16万m3储罐拱顶气吹升顶
- 格式:pptx
- 大小:1.39 MB
- 文档页数:17
LNG储罐气升顶工艺分析周威;张志伟【摘要】在国内外储罐施工中,气升顶方法由于其施工速度快且成本低等特点而被广泛采用.但对于大型储罐拱顶,由于其质量大,提升高度高,影响因素多,施工安全风险大等特点,气升顶成为施工中的技术难点之一.平衡、供气及密封系统作为气升顶核心环节,是拱顶平稳上升的基本保障.结合1.6×105 m3LNG储罐项目,论述了气升顶的施工过程及原理,并对平衡校正系统、平衡配重系统及供气系统进行了计算和分析,总结了气升顶过程的关键技术要点.【期刊名称】《化工设备与管道》【年(卷),期】2014(051)002【总页数】5页(P4-8)【关键词】气升顶;LNG储罐;平衡系统;供气系统;密封系统【作者】周威;张志伟【作者单位】中国五环工程有限公司,武汉430223;中国五环工程有限公司,武汉430223【正文语种】中文【中图分类】TQ053;TH49目前国内所建的1.6×105 m3 LNG储罐主要是全容罐[1],其外罐由罐壁衬板和预应力混凝土墙组成,内罐为X7Ni9钢板。
在混凝土墙体浇筑及承压环安装完成后,需将储罐拱顶顶升至储罐顶部并与承压环相连接,使储罐形成一个整体。
储罐拱顶顶升方式有很多,如中心柱法、水浮正装法、液压顶升法以及气吹法等[2-3]。
1.6×105 m3 LNG储罐的拱顶直径约为78 m,高度为11 m,总质量约为550 t,对于如此庞大的储罐拱顶,气吹法更为适用。
1 气升顶施工工艺LNG储罐拱顶气升顶工艺的基本原理是采用鼓风机向密闭的储罐内部输入低压空气,使拱顶在克服自重及与罐壁之间的摩擦力的情况下沿着预定轨道平稳上升至设计高度,并与承压环连接的过程[4-5]。
气升顶工艺系统主要包括:平衡系统、供气系统、密封系统、监测系统、拱顶固定装置系统以及通讯指挥系统。
其中,平衡系统是使储罐拱顶在升顶过程中水平上升,不发生偏斜的保障;供气系统是气升顶工艺的动力部分,是提供储罐拱顶匀速缓慢上升的动力来源;密封系统是气升顶工艺的前提条件,只有把LNG储罐的拱顶与混凝土墙体之间组成一个密闭的环境才能进行气升顶的操作;监测系统是气升顶中的保护措施,万一出现紧急情况,即可采取有效措施进行调整;拱顶固定装置系统,是保证拱顶与承压环连接,气升顶中最后一步(焊接)的前提;通讯指挥系统可保证气升顶过程有序的进行。
.316 万 m 全容式 LNG低温储罐施工方案1工程基本情况1.1 基本概况LNG储罐主要用于应急储备,当出现上游停气或其他事故时,可向城市燃气管网提供正常气源。
容量为 16万m3的全容 LNG储罐,通常由预应力混凝土外罐和 9%Ni 钢内罐组成,设计温度为 -165 ℃。
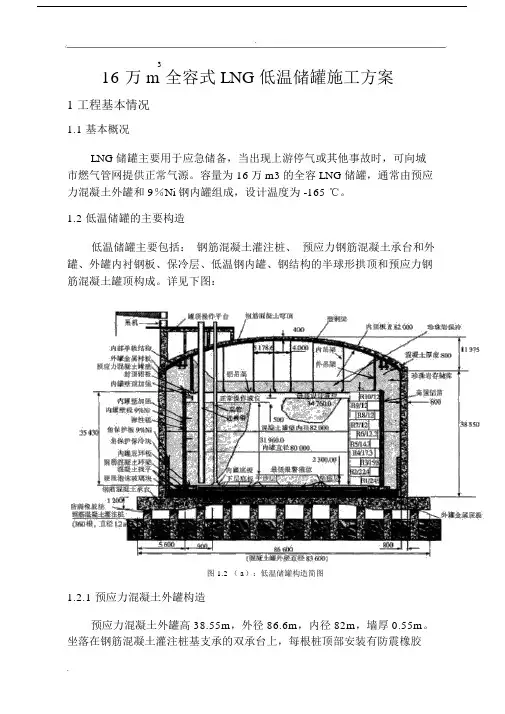
1.2 低温储罐的主要构造低温储罐主要包括:钢筋混凝土灌注桩、预应力钢筋混凝土承台和外罐、外罐内衬钢板、保冷层、低温钢内罐、钢结构的半球形拱顶和预应力钢筋混凝土罐顶构成。
详见下图:图 1.2 ( a):低温储罐构造简图1.2.1 预应力混凝土外罐构造预应力混凝土外罐高 38.55m,外径 86.6m,内径 82m,墙厚 0.55m。
坐落在钢筋混凝土灌注桩基支承的双承台上,每根桩顶部安装有防震橡胶垫。
混凝土外罐墙体竖向布置了由19根、每根直径为 15.7m(7股)、强度为1860MPa的钢绞线组成的 VSL预应力后张束,预应力后张束两端锚于混凝土墙底部及顶部。
墙体环向布置了由同样规格的钢绞线组成的 VSL预应力后张束,环向束每束围绕混凝土墙体半圈.分别锚固于布置成 90°的 4根竖向扶壁柱上。
混凝土外罐墙体上内置预埋件以固定防潮衬板及罐顶承压环。
混凝土外罐构造见图 1.2 (b)。
图 1.2 ( b):混凝土外罐构造剖面图1.2.2 内罐壁构造内罐壁是低温储罐的主要构件,由具有良好的低温韧性 (-165 ℃) 和抗裂纹能力的 9%Ni 钢板焊接而成。
