西门子 _子程序_
- 格式:pdf
- 大小:155.25 KB
- 文档页数:5
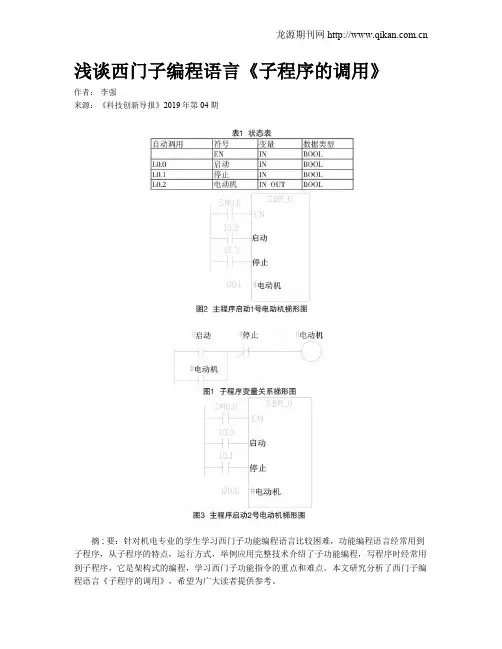
浅谈西门子编程语言《子程序的调用》作者:李强来源:《科技创新导报》2019年第04期摘 ; 要:针对机电专业的学生学习西门子功能编程语言比较困难,功能编程语言经常用到子程序,从子程序的特点,运行方式,举例应用完整技术介绍了子功能编程,写程序时经常用到子程序,它是架构式的编程,学习西门子功能指令的重点和难点。
本文研究分析了西门子编程语言《子程序的调用》,希望为广大读者提供参考。
关键词:程序特点 ;运行方式 ;梯形图中图分类号:TP39 ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; ; 文献标识码:A ; ; ; ; ; ; ; ; ; ; ; ;文章编号:1674-098X(2019)02(a)-0148-021 ;子程序的特点(1)子程序只有在主程序发出调用指令的时候才运行,运行完毕后,自动返回主程序,所以不用每个扫描周期都执行,这样可以减少整个程序的运行时间,对于一些初始化的程序,写在子程里比较合适。
(2)S7-200 CPU可以写64个子程序(0-63) CPU226XM还可以写128个子程序(0-127)。
(3)子程序可以嵌套使用(主程序中调用子程序,子程序再调用子程序),最大嵌套深度为8级,但是中断程序里不能嵌套子程序。
(4)子程序默认的名称是SBR_n。
(n子程序编号)也可以修改。
2 ;子程序的运行方式(1)并列运行,一个程序中有多个子程序,之间没有嵌套的关系,是并列的,只要调用的条件满足,这个子程序就能被运行。
(2)嵌套运行,主程序调用子程序,子程序还可以再调用子程序,这种方式叫做嵌套,最多可以嵌套8层,这种情况下,各个子程序的运行有先后之分。
(3)在子程序中不能使用END(结束指令),每一个每一个子程序在编译时编译器自动在子程序的最后加入无条件返回指令,当用户需要编程实现有条件返回时,可以在子程序使用有条件返回RET指令。
(4)带参数调用子程序。
在调用子程序时可以带参数调用。
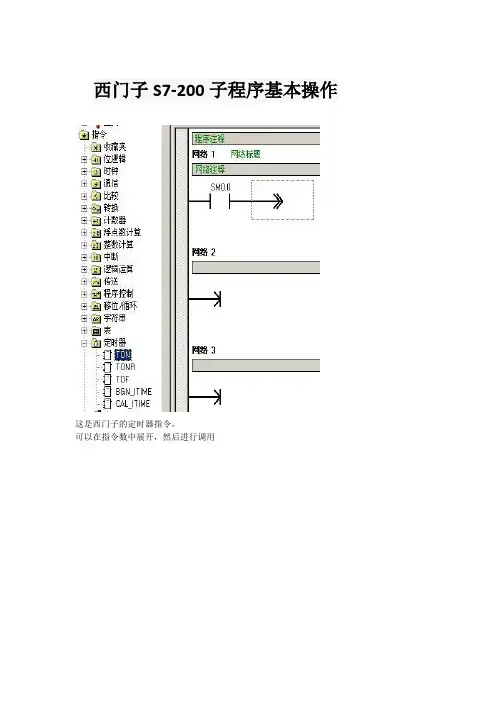
西门子S7-200子程序基本操作
这是西门子的定时器指令,
可以在指令数中展开,然后进行调用
调用了定时器后,又调用了子程序
初始便自带了一个子程序SBR_0,和一个中断程序INT_0 你也可以改它们的名字
如果一个SBR_0不够
可以插入子程序
上面的是变量申明表,即计算机语言中的形参
在变量申明表中申明的变量,都是形参
这些形参是在调用时赋值、赋地址的
当然,在子程序中,你也可以用绝对地址,即I0.0、Q0.0,但这样不方便移植,而且建不了库,关于建库,等以后更熟练的掌握了后再详解。
定时器的PT值最多32767,即2#0111 1111 1111 1111的十进制值,与三菱的K值相同当然,这个PT值你也可以设成负值,程序运行时不会报错,有什么妙用我也不知道你要知道的话就告诉我让我知道
一开始在变量申明表中申明的in和out都是形参,在调用SBR_1时,将绝对地址赋给这些形参。
那么网络3所调用的子程序便成了
LD I0.0
= Q0.0
网络4所调用的子程序便成了
LD I0.1
= Q0.1。
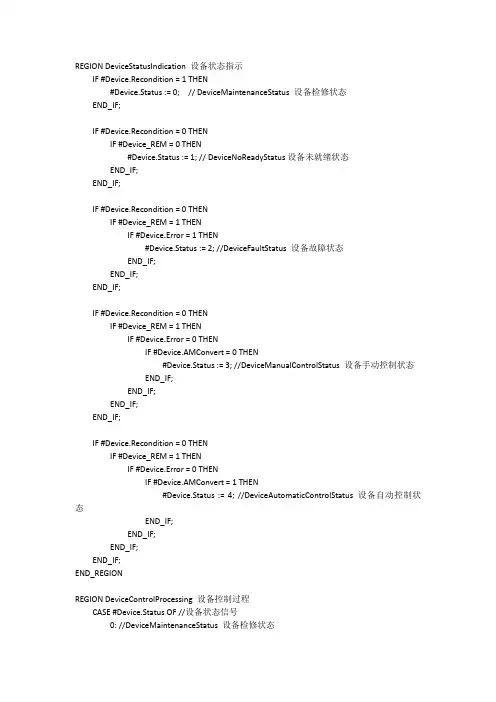
