FANUC数控系统数据备份与恢复
- 格式:doc
- 大小:890.50 KB
- 文档页数:13
指引画面的数据备份与恢复一:参数的设定和改正1.按下 offset/seting2.按下『 setting』,出现 setting 画面。
3.在 setting 画面中,将 PWE= 1.出现 P/S100 报警,表示参数能够改正。
4.按『 system』健。
5.按“参数”软件健,出现参数画面。
6.键入所需要改正的参数号。
7.按“搜寻”健,页面直接翻到所需要改正的参数位。
8.在 MDI 方式下,能够改正所需要的参数。
9.参数改正后,将设定画面的参数写入保护开关置0( PEW=0 )。
10.假如改正参数后,出现000 号报警,说明一定从头上电后,参数才能奏效。
二:指引画面数据的数据备份与恢复1:数据的分区和分类1): ROM-FLASH-ROM,只读储存器,用于储存系统文件和机床厂家的(MTB )文件2): SRAM -静态随机储存器,用于储存用户数据,断电后需要电池保护,拥有易失性。
2:数据的分类1):系统文件-FANUC 供给的 CNC 和伺服控制软件。
2): MTB 文件- PMC 程序、机床厂家编写的宏程序履行器等3):用户文件-系统参数、螺距偏差赔偿值、加工程序、宏程序、刀具赔偿值、工件坐标系数据、 PMC 参数等等。
3:数据的备份和保存。
SRAM 数据因为需要电池保护简单扔掉,要经过“指引画面BACKUP ”方式或”数据输入输出方式“保存前者保存的数据没法用WORD 和写字板的软件翻开。
F-ROM 数据相对稳固,不易扔掉,可是假如改换主板和储存器时,有可能扔掉,此中的 FANUC 系统文件可由FANUC 企业恢复,可是机床厂家的PMC 程序以及用户宏程序履行器很难恢复,所以备份数据十分必需。
三: SRAM 数据的备份。
经过系统指引程序把数据备份到C- F 卡中,该法简易易行,恢复简单。
步骤以下:1: CNC-SRAM的数据备份到C-F 卡上。
1):启动指引系统(BOOT SYSTEM )操作:同时按住软件右端两个健,并接通NC 用软键『 up』、『 down 』进行选择办理,按软键『电源。
FANUC 使用存储卡数据备份和恢复的使用1.关闭系统插存储卡 2.起动引导系统方法及画面如下(BOOT SYSTEM ):5. 操作方法:用软件UP DOWN 进行选择处理。
把光标移到要选择的功能上,按软件SELECT ,英文显示请确认?之后按软件YES 或NO 进行确认。
正常结束时英文显示请按SELECT 键。
最终选择END 结束引导系统BOOT SYSTEM ,起动CNC ,进入主画面。
6. 软菜单:[<1][SELECT 2][YES 3][NO 4][UP 5][DOWN 6][7>]使用软键起动时,数字显示部的数字不显示。
用软键或数字键进行1-7操作说明如下表:FANUC数控系统Compact flash card (CF存储卡)的选用和详细操作步骤默认分类 2007-12-11 12:45:06 阅读210 评论0 字号:大中小订阅1. 前言: Compact flash card (CF 卡) 可以当作FANUC控制器的数据服务器储存空间。
而且,当插在FANUC控制器的PCMCIA 接口上可以当作备份数据用的记忆卡(IC 卡)。
2. 组成:如果使用桌上型计算机请选配CF 卡、CF转接槽及USB型式的CF卡片阅读机。
如果使用笔记型计算机请选配CF 卡、CF转接槽(但要确认你的笔记型计算机是否支持PCMCIA 接口)。