1.2.3 保冷层构造大型低温 LNG储罐绝热保温结构由罐顶保温、侧壁保温和罐底保温 3部分构成。
1.2.4 罐顶构造罐顶多采用预应力钢筋混凝土外罐和铝吊顶(或钢结构半球形拱顶)组成。
如下图 1.2 (c):图 1.2 ( c) : 罐顶构造示意图2工程特点、难点2.1 工程特点1、钻孔灌注桩施工专业性强。
2、罐承台钢筋混凝土属大体积混凝土施工,对施工要求较高。
3、罐底和罐体均属于预应力混凝土。
16万立方LNG储罐气升顶技术及施工组织管理浅谈摘要:储罐工程是LNG接收站项目建造关键,穹顶气升顶是储罐从外罐施工转向内罐施工的里程碑,重要性不言而喻。
本项目作为成功的气升顶案例,从储罐穹顶气升顶涉及的鼓风机系统、气密系统、平衡系统进行技术分析,对良好施工组织管理进行总结,为今后LNG储罐穹顶气升顶施工提供技术及管理经验。
关键词:LNG储罐;气升顶;鼓风机系统;气密系统;平衡系统施工组织管理前言在LNG接收站建造中,储罐建造为关键路径,其气升顶里程碑的完成,标志着储罐从外罐到内罐建造的重点转变。
本项目储罐穹顶气升顶方案由日本Kawasaki公司设计,将储罐内建好的穹顶结构等,通过鼓风机产生动力,将重达723吨穹顶上升至设计高度。
气升顶工作由鼓风机系统为穹顶上升提供动力,气密系统确保提供动力的气体严密性,平衡系统防止升顶过程中穹顶出现倾斜、偏移等。
与国内其它项目相比,本项目穹顶气升顶具有显著特点,且良好的施工组织管理,确保了各参建方在气升顶重大里程碑节点施工中通力合作,圆满完成施工任务。
1.穹顶重量及气升顶结果数据比对本项目储罐穹顶相关信息与其他LNG项目升顶结果数据对比。
图1项目储罐气升顶后穹顶径向、环向偏差本项目气升顶后穹顶水平高度差,穹顶就位后径向、环向偏差值控制理想,证明了气升顶鼓风机、气密、平衡三大系统设置合理有效。
2鼓风机系统气升顶时封闭储罐临时大小门洞,临时小门安装检查通道供人员进入安全检查;临时大门处设置进风管道、超压安全装置等。
图2 临时小门安全检查通道图3 临时大门设施布置鼓风机系统包括风机、风量调节及发电机三部分。
(2备用) --本项目风机2用1备,减少风门控制复杂度;以发电机作为风机主电源,市政电作为备用电源,两路间采用自动切换电路开关控制。
相比其它项目,本项目用发电机作为主电源,减少了电网不稳定性对风机的影响,确保了升订过程动力稳定,在升顶工作前发电机连续开机运转4小时以上,确保设备状态良好。
11 16万m3液化天然气储罐简述11.1 概述11.1.1 16万m3LNG全容式储罐主要由内罐、预应力混凝土外罐、外罐内侧底部热角保护系统、内外罐之间的保冷系统以及工艺仪表等附件等组成。
内罐由9Ni%钢内罐底板、9Ni%钢内罐壁板和铝合金吊顶等组成;外罐由混凝土罐底板、预应力混凝土罐壁板、混凝土罐顶组成;保冷系统由罐底保冷层、罐壁保冷层、吊顶保冷层等组成,罐底保冷材料采用泡沫玻璃砖,罐壁保冷采用弹性毡和膨胀珍珠岩,吊顶保冷层采用玻璃棉毡;热角保护系统由高度为5m的9Ni%钢壁板及保冷、9Ni%钢第二层底板等组成。
混凝土外罐内表面设有碳钢衬里板,以包容罐内介质蒸发气体,并为保冷材料提供保护。
铝吊顶悬挂在外罐顶下,起内罐盖子的作用,并支撑吊顶保冷材料。
在吊顶和内罐壁顶部设有柔性密封系统。
罐内根据需要设置内部操作平台和走道。
从罐顶到内罐设置内部操作平台和梯子;从罐顶到吊顶上部,设置梯子;吊顶上部设置操作平台和走道。
钢罐顶内部边缘设置内罐壁和罐壁保冷施工用吊轨。
为了防止低温LNG意外外溢,所有进出料接管等工艺接管、仪表接管、安全泄放系统、人孔等接管均从储罐顶部进出,管壁上不设开口。
为了输送液体产品,从罐顶悬挂设置泵井至罐底上部,将潜液泵放置在内罐下部。
储罐设有上部进料管和底部进料管,从储罐顶部进入罐内。
外罐顶和吊顶上设有人员和材料进入罐内的人孔和料孔,吊顶上设有压力平衡孔。
储罐设有蒸发汽返回管、压力真空泄放孔、吹扫和置换接管以及分预冷喷淋管,并设有罐内氧浓度采样接口。