REGION DeviceStatusIndication 设备状态指示IF #Device.Recondition = 1 THEN#Device.Status := 0; // DeviceMaintenanceStatus 设备检修状态END_IF;IF #Device.Recondition = 0 THENIF #Device_REM = 0 THEN#Device.Status := 1; // DeviceNoReadyStatus设备未就绪状态END_IF;END_IF;IF #Device.Recondition = 0 THENIF #Device_REM = 1 THENIF #Device.Error = 1 THEN#Device.Status := 2; //DeviceFaultStatus 设备故障状态END_IF;END_IF;END_IF;IF #Device.Recondition = 0 THENIF #Device_REM = 1 THENIF #Device.Error = 0 THENIF #Device.AMConvert = 0 THEN#Device.Status := 3; //DeviceManualControlStatus 设备手动控制状态END_IF;END_IF;END_IF;END_IF;IF #Device.Recondition = 0 THENIF #Device_REM = 1 THENIF #Device.Error = 0 THENIF #Device.AMConvert = 1 THEN#Device.Status := 4; //DeviceAutomaticControlStatus 设备自动控制状态END_IF;END_IF;END_IF;END_IF;END_REGIONREGION DeviceControlProcessing 设备控制过程CASE #Device.Status OF //设备状态信号0: //DeviceMaintenanceStatus 设备检修状态#Device.AutomaticControl_Static := 0;1: //DeviceNoReadyStatus设备未就绪状态#Device.ManualControl_Static := 0;#Device.AutomaticControl_Static := 0;RESET_TIMER(#IEC_Timer_0_Instance);2: //DeviceFaultStatus 设备故障状态#Device.ManualControl_Static := 0;#Device.AutomaticControl_Static := 0;IF #Device.ErrorReset = 1 THEN#Device.Error1 := 0;#Device.Error2 := 0;#Device.Error := 0;#Device.ErrorReset := 0;END_IF;3: //DeviceManualControlStatus 设备手动控制状态#Device.AutomaticControl_Static := 0;IF #Device.Startup = 1 OR #Device.Start_INLOCK = 1 THEN #Device.ManualControl_Static := 1;END_IF;IF #Device.Suspend = 1 OR #Device.Stop_INLOCK = 1 THEN #Device.ManualControl_Static := 0;RESET_TIMER(#IEC_Timer_0_Instance);END_IF;IF #Device.ManualControl_Static = 1 THENIF #Device_RUN = 0 THEN#IEC_Timer_0_Instance(IN := NOT #Device_RUN,PT := t#5s);#Device.Error2 := #IEC_Timer_0_Instance.Q;ELSERESET_TIMER(#IEC_Timer_0_Instance);END_IF;END_IF;IF #Device_FLT = 1 THEN#Device.Error1 := 1;END_IF;IF #Device.Error1 = 1 OR #Device.Error2 = 1 THEN#Device.ManualControl_Static := 0;#Device.Error := 1;RESET_TIMER(#IEC_Timer_0_Instance);END_IF;4: //DeviceAutomaticControlStatus 设备自动控制状态IF #Device.Start_INLOCK = 1 OR #Device.Stop_INLOCK = 1 THENIF #Device.Start_INLOCK = 1 THEN#Device.AutomaticControl_Static := 1;END_IF;IF #Device.Stop_INLOCK = 1 THEN#Device.AutomaticControl_Static := 0;RESET_TIMER(#IEC_Timer_0_Instance);END_IF;ELSEIF #Device.AotoStart_Flag = 1 THEN#Device.AutomaticControl_Static := 1;END_IF;IF #Device.AotoStop_Flag = 1 THEN#Device.AutomaticControl_Static := 0;RESET_TIMER(#IEC_Timer_0_Instance);END_IF;END_IF;IF #Device.AutomaticControl_Static = 1 THENIF #Device_RUN = 0 THEN#IEC_Timer_0_Instance(IN := NOT #Device_RUN,PT := t#5s);#Device.Error2 := #IEC_Timer_0_Instance.Q;ELSERESET_TIMER(#IEC_Timer_0_Instance);END_IF;IF #Device_FLT = 1 THEN#Device.Error1 := 1;END_IF;IF #Device.Error1 = 1 OR #Device.Error2 = 1 THEN#Device.AutomaticControl_Static := 0;#Device.Error := 1;#Device.AMConvert := 0;RESET_TIMER(#IEC_Timer_0_Instance);END_IF;END_IF;END_CASE;END_REGIONREGION DeviceControlOutput 设备控制输出IF #Device.Recondition = 0 THENIF #Device.ManualControl_Static = 1 OR #Device.AutomaticControl_Static = 1 THEN#Device_STAP := 1;ELSE#Device_STAP := 0;END_IF;END_IF;END_REGIONREGION DeviceManualControlReset 设备手动控制复位#Device.Startup := 0;#Device.Suspend := 0;END_REGION。
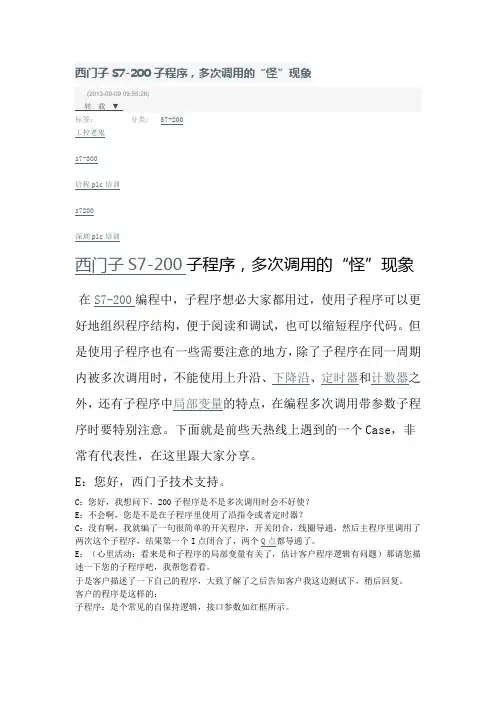