CF 卡、CF转接槽 USB型式的CF卡片阅读机3. 兼容的控制器:控制器厂商控制器型式数据服务器/网络接口发那科 0i-MB 数据服务器(ATA flash 型式)21i-MB 数据服务器(ATA flash 型式)18i-MB 数据服务器(ATA flash 型式)4. 规格:4.1 使用TYPE II 接口。
4.2 不需要备份电池。
4.3 需格式化成FAT 格式。
4.4 目前支持的容量为128MB、256MB、512MB、1GB、,2GB等。
5. 注意事项:5.1 CF 卡如果初次使用请事先格式化。
FANUC系统数据备份及恢复
一、用户数据备份
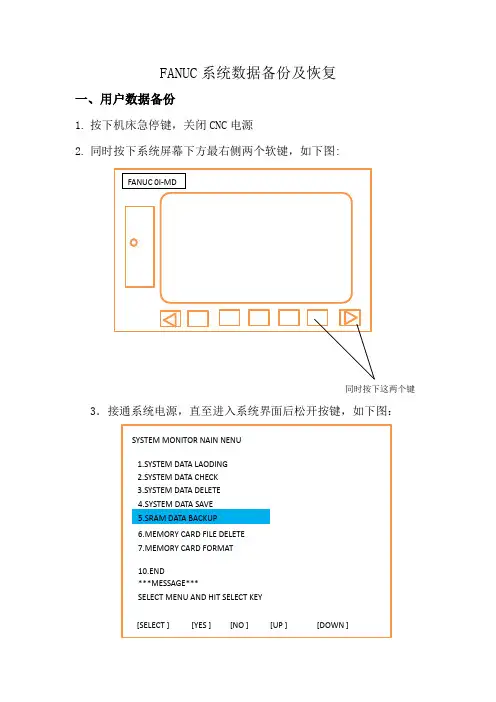
1.按下机床急停键,关闭CNC电源
2.同时按下系统屏幕下方最右侧两个软键,如下图:
同时按下这两个键3.接通系统电源,直至进入系统界面后松开按键,如下图:
4.通过软键“UP”或“DOWN”键,将光标移至第5项:SRAM DATA BACKUP,然后按“SELECT”软键,出现如下图:
5.将光标移至第1项:SRAM BACKUP(从CNC备份到存储卡),然后“SELECT”键,如下图:
6.按“YES”软键,将所有用户数据备份到存储卡上,然后按“SELECT”
键退出,将光标移至第10项END,系统将自动重启:
二、用户数据恢复
1.前4步操作同上
2.将光标移至第2项:RESTORE SRAM(从存储卡恢复到系统中),
然后按“SELECT”软键:
3.按“YES”软键,将所有用户数据恢复到系统,完成后,按“SELECT”软键退出
备份/恢复PMC程序
一、PMC程序备份
1.进入系统启动菜单,将光标移至第4项:SYSTERM DATA SAVE,按下“SELECT”软键,进入系统数据备份界面
2.选择第7项:PMC-RA,然后按“SELECT”软键
3.按下“YES”键,进行PMC程序的备份,备份完成后按“SELECT”
键退出
二、PMC程序的恢复
1.进入系统启动菜单,选择第1项,按下“SELECT”软键
2.进入系统数据恢复界面,选定对应的PMC-RA.000文件,然后按下“SELECT”软键
3.按“YES”键,将PMC程序恢复到系统中,恢复完成后,按“SELECT”键退出。
FANUC数控系统数据备份和恢复的使用说明FANUC数控系统是一种常见的用于控制机床的数控系统,广泛应用于各类加工设备中。
在使用FANUC数控系统过程中,数据的备份和恢复是非常重要的,可以有效地避免因数据丢失而导致工作中断或损坏机床等问题。
本文将介绍如何使用FANUC数控系统进行数据备份和恢复,以及使用存储卡进行数据存储的方法。
一、数据备份1.准备工作在进行数据备份之前,需要准备好一个空的存储卡,并将其插入FANUC数控系统的机箱内的存储卡插槽中。
2.进入备份界面在数控系统的主界面上,选择菜单中的“文件”选项,然后选择“备份/恢复”子菜单。
在弹出的备份/恢复界面中,选择“备份”选项,进入数据备份界面。
3.选择备份项目在数据备份界面中,选择需要备份的项目。
FANUC数控系统可以备份多种数据,包括程序、参数、工具补偿值、拉伸参数等。
根据需求,选择相应的备份项目。
4.进行备份在选择完备份项目后,点击“备份”按钮,系统将开始进行数据备份操作。
备份过程可能需要一定的时间,等待备份完成。
5.完成备份当备份完成后,会出现备份成功的提示信息。
此时,可以将存储卡从机箱中取出,备份过程即可结束。
二、数据恢复1.准备工作在进行数据恢复之前,需要准备好包含备份数据的存储卡,并将其插入FANUC数控系统的机箱内的存储卡插槽中。