储罐设有压力测量、液位测量、温度测量、液位-密度-温度一体化测量装置(LDT) 接口,在罐底保冷层内和环形空间底部的温度测量仪表用于监测LNG是否泄露。
储罐设置地震加速度检测仪和基础倾斜检测仪。
外罐顶上部人孔、料孔、泵井、工艺仪表阀门、压力真空泄放阀等处设置操作平台及走道。
储罐设置楼梯一座,设置防爆电梯一部,主要用于操作人员从地面上到LNG罐顶平台检维修,储罐顶部设置挺杆起重机一部,主要用于低压输送泵的安装与拆卸。

大型LNG储罐罐顶预制及顶升工艺5l港增刊22010年12月中圜造船SHIPBUILDINGOFCHINAV o1.51Special2Dec.20l0文章编号:1000.4882(2010)$2—418-05大型LNG储罐罐顶预制及顶升工艺张国中,杨炳发,王东锋,高指林,刘家员(海洋石油工程股份有限公司,天津300452)摘要结合目前中国海油已建的LNG储罐项目,阐述了储罐建造的一般流程,指出了其中的建造难点并就LNG储罐罐顶预制及顶升的施工难点进行了较为细致的研究,提出了解决方法.关键词:LNG储罐;罐顶;气吹顶升0引言液化天然气(LiquefiedNaturalGas简称LNG),就是气田开采出来的天然气,经过脱水,脱酸性气体和重烃类,然后液化而成的低温液体.围际能源机构预测,2005年至2010年之间,全球天然气供给增长量中的40%将是LNG.If]大型低温储罐因其安全可靠性高,储存量大,节省投资,在国际上得到广泛应用.而与常温石油储罐相比,低温储罐结构复杂,建造要求高,施工技术难度大等特点.1储罐建造概述1.1储罐结构目前国内外已建设的低温储罐均为采取保冷措施的立式圆形钢制拱顶罐,主要有单壁低温储罐,双壁低温储罐,预应力混凝土低温储罐三种类型.本文所研究的LNG储罐为全容式预应力混凝土双壁吊顶低温储罐(FullContainmentConcreteRoofTank)~H[]I所示,为国际上较典型的LNG大型储罐.123456789101.TCP2.外墙3.珍珠岩4.弹性毯5.LNG6,吊顶7.拱顶8吊杆9.内罐壁1O.防潮板l1.地基12.混凝土承台13.防震桩14外罐底板15第二层底保温16.第二层底板17.第一层底保温18.内罐底板19.混凝土环粱图lLNG储罐总体图张国中,等:大型LNG储罐罐顶预制及顶升工艺419此大型LNG低温储罐罐体呈内外两层,罐体结构:外罐罐壁为预应力混凝土,结构上有金属拱顶,上部分层浇注混凝土.储罐外罐壁内侧有一层防潮板,碳钢材质通过预埋件贴在外罐壁内侧并进行密封焊接,内罐罐底由三层钢板及保冷层组成,最下层底板为碳钢防潮板,中上两层底板为9%Ni钢材质,每两层底板问铺设泡沫玻璃砖.大型LNG低温储罐保冷层内罐壁为9%Ni 钢板,顶部有铝合金吊顶,铝合金项通过吊杆与外罐拱顶骨架连接,铝合金顶上部有保冷层内外两层罐壁间填充珍珠岩保冷材料.1.2罐体的建造流程LNG储罐整个安装工程公认三大难点:罐顶气吹顶升,镍钢壁板焊接,罐底板铺设.国外大型LNG低温储罐罐体设计及安装主要执行B$7777—1,BS7777-2规范,结合国内《立式圆筒型低温储罐施工技术规程SHT3537—2002)>和《石油化工立式圆筒型钢制储罐施工工艺标准SHT3530—2001》,在具体实施过程中分为以下几个步骤:(1)地基平整,建造混凝土外墙,建造外墙可与下列工序交叉施工.(2)外罐罐顶预组装分为两部分.首先是罐顶骨架按照吊装能力分单片预制;其次为罐顶板按照现场情况分大片预制.(3)在外罐壁内侧按照设计预埋件高度组焊罐顶的临时支撑柱后,在罐底边缘部位安装罐顶边缘的临时支撑和在罐底中心部位安装罐顶的临时塔柱支撑.(4)将预制好的钢结构单片吊入罐内组装焊接.并将预制好的罐顶板吊入罐内钢结构上组装焊接.(5)撤掉罐顶边缘部位临时支撑,完成铝镁合金吊顶安装.并进一步安装吊顶板吊杆及吊项板斜拉钢筋,在罐顶内部安装电动葫芦单轨.(6)安装提升平衡系统,罐顶边缘进行密封.