西门子S7-200子程序,多次调用的“怪”现象(2013-09-09 09:55:26)转载▼标签:分类:S7-200工控老鬼s7-300启程plc培训s7200深圳plc培训西门子S7-200子程序,多次调用的“怪”现象在S7-200编程中,子程序想必大家都用过,使用子程序可以更好地组织程序结构,便于阅读和调试,也可以缩短程序代码。
但是使用子程序也有一些需要注意的地方,除了子程序在同一周期内被多次调用时,不能使用上升沿、下降沿、定时器和计数器之外,还有子程序中局部变量的特点,在编程多次调用带参数子程序时要特别注意。
下面就是前些天热线上遇到的一个Case,非常有代表性,在这里跟大家分享。
E:您好,西门子技术支持。
C:您好,我想问下,200子程序是不是多次调用时会不好使?E:不会啊,您是不是在子程序里使用了沿指令或者定时器?C:没有啊,我就编了一句很简单的开关程序,开关闭合,线圈导通,然后主程序里调用了两次这个子程序,结果第一个I点闭合了,两个Q点都导通了。
E:(心里活动:看来是和子程序的局部变量有关了,估计客户程序逻辑有问题)那请您描述一下您的子程序吧,我帮您看看。
于是客户描述了一下自己的程序,大致了解了之后告知客户我这边测试下,稍后回复。
客户的程序是这样的:子程序:是个常见的自保持逻辑,接口参数如红框所示。
图. 01主程序:调用了两次上面的子程序,实现I0.0和I0.1控制Q0.0的闭合和断开,I0.2和I0.3控制Q0.1的闭合和断开。
图. 02那么在线测试下程序执行情况,发现果然如客户所描述的,I0.0为1后,Q0.0和Q0.1都为1了。
见下图.03所示。
而如果闭合I0.2,则Q0.0和Q0.1都断开。
图. 03为什么会这样呢?首先我们先明确子程序局部变量的特点。
局部变量的变量类型分为四种:IN,IN_OUT,OUT和TEMP,局部变量存储区是在子程序调用时开辟的,子程序调用完成,局部变量占用的存储空间释放。
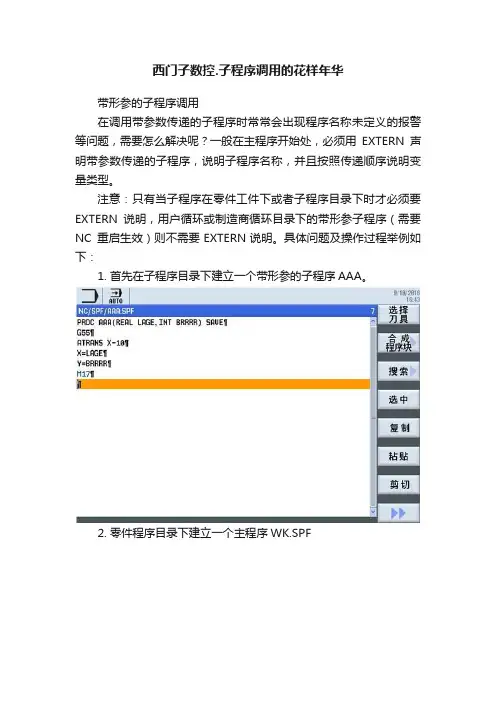
西门子数控.子程序调用的花样年华
带形参的子程序调用
在调用带参数传递的子程序时常常会出现程序名称未定义的报警等问题,需要怎么解决呢?一般在主程序开始处,必须用EXTERN声明带参数传递的子程序,说明子程序名称,并且按照传递顺序说明变量类型。
注意:只有当子程序在零件工件下或者子程序目录下时才必须要EXTERN说明,用户循环或制造商循环目录下的带形参子程序(需要NC重启生效)则不需要 EXTERN 说明。
具体问题及操作过程举例如下:
1. 首先在子程序目录下建立一个带形参的子程序AAA。
2. 零件程序目录下建立一个主程序WK.SPF
3. 执行主程序,会调用子程序,报警如下:
4. 在主程序开始加入EXTERN指令后,主程序运行正常,报警解除。
转发到朋友圈吧,你的朋友也在找这篇文章呢!。
西门子PLC子程序的作用子程序常用于需要多次反复执行相同任务的地方,只需要写一次子程序,别的程序在需要子程序的时候调用它,而无需重写该程序。
子程序的调用是有条件的,未调用它时不会执行子程序中的指令,因此使用子程序可以减少扫描时间。
使用子程序可以将程序分成容易管理的小块,使程序结构简单清晰,易于查错和维护。
如果子程序中只引用参数和局部变量,可以将子程序移植到其他项目。
为了移植子程序,应避免使用全局符号和变量,如I、Q、M、SM、Al、AQ、V、T、C、S、AC等存储器中的绝对地址。
西门子PLC子程序的创建方法可采用下列方法创建PLC子程序:在“编辑”菜单中选择“插入→子程序”;在程序编辑器视窗中按鼠标右键,从弹出菜单中选择“插入→子程序”。