2.进入恢复界面在数控系统的主界面上,选择菜单中的“文件”选项,然后选择“备份/恢复”子菜单。
在弹出的备份/恢复界面中,选择“恢复”选项,进入数据恢复界面。
3.选择恢复项目在数据恢复界面中,选择需要恢复的项目。
和备份界面一样,FANUC 数控系统可以恢复多种数据。
根据需求,选择相应的恢复项目。
4.进行恢复在选择完恢复项目后,点击“恢复”按钮,系统将开始进行数据恢复操作。
恢复过程可能需要一定的时间,等待恢复完成。
5.完成恢复当恢复完成后,会出现恢复成功的提示信息。
此时,可以将存储卡从机箱中取出,恢复过程即可结束。
FANUC参数备份及恢复方法备份方法:1.进入FANUC机器人控制面板的参数菜单。
按下"MENU"键,然后选择"PARAMETER"菜单。
2.在参数菜单中,选择"IO"参数,并进入"SYSTEM"子菜单。
该子菜单中包含了机器人系统的一些基本参数。
3.在"SYSTEM"子菜单中,选择"PARAM"子菜单。
这个子菜单中包含了机器人系统的详细参数。
4.在"PARAM"子菜单中,选择"BACKUP"选项。
这将备份机器人的参数到选择的存储设备上。
根据FANUC机器人的不同型号,可以选择备份到U 盘、SD卡、硬盘等存储设备。
5.确认备份完成后,将存储设备从机器人控制面板中取出。
这样就完成了参数的备份过程。
恢复方法:1.将备份参数的存储设备插入到机器人控制面板的相应插槽中。
2.进入FANUC机器人控制面板的参数菜单,选择"IO"参数,然后进入"SYSTEM"子菜单。
3.在"SYSTEM"子菜单中,选择"PARAM"子菜单。
4.在"PARAM"子菜单中,选择"RESTORE"选项。
这将会从存储设备上恢复参数。
5.在恢复过程中,控制面板会显示相关的进度信息。
等待恢复完成。
6.恢复完成后,机器人的参数就已经恢复了。
重新启动机器人,然后测试其运行以确保参数恢复正常。
值得注意的是,在备份和恢复过程中,请务必确保正确选择了存储设备,并遵循FANUC机器人的相关说明和操作手册中的指导。
不正确的操作可能导致参数备份失败或导致机器人无法正常运行。
此外,为了保证参数备份的完整性和可靠性,建议定期定时备份参数,并将备份文件存储在安全的地方。
同时,也推荐在更改机器人参数之前备份当前的参数,以免在更改过程中出现错误导致的问题。
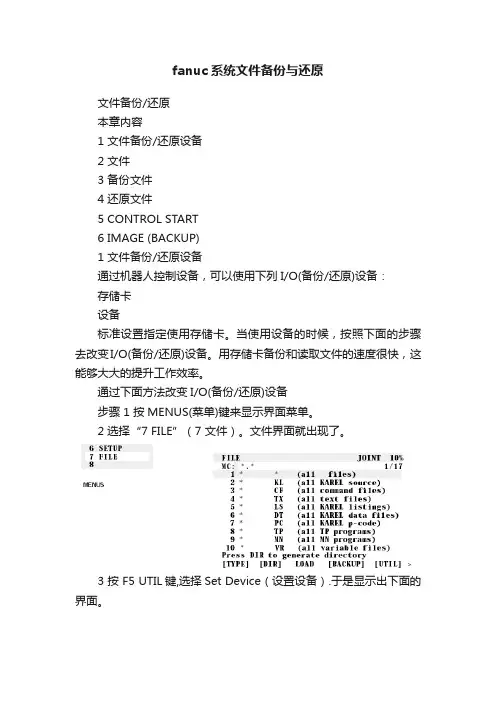
fanuc系统文件备份与还原文件备份/还原本章内容1 文件备份/还原设备2 文件3 备份文件4 还原文件5 CONTROL START6 IMAGE (BACKUP)1 文件备份/还原设备通过机器人控制设备,可以使用下列I/O(备份/还原)设备:存储卡设备标准设置指定使用存储卡。
当使用设备的时候,按照下面的步骤去改变I/O(备份/还原)设备。
用存储卡备份和读取文件的速度很快,这能够大大的提升工作效率。
通过下面方法改变I/O(备份/还原)设备步骤 1 按MENUS(菜单)键来显示界面菜单。
2 选择“7 FILE”(7 文件)。
文件界面就出现了。
3 按 F5 UTIL键,选择Set Device(设置设备).于是显示出下面的界面。
4 选择使用的I/O(备份/还原)设备。
当前选择的I/O(备份/还原)设备的缩写会出现在屏幕的左上角。
缩写 I/O(备份/还原)设备MC:存储卡FLPY:设备FRA:在控制器里用来自动备份F-ROM的区域存储卡可以使用flash ATA存储卡和SRAM存储卡。