(7)气吹顶升,将罐顶顶升到承压环处,固定罐顶.(8)内罐建造等后续工作.2罐项建造考虑储罐顶部受力以及保温等情况,罐项结构采用球冠状.罐顶主要有两部分组成:钢结构和铝合金吊顶两部分组成,钢结构上面铺板,吊顶下面铺铝合金板,由于罐顶钢结构巨大,罐顶钢结构采用瓜瓣式结构,可以根据吊装能力将整个罐顶钢结构分成若干部分来进行预制,首先建造钢结构单片,如图2,建造后吊装到罐内预先搭好的支架上进行组对,如图3.图2"瓜瓣"板单片图3"瓜瓣"板的组对排板420学术论文在进行拱顶骨架安装时,先安装罐顶中心立柱.待中心立柱安装完毕,再对称吊装已预制好的拱顶骨架,并且螺栓连接.拱顶骨架吊装完毕,并检查组合尺寸合格后,对称分区焊接骨架.罐顶板安装:拱顶骨架焊接完毕后,安装拱顶板.拱顶板采用扇形板,这样方便安装.缺点是这样排板比较费料.排板可以采用搭接焊接的方法.平吊顶板安装:顶骨架及承压圈安装完后,搭设平台,脚手架至安装平吊顶板高度.在脚手架上组对板和角钢圈,平吊顼边缘板暂不组装,留作吊装,工机具设备,人员进出通道.吊顶板吊杆,角钢圈预制安装于顶骨架上.3罐顶项升由于罐顼结构的特点采用气吹顶升方法,使用微压空气浮升技术,将地面预制好的钢制罐顶沿混凝土外罐内壁连续安全平稳地浮升至要求的高度与外罐承压环联接.采用这种气吹顶升倒装法施工,具有施工机具简单,高空作业少,罐体成型质量好,施工周期短,节省投资等优点.罐项的气吹顶升是大型LNG低温储罐施工的重要控制环节.施工时控制以下几点:3.1顶升压强及风机的选择本储罐罐顶的安装采用了气吹顶升的方法,要实现顶升就要确定充入罐内的气体量,这就首先要计算罐顶重量包括上面的所有辅助设施.即整个要被气体顶起的重量包括:罐顶钢结构,罐顶铺板,吊顶,吊架,贯穿件,走道,封板,滑道梁,滑车,平衡系统,铁销,筋板,冷却管,及其它设施.计算风机需提供的压强::(1)一式中,A1为内罐顶面积,113;A2为密封装置与内罐壁摩擦部分面积,m;-厂为密封装置与内罐壁摩擦问摩擦系数;g为重力加速度;k为超载系数,取1.05;m1为拱顶,内悬挂顶的质量和,kg;m2为密封装置,排水装置,平衡装置等附件质量,kg;Pmi为气吹顶升法所需要的最小风压,Pa.[+】(2)式中,为泄露系数,取3~4;P为风压,Pa;Po为大气压,Pa;Q为最大风量,m/h;f为气吹项升过程所需要的时间,取4h;V为罐顶气吹顶升后增加的容积,ITI;为初始容积,m. 风机的性能要求是根据罐内气体体积,罐顶重量,罐顶在顶升过程中泄露情况,即公式(1)(2)所涉及的内容及气吹顶升法允许的最大风压值,应小于气压试验压力等综合考虑来选择.在选择风机要至少选用2-3台风机,并有备用风机以备特殊情况发生.必须安装合适的配电箱以确保在突然停电的情况下迅速肩用备用电源.采用u型塑料软管方法在气吹顶升的过程中测量罐内外压差,通过控制罐顶上面的通气孔控制罐里面气压和风机进空气量,以控制顶升时的安全与平稳.3.2平衡装置设置为了使整个罐项在顶升的过程中平稳,不发生倾斜或者是旋转,罐顶在气吹顶升的过程中要设置一套特制的平衡装置,一般采用滑轮在钢丝绳上滑行的方法,罐项上安装滑轮,用钢丝绳做滑道.如图4所示,便是一套典型的平衡装置.钢索上端固定在承压环上,由焊接在罐壁上端的T型支撑头来51卷增刊2张陶中,等:大型LNG储罐罐顶预制及顶升工艺421支撑,通过一组滑轮连接至罐顶中心,再由中心一直延伸至罐底与底部的地锚相连接.在承压环上安装r型支撑时,应注意垂直度并且保证所有T型支撑都在同一水平面上.且注意保证呈放射状排列.要求钢索用倒链拉紧,并要注意所有钢索的张紧程度要均匀.图4为平衡系统示意图.图4平衡系统\,3.3密封装置设置风吹顶升的过程中要保障顶与罐壁有一定的气密性.在顶升前用塑料进行密封.可以采用罐顶边缘安装质软厚塑料布方法,在进行塑料布的安装时,塑料布上端用螺钉与罐顶铺板内侧固定,中间和靠下一些的部位用胶与罐顶铺板内侧粘上,塑料布最下端自由,如图5.4结论1一内罐底:2一内罐壁;3.