程序编辑器将从原来的POU显示进入新的子程序,程序编辑器底部将出现标志新的子程序的新标签,在程序编辑器窗口中可以对新的子程序编程。
可以使用该子程序的局部变量表定义参数,各子程序最多可以定义16个IN、OUT参数。
用右键双击指令树中的子程序或中断程序的图标,在弹出的窗口中选择“重新命名”,可修改它们的名称。
艾驰商城是国内最专业的MRO工业品网购平台,正品现货、优势价格、迅捷配送,是一站式采购的工业品商城!具有10 年工业用品电子商务领域研究,以强大的信息通道建设的优势,以及依托线下贸易交易市场在工业用品行业上游供应链的整合能力,为广大的用户提供了传感器、图尔克传感器、变频器、断路器、继电器、PLC、工控机、仪器仪表、气缸、五金工具、伺服电机、劳保用品等一系列自动化的工控产品。
如需进一步了解台达PLC、西门子PLC、施耐德plc、欧姆龙PLC的选型,报价,采购,参数,图片,批发等信息,请关注艾驰商城/。
S7-200 程序结构
西门子S7-200的程序有三种:主程序、子程序、中断程序。
主程序只有一个,名称为OB1。
子程序可以达到64个,名称分别为SBR0-SBR63。
子程序可以由子程序或中断程序调用。
中断程序可以达到128个,名称分别为INT0-INT127。
中断方式有输入中断、定时中断、高速计数中断、通信中断事件引发,当CPU响应中断时,可以执行中断程序。
由这三种程序可以组成线性程序和分块程序两种结构。
一、线性程序结构
线性程序是指一个工程的全部控制任务都按照工程控制的顺序写在一个程序中,比如写在OB1中。
程序执行过程中,CPU不断地扫描OB1,按照事先准备好的顺序去执行工作,线性程序结构简单,一目了然。
但是,当控制工程大到一定程序之后,仅仅采用线性程序就会使整个程序变得庞大而难于编制、难于调试了。
二、分块程序结构
分块程序是指一个工程的全部控制任务被分成多个小的任务块,每个任务块的控制任务根据具体情况分别放到子程序中,或者放到中断程序中。
程序执行过程中,CPU不断地调用这些子程序或者被中断程序中断。
分块程序虽然结构复杂一些,但是可以把一个复杂的过程分解成多个简单的过程。
对于具体的程序块容易编写,容易调试。
从总体上看,分块程序的优势是十分明显的。
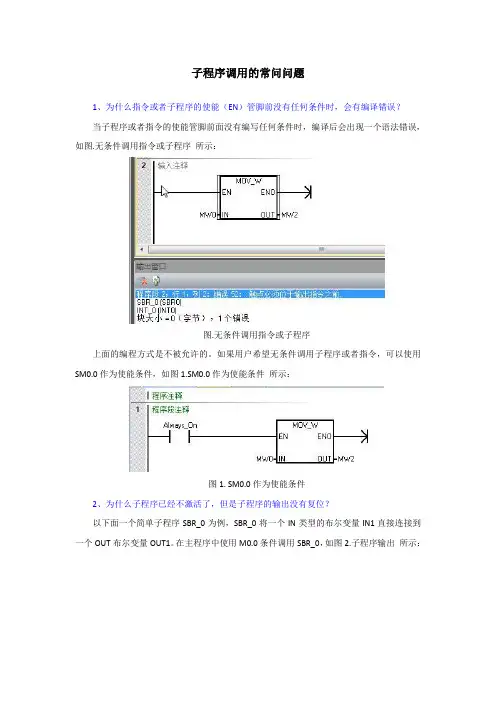
子程序调用的常问问题1、为什么指令或者子程序的使能(EN)管脚前没有任何条件时,会有编译错误?当子程序或者指令的使能管脚前面没有编写任何条件时,编译后会出现一个语法错误,如图.无条件调用指令或子程序所示:图.无条件调用指令或子程序上面的编程方式是不被允许的。
如果用户希望无条件调用子程序或者指令,可以使用SM0.0作为使能条件,如图1.SM0.0作为使能条件所示:图1. SM0.0作为使能条件2、为什么子程序已经不激活了,但是子程序的输出没有复位?以下面一个简单子程序SBR_0为例,SBR_0将一个IN类型的布尔变量IN1直接连接到一个OUT布尔变量OUT1。
在主程序中使用M0.0条件调用SBR_0,如图2.子程序输出所示:图2.子程序输出当M0.0为‘1’时,子程序执行,CPU_输入0有信号时,CPU_输出0有信号输出。
此时将M0.0复位,则子程序不再执行,输出OUT1保持子程序最后一次执行的状态,不会被自动复位。
3、在子程序中如果使用了上升沿捕捉时指令,那么此子程序被多次重复调用时,为什么上升沿捕捉逻辑不能正常执行?举一个简单的例子,在子程序SBR_0中声明一个布尔类型输入变量和一个布尔类型的输出变量,输入变量IN1通过一个常开触点连接一个上升沿捕捉指令,之后再连接一个线圈输出到输出变量OUT1。
在主程序中的网络1和网络2中,连续使用SM0.0作为使能条件两次调用子程序SBR_0,子程序的输入输出分别连接M0.0、M0.1、M0.2、和M0.3。
