
1.上模座和下模座:
上模座和下模座是冲压模具的主要支撑部分,上下模座通常由耐磨性较好的材料制成,如合金钢、铸铁等。上模座和下模座的结构可以根据需求进行设计,以适应不同工件的冲压要求。
2.上模板和下模板:
上模板和下模板是冲压模具的关键组成部分,用于固定工件,并通过上下冲顶完成冲压过程。上模板通常由高硬度材料制成,如合金钢、硬质合金等,以提高模具的耐磨性和使用寿命。下模板通常由较硬的材料制成,如合金钢、钢等。
3.导向装置、导柱和导套:
导向装置用于保证上模板和下模板的相对位置稳定,并在冲压过程中进行导向、定位。导向装置通常由导柱和导套组成,导柱固定在上模座和下模座上,导套则安装在上模板和下模板上,通过导柱与导套之间的配合,保证上模板和下模板的相对位置精度。
4.压力装置:
压力装置用于提供冲压过程中所需的压力,通常通过液压、气压等方式实现。压力装置通常包括液压缸、气压缸、气动千斤顶等。
5.顶销: 顶销用于在冲压过程中对工件施加顶压力,以保证工件在冲裁过程中的精度和质量。顶销通常由合金钢等材料制成,其结构形式也因具体情况而异,如弹簧顶销、气动顶销等。
6.吹气装置:
吹气装置用于在冲裁过程中吹松工件与模具之间的摩擦力,以便于工件的顺利脱模。吹气装置通常包括喷嘴、风管等,通过气压将空气导入模具中。
7.排屑装置:
排屑装置用于清除冲压过程中产生的屑铁、碎屑等废料。排屑装置通常包括排屑孔、排屑板等。

冲压模具结构认识
冲压是通过将金属板材置于冲压模具中,通过力的作用使其产生塑性变形的一种金属成形加工方式。冲压模具是冲压工艺中使用的装置,其结构通常由模具底板、模具座、模具柱、模具座半螺纹、废料溜槽、顶料座、顶料推子、压料柄、压料座、压料柱、导向柱等部件组成。下面我们将详细介绍冲压模具的结构。
1.模具底板
模具底板是冲压模具的主要承载部件,其具有足够的强度和刚性来承受底模的挤压力。模具底板一般由厚度较大的金属板材制成,并且在底板表面设有凹槽或凸起以固定模具座。
2.模具座
模具座是模具安装的基础部件,通常由坚固的金属材料制成。模具座上设有用于固定底模的孔,底模安装在模具座上,并通过螺栓或其他紧固件固定在座上。
3.模具柱
模具柱是连接模具底板和模具座的垂直承载部件。通常使用圆柱形状的柱子,其直径大小一般与底模的尺寸相适应。
4.模具座半螺纹
模具座半螺纹是模具座上的螺纹结构部件,用于与模具柱上的螺纹配合,以实现模具的升降和固定功能。
5.废料溜槽 废料溜槽是用于将冲压过程中剪切下来的废料流出的构造。废料溜槽通常由模具座和模具底板之间的间隙形成,通过重力作用使废料流出并收集。
6.顶料座
顶料座是用于支撑和固定上模的部件,通常由金属材料制成,并具有一定的强度和刚性。顶料座上设有用于固定上模的螺栓孔。
7.顶料推子
顶料推子是用于施加压力并推动上模向下运动的部件。顶料推子一般由金属材料制成,并且与顶料座和上模相连接。
8.压料柄
压料柄是用于施加压力并推动下模向上移动的部件。压料柄一般由金属材料制成,并且与模具座和下模相连接。
9.压料座
压料座是用于支撑和固定下模的构造部件,通常由金属材料制成,并具有一定的强度和刚性。压料座上设有用于固定下模的螺栓孔。
10.压料柱
压料柱是连接压料座和模具底板的垂直承载部件,其直径大小通常与下模的尺寸相适应。
11.导向柱 导向柱是用于保持模具底板与模具座之间相对位置的部件,其一端固定在模具底板上,另一端固定在模具座上,并通过导向套或导向销与相邻的柱子相配合。
冲压模具基本结构
复合模结构定义
•复合复合模是指在压力机(冲床)的一个工作行程中,在模具的同一部位同时完成数道冲压工序的模具。
•它们可能是冲孔、落料、拉深或整形等不同工序的组合。
复合模结构特点
•生产效率高 节省人力、电力和工序间搬运工作。
•冲裁精度高 因几道工序在同一工位上完成,定位基准一致。
•制造成本较高 模具的制造精度要求较高,周期较长。
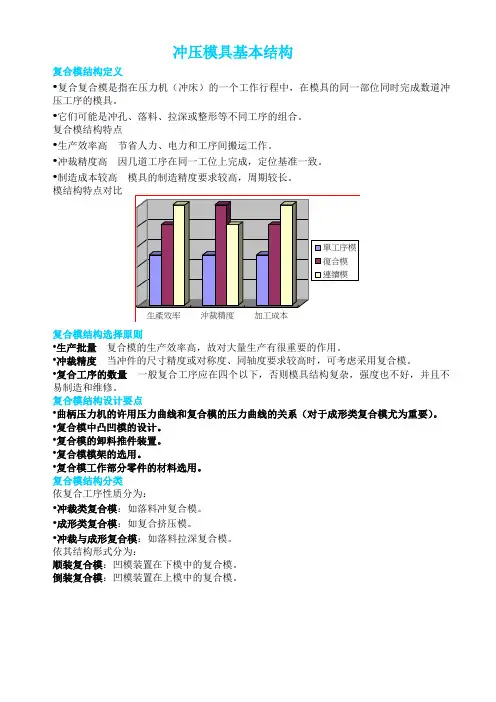
模结构特点对比
复合模结构选择原则
•生产批量 复合模的生产效率高,故对大量生产有很重要的作用。
•冲裁精度 当冲件的尺寸精度或对称度、同轴度要求较高时,可考虑采用复合模。
•复合工序的数量 一般复合工序应在四个以下,否则模具结构复杂,强度也不好,并且不易制造和维修。
复合模结构设计要点
•曲柄压力机的许用压力曲线和复合模的压力曲线的关系(对于成形类复合模尤为重要)。
•复合模中凸凹模的设计。
•复合模的卸料推件装置。
•复合模模架的选用。
•复合模工作部分零件的材料选用。
复合模结构分类
依复合工序性质分为:
•冲裁类复合模:如落料冲复合模。
•成形类复合模:如复合挤压模。
•冲裁与成形复合模:如落料拉深复合模。
依其结构形式分为:
顺装复合模:凹模装置在下模中的复合模。
倒装复合模:凹模装置在上模中的复合模。
生產效率沖裁精度加工成本單工序模復合模連續模复合模结构对比
倒装复合模 顺装复合模
• 漏料:从下模漏料孔出 回到模具工作面
• 出件:从上模出 从下模出
• 操作:安全方便 操作不利
• 工件:平整度较差 平整度较好
• 受力:受力差,强度不好 受力好