夕罐拱顶;4一中心顶环;5一软性密封图5气吹项升密封装置示意图本文对大型LNG低温储罐的项部预制及顶升进行了研究,采用了气吹顶升方法安装大型拱顶罐,此方法有很多优点,设备投入资金少,储罐受力均匀,减少了安装附加工作量,基本避免了壁板局部变形,设备故障点少,只要保证上述动力,平衡性及密封性要求,顶升过程即可顺利完成.因此,充气顶升倒装法值得在拱项储罐施工中推广应用.参考文献:[1]严春妍,李午申,薛振奎,等.LNG储罐用9%Ni钢及其焊接性[J].焊接V o129.No3P.49—52[2]张国宾,刘红兵.常压低温储罐的类型及建造技术[J].石油工程建设,2004(2):25.[3]立式圆简形低温储罐施工技术规范[S].SH/T3537—2002.[4]张林林,崔文勇.20OO0低温储罐的建造[J].压力容器,2007,124(6):34—37.422陶造船学术论文TheTechnicsofFabricationandAirRaisingofLargeLNGTankRoofZHANGGuozhong,YANGBinfa,WANGDong~ng,GAOZhilin,LIUJiayuan fOffshoreOilEngineeringCo.,Ltd.,Tianjin300452,China)Abstract ThefabricationofLNGtankasapartofthewholeLNGreceivingstationisveryimportant.The airraisingisoneofthedifficulttechniquesinthetankfabrication.BasedontheprojectsofChinaO ffshoreOilCorporation,thegeneralflowchartofLNGtankfabricationisexpatiatedinthispaper.Thediff icultiesinthe fabricationisbroughtforwardandthesolutionsaregiventhroughtheresearch. Keywords:LNGTank;TankRoof;AirRaising作者简介张国中男,1980年生,助理工程师.主要从事海洋石油下台,海洋工程机械施工设计工作.。
LNG储罐预应力施工质量控制----广东顺业石油化工建设监理有限公司大鹏LNG项目监理部目录1、工程概况2、质量控制依据3、预应力工程施工方案3.1 概述3.2 管道的预埋施工3.3 穿束施工3.4 张拉施工3.5 灌浆施工4、施工准备质量控制要点4.1 主要质量控制点4.2 原材料的质量控制4.3 操作人员的资质要求4.4 施工前的交底工作要求4.5 张拉设备和工作仪表的校准5、施工过程质量控制要点5.1 锚索波纹管预埋5.2 锚索穿索、张拉、锁定5.3 锚索孔道灌浆、封锚6、锚索工程验收6.1 文件6.2 记录1、工程概况广东LNG接收站16万m3 的低温液化天然气储罐,混凝土外罐采用后张法预应力结构,罐承台直径为86.6米中心厚度0.9米边缘厚度,混凝土筒体内直径为82米,外直径83.6米,筒体墙高39.7米,混泥土壁厚0.8米,筒体墙的四周均匀布置4个扶壁柱,罐顶为球壳形穹顶,穹顶内半径82米,厚0.5米,罐体全高约53.2米。
预应力钢束布置在底板和筒体墙内,由底板环向水平钢束、筒体墙环向水平钢束和筒体墙竖向钢束组成。
每个罐体底板预应力钢束共有8束,每束环绕底板180度,分别锚固在底板外侧的槽体内,每束长约136米,总长约1088米;筒体墙水平预应力钢束共有126束,每束环绕筒体墙半圈,对应的两束形成一圈水平布置在筒体墙内,分别锚固在对称的四个扶壁柱上,每束长约132米,总长约16632米;筒体墙竖向预应力钢束共有224束,两端都锚固在筒体墙顶部的环梁上,每束长约44米,总长约9856米。