如图3.子程序和主程序内容所示:图3.子程序和主程序内容如果将M0.0复位,M0.2置位,单纯按上升沿捕捉的逻辑,由于没有上升沿跳变,子程序的输出都应该是‘0’。
但是在线监控可以看到M0.1持续为‘0’, M0.3保持为‘1’。
如图4.在线监控所示:图4.在线监控上升沿捕捉指令的工作原理是将本次左侧能流过来的‘1’、‘0’信号与上次指令执行时的状态比较,如果检测到从0到1的变化,则导通。
西门子PLC的子程序 - 西门子plcSTEP7-Micro/Win在程序编辑器窗口里为每个POU供应一个独立的页。
主程序总是第1页,后面是子程序或中断程序。
由于各个程序在编辑器窗口里被分开,编译时在程序结束的地方自动加入无条件结束指令或无条件返回指令,用户程序只能使用条件结束和条件返回指令。
通常将具有特定功能且多次使用的程序段作为子程序。
子程序可以多次被调用,也可以嵌套(最多8层),还可以递归调用(自己调用自己)。
子程序有子程序调用和子程序返回两大类指令,子程序返回又分条件返回和无条件返回。
子程序调用指令用在主程序或其他调用子程序的程序中,子程序的无条件返回指令在子程序的最终网络段。
梯形图指令系统能够自动生成子程序的无条件返回指令,用户无需输入。
子程序的调用是有条件的,未调用它时不会执行子程序中的指令,因此使用子程序可以削减扫描时间,同时可使整个程序功能清楚,易于查错和维护,还能削减存储空间。
为了移植子程序,应避开使用全局符号和变量,例如V存储区中的确定地址。
在编程软件的程序数据窗口的下方有主程序(OBI)、子程序(SUB0)、中断服务程序(INT0) 的标签,点击子程序标签即可进入SUB0子程序显示区。
也可以通过指令树的项目进入子程序SUB0显示区。
添加一个子程序时,可以用编辑菜单的插入项增加一个子程序,子程序编号n从0开头自动向上生成。
用鼠标右键点击指令树中的子程序或中断程序的图标,在弹出的菜单中选择“重新命名”,可以修改它们的名称。
子程序可能有要传递的参数(变量和数据),这时可以在子程序调用指令中包含相应参数,它可以在子程序与调用程序之间传送。
参数(变量和数据)必需有符号名(最多8个字符)、变量和数据类型等内容。
子程序最多可传递16个参数。
传递的参数在子程序局部变量表中定义。
局部变量表中的变量有IN、OUT、IN/OUT和TEMP等四种类型。
●IN类型:将指定位置的参数传入子程序。
参数的寻址方式可以是直接寻址(如VB10)、间接寻址(如*ACl)或马上数(如1234)。
西门子PLC子程序的编写方法FC功能
当我们编写程序的时候经常会遇到被控制的设备的控制工艺都是一模一样的,这时如果我们还单独对每个设备进行程序的编写,就会显得非常麻烦与笨拙,对于这样大规模控制流程都一样的设备的编程通常我们第一时间都会想到子程序。
那么本文的内容就主要来介绍西门子提供给我们的一种子程序的编写方法FC功能。
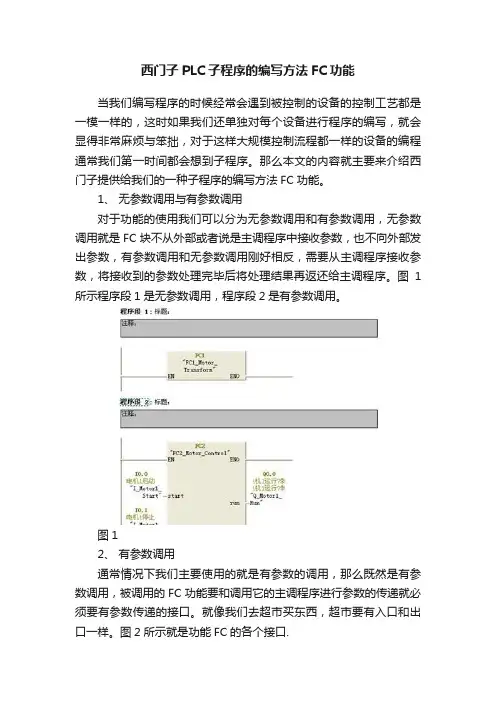
1、无参数调用与有参数调用
对于功能的使用我们可以分为无参数调用和有参数调用,无参数调用就是FC块不从外部或者说是主调程序中接收参数,也不向外部发出参数,有参数调用和无参数调用刚好相反,需要从主调程序接收参数,将接收到的参数处理完毕后将处理结果再返还给主调程序。
图1所示程序段1是无参数调用,程序段2是有参数调用。
图1
2、有参数调用
通常情况下我们主要使用的就是有参数的调用,那么既然是有参数调用,被调用的FC功能要和调用它的主调程序进行参数的传递就必须要有参数传递的接口。
就像我们去超市买东西,超市要有入口和出口一样。
图2所示就是功能FC的各个接口.