图8-1 插入内存卡当使用存储卡时,按照改变I/O(备份/还原)设备的说明来选择存储卡。
2 文件文件是在R--J3iMODEL B控制器的存储器中的一个存储设备。
使用的文件主要有下列类型:程序文件(*.TP)缺省的逻辑文件(*.DF)系统文件(*.SV) 用于储存系统的设置值。
备份/还原(I/O)配置数据文件(*.IO) 用于储存备份/还原(I/O)配置的设置值。
数据文件(*.VR) 用于储存数据,比如一个寄存器数据。
2.1 程序文件程序文件(*.,MN)包含一系列用于机器人的指令。
这些指令被称为程序指令。
程序指令包括控制机器人操作,外围设备和每个应用。
程序文件被自动的存储在控制器的C-MOS RAM当中。
程序文件的目录被显示在程序选择界面当中(“SELECT”)。
注意提示程序文件的目录不会被显示在文件界面中。
文件界面使你能够选择存储着所需文件的外部存储器设备,并对这些文件进行操作。
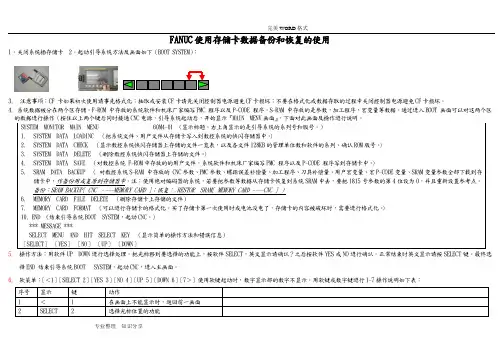
FANUC使用存储卡数据备份和恢复的使用1.关闭系统插存储卡 2.起动引导系统方法及画面如下(BOOT SYSTEM ):3. 注意事项:CF 卡如果初次使用请事先格式化;抽取或安装CF 卡请先关闭控制器电源避免CF 卡损坏;不要在格式化或数据存取的过程中关闭控制器电源避免CF 卡损坏。
4. 系统数据被分在两个区存储。
F-ROM 中存放的系统软件和机床厂家编写PMC 程序以及P-CODE 程序。
S-RAM 中存放的是参数,加工程序,宏变量等数据。
通过进入BOOT 画面可以对这两个区的数据进行操作(按住以上两个键后同时接通CNC 电源,引导系统起动后,开始显示『MAIN MENV 画面』,下面对此画面及操作进行说明。
5. 操作方法:用软件UP DOWN 进行选择处理。
把光标移到要选择的功能上,按软件SELECT ,英文显示请确认?之后按软件YES 或NO 进行确认。
正常结束时英文显示请按SELECT 键。
最终选择END 结束引导系统BOOT SYSTEM ,起动CNC ,进入主画面。
6. 软菜单:[<1][SELECT 2][YES 3][NO 4][UP 5][DOWN 6][7>]使用软键起动时,数字显示部的数字不显示。
用软键或数字键进行1-7操作说明如下表:序号显示 键 动作 1 < 1 在画面上不能显示时,返回前一画面SYSTEM MONITOR MAIN MENU 60M4-01 (显示标题。
右上角显示的是引导系统的系列号和版号。
)1. SYSTEM DA T A LOADINC (把系统文件、用户文件从存储卡写入到数控系统的快闪存储器中。
)2. SYSTEM DA T A CHECK (显示数控系统快闪存储器上存储的文件一览表,以及各文件128KB 的管理单位数和软件的系列、确认ROM 版号。
)3. SYSTEM DA T A DELETE (删除数控系统快闪存储器上存储的文件。
)4. SYSTEM DA T A SA VE (对数控系统 F-ROM 中存放的的用户文件,系统软件和机床厂家编写PMC 程序以及P-CODE 程序写到存储卡中。