2、质量控制依据2.1.与专业工程相关的标准1、T653010-114-PEM-10.04 10001,Full Containment LNG Storage Tanks2、BS 81103、BS 44474、BS 58965、BS 77776、BS EN 4457、EN 4468、BS EN 4472.3.设计文件1、T653010-115-SCI-10.07 10435、T653010-115-SCI-10.07 10436、T653010-115-SCI-10.07 10007、T653010-115-SCI-10.07 10200、T653010-115-SCI-10.07 10124等2、T653010-116-SCI-10.07 10435、T653010-116-SCI-10.07 10436、T653010-116-SCI-10.07 10007、T653010-116-SCI-10.07 10200、T653010-116-SCI-10.07 10124等2.4.技术资料1、T653010-114-SCI-10.04 100052、T653010-W03-SCI-40.81 500243、T653010-W03-SCI-40.81 500253、预应力工程施工方案3.1 概述3.1.1、对于筒体墙水平束的穿束、张拉和灌浆,可以4个扶壁柱搭设脚手架或者在对称的4个扶壁柱上安装提升平台,在张拉提升平台上进行,在对称的4个扶壁柱上安装提升平台,须由卷扬机控制提升,并须配有遥控提升和安全装置。
XXLNG项目储罐工程16万M3储罐拱顶气吹顶升目录1.储罐拱顶简述12.储罐拱顶作业流程13.气吹顶升参数23.1 气吹总重量23.2 风压计算33.3 风机选择34.气吹顶升组成54.1平衡系统54.2风送系统64.3密封系统74.4监视测量系统75.气吹顶升的组织及分工86.气吹顶升96.1预顶升96.2 正式顶升107.气吹顶升的HSE管理108.结束语11附件一拱顶制作流程12附件二相关图片1416万m3储罐拱顶气吹升顶1.储罐拱顶简述16万m3LNG低温储罐拱顶组成可分为三部分,12片大型拱顶预制块,12片小型拱顶预制块,另外加直径φ6000mm的中心环,大型拱顶预制块与小型拱顶预制块交错均匀布置,拱顶组成图见图一。
拱顶块总重293.7T,其中大型拱顶预制块每片16.1T,小型拱顶预制块每片8.2T,中心环2.84T。
整个拱顶由材质为S275J2的钢板和材质S355J2的H型钢现场焊接而成,焊接全部采用手工电弧焊。
拱顶施工分为预制、储存和安装三个阶段,其中预制、储存工作在罐外进行,所需时间约30天,预制时采用25T汽车吊进行拱顶块的组装,拱顶块预制完后临时储存在储罐的周围,大(小)型拱顶块每3块堆放在一起,分为4个堆放点分布在储罐的四周,拱顶储存采用70T履带吊运输至预定位置存放。
拱顶块安装就位采用260T履带吊从罐外吊入罐内进行组对、安装,中心环采用土建分包商的塔吊配合进行吊装就位,整个安装过程时间约35天。
拱顶块在罐底部安装焊接完成后用鼓风机进行气吹顶升把整个拱顶从罐底部提升至罐顶部,整个提升时间约200min,在拱顶升至罐顶部后完成拱顶块与承压环的焊接固定。
2.储罐拱顶作业流程拱顶作业的工作流程见附件一。
3.气吹顶升参数拱顶安装焊接完成之后,需要将拱顶从罐底部利用气吹法顶升至罐顶部,在气吹顶升前除拱顶完成外,其他的相关工作(如铝吊顶,承压环安装)都已经完成。
3.1 气吹总重量气吹顶升重量包括拱顶和接管重量、铝吊顶重量、临时材料和配重等,见表一,计算如下:气吹总重量计算G总=(M1+M2+M3+M4)×g=(409.7+88.1+13.7+22.7)×9.8=5235 KN式中:G总——吹顶总重G——力学常数,取9.8N/kgM1——拱顶梁和拱顶衬板重量M2——铝吊顶和拉杆重量M3——拱顶接管和套筒重量M4——铝吊顶和拉杆重量考虑顶升时拱顶与混凝土墙之间的摩擦力,拱顶总重量取5500KN。