图2
IN:输入接口,主调函数将参数传递给功能FC的接口,就像超市的入口参数只能进不能出。
OUT:输出接口,功能FC将处理完的结果返回给主调程序的接口,就像超市的出口参数只能出不能进。
IN_OUT:输入输出接口,参数既能从此接口进入也能从此接口输出。
TEMP:临时变量或者叫本地数据,是该功能FC的数据存储区域只在本功能中起作用。
RETURN:返回值,该类型下只能有一个接口,用于向主调程序返回参数。
运动同步指令是指NC在作程序插补的同时,可以另外执行其他一些动作,这些动作的有效范围可以不受指令执行范围限制。
按有效范围不同,同步指令分模态同步指令和非模态同步指令,非模态同步指令只在紧跟该指令后面的一条指令内有效,而模态同步指令执行后,只要没有取消该同步动作,在程序运行状态下一直有效。
模态同步指令甚至可以不受NC的工作方式限制,但这个功能是一个选项。
指令格式:(ID=n KEYWORD condition ) DO ACTION括号内部分为可选项,如果有ID号,则为模态指令,没有ID则为非模态指令,对于需要不受工作方式限制的模态指令用IDS标识。
ID号的范围为1-255,在执行时系统先按ID号从小到大执行模态指令,然后再执行非模态指令。
KEYWORD condition 是为后面要执行的动作指令执行条件,如果没有指令条件,则该指令无条件执行,常用的条件有以下几种:WHEN 每一个插补周期系统检测要执行的条件,如果条件满足,则执行一次后面指令的动作,但后面即使条件还满足,指令也不再执行。
WHENEVER 系统每一个插补周期都检测指令的执行条件是否满足,只要条件满足就执行后面的指令动作,不受次数限制。
EVERY 当指令条件从不满足变成满足时,指令动作就执行一次。
FROM 当指令执行的条件一满足,指令动作就执行,执行开始后,即使条件不再满足了,指令动作也照样执行。
对于指令要执行的条件,可以是各种系统变量间的逻辑运算,也可以是某个输入点的状态,比如:WHENEVER $AA_IM[X]>*SIN(45) DO只要 X轴的坐标值大于和SIN(45)的乘积,系统就执行后面的指令动作。
WHEN $A_IN[1]==1 DO如果NCK的快速输入1为1的话,就执行后面的指令动作,但该动作执行完以后,该指令不再执行。
对于指令后面的动作,常用的有:STOPREOF 停止译码功能取消DELDTG 删除余程RDISABLE 读入使能取消Mxx,Hxx,Sxx 输出M,S, H辅助功能指令POS[axis]= , FA[axis]= 定位轴定位功能$AA_OVR = 或者 $AC_OVR = 改变轴或者是路径进给倍率以下举例说明运动同步指令的使用一.双立柱机床的安全位置监控如下图所示,该机床有两个立柱,其中Y1和Y2是Y方向上的两个不同的机械轴,在运动过程中系统要保证Y1和Y2之间保持一定的距离,否则就有发生碰撞的危险。
西门子801数控车床子程序加工梯形螺纹的探索摘要:本着解决问题,化解难题的思想。
在程序中巧妙地结合了普通车床车削梯形螺纹时应用的各种工艺技巧,采用分层切削、左右切削、螺纹粗、精加工分段等方法,为数控车床车削大螺距梯形螺纹提供了又一个方便实用的加工方法。
关键词:梯形螺纹;数控车削;子程序;大螺距;西门子801前言梯形螺纹是机械行业中应用十分广泛,主要是用在一些机构的传动,用于传递准确的运动和动力,如车床中的走刀丝杆,镗床中的升降丝杆,虎钳上的夹紧丝杆以及其他机床上的传动丝杆,几乎都是用梯形螺纹,而且其精度直接影响传动精度,所以生产中对梯形螺纹的加工精度及螺纹槽两个侧面的粗糙度要求比较高。
随着梯形螺纹公称直径及螺距的增大,需切削的余量会大大增加,如果在普通机床上进行加工,其加工难度和时间必然会增加,而且费时费力,成本高,随着数控机床的广泛应用与数控系统功能的完善,使得梯形螺纹的数控加工成为了可能,基于以上可能,笔者在SIMENS801数控车床上进行加工梯形螺纹,并且总结了一定的经验。
相比普通车床车削梯形螺纹,数控加工梯形螺纹存在着以下几个难点:1、加工的工艺有难度;2、编程复杂、计算繁琐;3、精加工时工件质量难以保证。
针对以上几个难点,我们采取了以下一些措施:1、将梯形螺纹的粗、精加工分开,粗加工时采取分层左右车削的方法进行加工。