带领绘里的数据备份取回复之阳早格格创做一:参数的设定战建改1.按下offset/seting2.按下『setting』,出现setting绘里.3.正在setting绘里中,将PWE=1.出现P/S100报警,表示参数不妨建改.4.按『system』健.5.按“参数”硬件健,出现参数绘里.6.键进所需要建改的参数号.7.按“搜索”健,页里间接翻到所需要建改的参数位.8.正在MDI办法下,不妨建改所需要的参数.9.参数建改后,将设定绘里的参数写进呵护开闭置0(PEW=0).10.如果建改参数后,出现000号报警,证明必须沉新上电后,参数才搞死效.二:带领绘里数据的数据备份取回复1:数据的分区战分类1):ROM-FLASH-ROM,只读死存器,用于死存系统文献战机床厂家的(MTB)文献2):SRAM-固态随机死存器,用于死存用户数据,断电后需要电池呵护,具备易得性.2:数据的分类1):系统文献-FANUC提供的CNC战伺服统造硬件. 2):MTB文献-PMC步调、机床厂家编写的宏步调实止器等3):用户文献-系统参数、螺距缺面补偿值、加工步调、宏步调、刀具补偿值、工件坐标系数据、PMC参数等等. 3:数据的备份战死存.SRAM数据由于需要电池呵护简单拾得,要通过“带领绘里BACKUP”办法大概”数据输进输出办法“死存前者死存的数据无法用WORD战写字板的硬件挨开.F-ROM数据相对付宁静,阻挡易拾得,然而是如果调换主板战死存器时,有大概拾得,其中的FANUC系统文献可由FANUC公司回复,然而是机床厂家的PMC步调以及用户宏步调实止器很易回复,所以备份数据格中需要.三:SRAM数据的备份.通过系统带领步调把数据备份到C-F卡中,该法烦琐易止,回复简单.步调如下:1:CNC-SRAM 的数据备份到C-F卡上.1):开用带领系统(BOOT SYSTEM)支配:共时按住硬件左端二个健,并接通NC电源.系统便加进带领绘里.用硬键『up』、『down』举止采用处理,按硬键『select』,并按硬键『yes』、『no』确认.2)用硬键『up』、『down』采用到“SRAM DATA BACKUP”上,加进到SRAM DATA BACKUP”子绘里上,即是SRAM数据的备份绘里.(通过此功能,不妨将系统的用户数据,包罗、螺距缺面补偿值、加工步调、宏步调、刀具补偿值、工件坐标系数据、PMC参数等等局部死存到C-F中,大概者以来回复到CNC中.)3)正在该子绘里中,第一步:采用“1..SRAM BACKUP”,隐现确认的疑息.第二步:按『yes』健,便开初死存数据.第三步:如果要备份的文献以及存留正在卡中,系统便会提示是可覆盖本文献?第四步:正在“file name”处隐现当前正正在写进的文献名.第五步:中断后,隐现以下疑息.请按『select』键.SRAM BACKUP COMPLETE.HIT SELECT KEY.2:C-F卡的数据回复到CNC SRAM中第一步:采用上述子绘里’2.RESTORE SRAM”,隐现以下疑息,按『yes』键RESTORE SRAM DATA OK?HIT YES OR NO.第二步:系统隐现以下确认疑息:RESTORE SRAM DATA FROM MEMORY CARD.第三步:仄常中断后,隐现以下疑息,请按硬键『select』. RESTORE COMPLETE.HET SELECT KEY.三:F-ROM中数据的拷贝战回复1:系统F-ROM中数据拷贝到C-F卡中机床厂家编写的梯形图、manual guide步调大概cap步调死存正在F-ROM中.步调如下:第一步:加进到带领系统(boot system)第二步:加进“4 SYSTEM DATA SAVE”绘里,便加进到了数据拷贝子绘里.该绘里中,有死存正在快闪死存器的文献称呼.