15000m3拱顶储罐施工方案1、编制说明本施工方案是根据我公司施工以往经验,结合本项目施工准备情况制定,供此次投标使用,待中标后,依据本方案及施工图纸,综合进一步的资料和现场实际情况,编制具体指导性施工方案。
2、编制依据(1)GBJ128—90 《立式圆筒形钢制焊接油罐施工及验收规范》(2)GB50236-98 现场设备、工业管道焊接施工及验收规范(3)JB4708-2000 钢制压力容器焊接工艺评定(4)JB/T4709-2000钢制压力容器焊接规程(5)JB4730-94 压力容器无损检测(6)招标说明(7)十三公司企业标准3、施工方法本储罐采用我公司自主专利的自动步进式液压升降器作为提升装置,采用倒装法施工。
该装置以液压方式为动力源,采用西门子ST—200可变程序控制器和指令开关,配以压力传感器及多种安全保护装置,组成控制系统可以实现限定步数的提升和下降,每步行程误差小于0.03mm,可以自动及手动操作,具备双卡紧装置,安全可靠,并可以实现升降微调。
单台承载16吨,考虑广东地区季节性台风因素造成的风载荷,倒装提升使用28台液压升降器。
4、施工准备4.1 施工技术准备(1)对施工图进行三级会审,并做详细记录,施工方案经业主批准且进行详细安全技术交底,施工记录表格齐全。
(2)工程所用材料,均要有合格的质量证明书。
若对材质合格证明书或货物有疑问时须进行复验,无合格证的材料不得使用。
(3)做好基础检查验收工作,基础应符合设计和规范要求,并结合土建交工罐底的施工。
(4)预制加工前要根据图纸、材料规格及施工规范的要求绘制贮罐排版图。
所有切割成型的专用钢板和罐顶支撑构件,在包装起运前按制造图注上标记。
4.2 施工机具准备按施工机具计划配备施工机械,并保证机具性能完好,机械运转记录随时填写。
4.3施工现场准备施工场地应设置:材料、半成品存放场地;加工场地、办公设施等。
场地应平整,道路应畅通,临时用水、用电线路应按要求敷设。
1、工程概况1.1 中石化金陵分公司250×104t/a柴油加氢精制工程,装置系统配套柴油加氢原料罐区建造10000m3拱顶罐。
该罐直径31m,总容积11000m3,金属总重量约218962Kg。
拱顶罐钢板材质为16MnR/Q235-A,厚度分别为δ14、δ12、δ10、δ8、δ6四种规格。
整个工程分车间预制和现场安装两部分进行。
2、编制依据及施工验收规范标准1)金陵石油化工设计院图纸:330/3-设1/1~5及开口方位图330/3-设2/12)GBJ128-90 《立式圆筒形钢制焊接油罐施工及验收规范》3)SH/T3530-2001 《石油化工立式圆筒形钢制储罐施工验收标准》4)GB50205-2001 《钢结构工程施工及验收规范》5)JB4736-2002 《补强圈》6)JB4730-94 《压力容器无损检测》7)SH3505-2001《石油化工施工安全技术规程》8)SH/T3515-2003《大型设备吊装工程施工工艺标准》9)《工程建设标准强制性条文》石油和化工建设工程部分3、施工准备及材料、配件验收要求3.1 施工准备3.1.1 按设计图纸及相关标准备料,施工前做好设备能力、人员资质鉴定,确保设备人员满足本次工程要求。
进场施工前,基础按图纸验收合格后方可进行设备安装。
3.1.2 油罐施工工装设施满足施工工艺要求,包括吊装、施工机具、梯子、工装卡具、胎具及临时台架等。
3.2材料配件验收要求3.2.1 入库前做好材料、附件检验,确保使用材料、附件合格,质保书齐全。
本油罐所用钢板应符合GB6654-1996《压力容器用钢板》或GB3274-1988《碳素结构钢和低合金结构钢热轧厚钢板和钢带》的规定,无缝钢管应符合GB/T8163-1999《输送流体用无缝钢管》和GB/T9948-1988《石油裂化用无缝钢管》。
3.2.2 焊接材料(焊条)应具有质量合格证明书,焊材存放符合规定。
3.2.3 油罐所用的钢板,全部由甲方供料,钢板质量由甲方负责。