2、调用子程序加工螺距大直径大的梯形螺纹的梯形螺纹时,能够一定程度简化程序。
1梯形螺纹尺寸计算米制梯形螺纹的牙型角为30°,其代号用字母“Tr”及公称直径×螺距表示,左旋时需要加注“LH”,如Tr16×2,Tr40×6L2 梯形螺纹刀具的刃磨鉴于车削梯形螺纹时,切削余量和切削抗力都比较大,为尽量降低车削热和车削阻力,避免切削过程中刀具刃口损伤,因此采用低速车削方式。
车削效果比较理想的梯形螺纹车刀是使用弹性刀柄的螺纹车刀,可以避免扎刀。
西门子S7-200系列PLC带参数子程序的编写方法摘要:西门子S7-200系列PLC是一种应用广泛的控制器,在实际应用中,我们常常需要编写带参数子程序来完成复杂的控制任务。
本文将详细介绍在S7-200 PLC中编写带参数子程序的方法,包括参数的定义、传递和使用等方面,旨在帮助PLC编程工程师更好地理解和掌握这一技术。
关键词:S7-200 PLC;带参数子程序;参数定义;参数传递;参数使用。
正文:一、带参数子程序的概念在S7-200 PLC中,子程序是一段独立的程序,可以在主程序中被多次调用。
而带参数子程序则是在子程序中引入了一些参数,使得子程序能够根据传入的参数执行不同的控制任务。
带参数子程序的使用可以极大地提高PLC编程的效率和灵活性。
二、参数定义在S7-200 PLC中,参数可以分为三类:输入参数、输出参数和内部参数。
其中输入参数是指在调用子程序时传入的数据,输出参数是指子程序在执行完毕后返回给主程序的数据,而内部参数则是在子程序内部使用的数据。
在定义参数时,需要指定参数类型和名称。
常用的参数类型包括整数型(int)、实数型(float)、布尔型(bool)等。
例如,在定义一个输入整型参数A和一个输出整型参数B时,可以如下定义:输入参数A:int输出参数B:int三、参数传递在调用带参数子程序时,需要将实际参数传递给子程序。
参数传递的方式有两种:按值传递和按引用传递。
按值传递是指将实际参数的值复制一份传递给子程序。
这种方式适用于参数的值不会改变的情况。
例如,在调用一个求平方值的子程序时,可以将实际参数的值传递给子程序,计算完毕后返回结果。
按引用传递是指将实际参数的地址传递给子程序。
这种方式适用于参数的值需要改变的情况。
例如,在调用一个交换两个变量值的子程序时,需要传递变量的地址,子程序将实际参数指向的变量值进行交换。
四、参数使用在子程序中使用参数需要先定义参数的类型和名称,再根据需要进行参数的读取和修改。
s71200调用子程序实例S71200是西门子公司推出的一款先进的可编程逻辑控制器(PLC),广泛应用于工业自动化领域。
在S71200中,调用子程序是一种常见的编程技巧,可以提高程序的可读性和可维护性。
本文将以一个实例来介绍S71200如何调用子程序。
假设我们有一个简单的自动化系统,其中包含一个传送带和一个机械臂。
传送带上的物品需要被机械臂抓取并放置到指定位置。
我们需要编写一个PLC程序来控制这个系统。
首先,我们需要定义一些输入和输出变量。
在S71200中,可以使用变量表来管理这些变量。
我们定义一个名为"Start"的布尔型输入变量,用于启动系统;一个名为"Stop"的布尔型输入变量,用于停止系统;一个名为"ItemOnConveyor"的布尔型输入变量,表示传送带上是否有物品;一个名为"ItemOnPosition"的布尔型输出变量,表示物品是否已经放置到指定位置。
接下来,我们需要编写一个主程序来控制整个系统的运行。
主程序的逻辑如下:1. 如果"Start"为真且"Stop"为假,则执行以下步骤:2. 如果"ItemOnConveyor"为真,则调用子程序"GrabItem";3. 如果"ItemOnPosition"为真,则调用子程序"PlaceItem";4. 结束主程序。
在主程序中,我们通过调用子程序来执行抓取和放置物品的操作。
下面是子程序"GrabItem"的逻辑:1. 控制机械臂向下运动;2. 等待一段时间,使机械臂抓取物品;3. 控制机械臂向上运动。
子程序"PlaceItem"的逻辑类似,只是将机械臂的运动方向改为放置物品的位置。
通过将抓取和放置物品的操作封装成子程序,我们可以提高程序的可读性和可维护性。