10000M3油罐充气顶升施工方案编制:王行乾审核:陈继全批准:白泽玉中国化学工程第十三建设公司一九九九年十二月目录1概述2编制依据3施工准备4充气顶升倒装法原理5施工装置6施工程序及技术要求7质量控制措施8质量控制点9安全控制措施10施工进度计划11劳动力需用量计划12施工机具需用量计划13施工手段用料计划附图1:施工平面布置图(略)附图2:罐体施工排板图(略)1.概述10000M3油罐现场组装,有正装和倒装两种方式,大型贮罐通常采用倒装,倒装又分群抱吊装、充气顶升、卡扣式液压顶升等施工方法。
我们选用充气顶升倒装法,其优点是:无高空作业,工程质量和安全有保证,工期短,不使用大吊车、抱杆和卷扬机等设备,降低劳动强度,提高工效。
油罐结构及主要技术数据如下:(1)油罐类型:立式圆筒形钢制拱顶油罐(2)设计装油容积:10000M3(3)罐内设计允许剩余压力:正压为2KPa 负压为-250Pa(4)罐内设计试验压力:正压为2.4KPa 负压为-300Pa(5)油罐主体材质:Q235B(6)几何尺寸及重量:罐底直径:28120mm罐壁顶圈直径:28000mm罐壁高度:17820mm罐顶拱高:3242mm罐体总高:21062mm总耗钢量:195t(7) 筒体焊接形式:对接2.编制依据(1)施工图(2)《立式圆形钢制焊接油罐施工及施工及验收规范》GBJ128--90(3) 《石油化工剧毒、易燃、可燃介质管道施工及验收规范》SHJ20501--97(4)《钢结构工程施工及验收规范》GB50205—95(5)《工业设备、管道防腐蚀工程施工及验收规范》HGJ229—91(6)《工业设备及管道绝热工程施工及验收规范》GBJ126--893.施工准备3.1 施工技术准备(1)对施工图进行三级会审,并有详细记录,施工方案业经批准且进行详细安全技术交底,施工记录表格齐全。
(2)工程所用材料应符合现行标准的规定,并满足施工图的有关要求,均要有合格证明书,若对材质合格证明书有疑意时,须进行复验,无合格证的材料不得使用。
乌姆盖万海水淡化项目中的大罐倒装顶升工艺发布时间:2021-11-25T03:53:51.377Z 来源:《新型城镇化》2021年22期作者:韩翔宇[导读] 储罐施工工艺一般分为中心柱法、气举法、水浮法、电动葫芦法和液压顶升法。
中国能源建设集团国际工程有限公司北京市 100020摘要:储罐施工工艺一般分为中心柱法、气举法、水浮法、电动葫芦法和液压顶升法。
液压顶升法是目前较理想的一种储罐制造安装新方法,对lOOOm3以上储罐的制造安装施工都适用,特别是对1OOO0m3以上的拱顶罐、内浮顶罐及浮顶罐的制造安装更具有其他施工方法无可比拟的优势,具有广阔的发展前景,值得推广应用,本文通过介绍乌姆盖万海水淡化项目部上储水罐的工艺工序,以供同类型项目所借鉴。
关键词:海水淡化;大罐;倒装顶升1.项目简介阿联酋乌姆盖万150MIGD海水淡化项目地处阿联酋北部酋长国乌姆盖万工业园区,为一座旨在缓解当地居民用水紧张的民生工程,主要内容为建设一座日产量150MIGD(约为68.2万吨)的海水淡化厂,主要的储水设备为5座直径94.29m,高23.80m的固定顶立式圆柱储罐,组装采用液压提升倒装法施工技术。
2.液压倒装顶升工艺原理液压倒装顶升法的施工原理是:在罐体内合理布置一套液压提升装置(包括油泵、油箱、油路管线、控制器和液压千斤顶),由油泵把液压油经油管输送进人液压千顶油缸,使柱塞推动顶柱上升,项柱上升的顶升力通过提升拉杆胀圈等传递至已组装焊接完毕的上部罐体(壁板、拱顶),将罐体提升到设定的高度再组装焊接下一节壁板,依次往复进行,直至全部罐体组装焊接完毕。
3.倒装顶升工艺优点3.1避免高空作业由于倒装法的罐壁板安装是在地面上进行,纵缝与环缝的组对、焊接也是在地面上进行,这样不但减少了高空作业的风险,还省下了脚手架的租聘,节约了成本。
而正装法的作业环境是随着罐壁板安装高度的增加而增加,高空作业的风险也在逐渐递增,特别是在十几米的高空中对壁板组对时,在风载荷的作用下,高空中的壁板不易固定,作业时难度大、风险高、效率低。