第三步:1)把光标移到需要死存的文献名字上,按『select』硬键. 2)系统隐现以下疑息SAVE OK?HIT YES OR NO.3)按『yes』开初死存,『no』中止死存.4)死存中断后,隐现以下疑息,疑息的实质包罗文献名,确认后按『select』键.FILE SAVE COMPLETE.HIT SELECT KEY.SAVE FILE NAME:PMC-RA.000其余证明:正在上述绘里中,系统文献战用户文献是有区别的,系统文献有呵护,不可随意拷贝,预防随意益坏、复造本厂商的硬键而设防的,而用户文献不呵护.2:C-FOM中的数据回复(把C-F卡中的数据加载到数控系统中)第一步:加进带领区第二步:加进菜单选项“SYSTEM DATA LOADING”,加进绘里.死存卡的文献将列表隐现,把光标移到所需要的文献,而后按『select』键,隐现以下疑息:LOADING OK? HIT YES OR NO?按『yes』开初读进.仄常中断后,隐现以下疑息,按『select』LOADING COMPLETE HIT SELECT KEY.四:带领绘里备份数据的注意事项1:举止SRAM DATA BACKUP支配时,一弛卡只可死存一台机床的数据文献,果为分歧机床的SRAM备份文献名是相共的,所以用一弛卡共时对付二台机床的数据备份时,卡的备份数据将被覆盖.2:SRAM备份数据文献名不不妨建改,如果建改了文献名,正在举止RESTORE时,系统将无法找到文献(只认系统默认的称呼SRAM1-0A.FADB SRAM1-0B.FDB等)3:对付于FANUC Oi系统硬件,如果是D6C1-07以来的版本,仅能对付本机实止SRAM DATA BACKUP支配,不允许正在二台数控系统之间举止SRAM DATA BACKUP支配.那是由于新版本的硬件中含有IF文献,如果二台系统之间举止SRAM DATA BACKUP支配,会益害IF文献,爆收报警.果此,如果要正在多台以上机床之间举止SRAM的数据备份,比圆成批调试共型号的机床举止数据拷贝时,应当用数据输进/输出办法死存大概备份数据,而不克不迭正在带领绘里用SRAM DATA BACKUP支配.通过数据输进/输出办法死存、回复数据●数据输进/输出:NC的数据正在NC战中部输进/输出设备(CF卡大概RS232-C接心)之间传递.●新删功能:FANUC OiC 16i 18i 21i等不妨通过隐现单元左侧的cf卡接心,举止数据接换.●特性:通过RS232C输进/输出办法,不妨将数据存进/输出到cf卡中,无需再对接电缆、中部估计机支配以及数据死存仄安易止.以下数据不妨接换:加工步调、偏偏置数据、参数螺距缺面补偿数据、用户宏步调变量、PMC 参数、PMC步调.●正在使用输进/输出设备之前,必须树立佳输进/输出参数.一:加工步调的输进/输出:1:加工步调的读进:1):请确认输进设备是可对接佳(估计机大概cf卡),如果是cf卡,正在『setting』绘里I/O通讲一项中设定I/O=4,如果是RS232C,则根据硬件对接情况设定I/O=0大概I/O=1.2):使系统处于edit办法3):按PROG功能键,隐现步调绘里大概者步调目录绘里.4):按下硬键『OPRT』(支配)键.5.6):输进天面O后,输进步调号.7):按下硬键『read』大概『读进』,而后按『exec』大概『实止』键,步调被读进.2:加工步调的输出1):请确认输进设备是可对接佳(估计机大概cf卡),如果是cf卡,正在『setting』绘里I/O通讲一项中设定I/O=4,如果是RS232C,则根据硬件对接情况设定I/O=0大概I/O=1.2):选定输出文献圆法,通过『setting』绘里指定文献的代码类型(ISO大概EIA)3):使系统处于edit办法4):按PROG功能键,隐现步调绘里大概者步调目录绘里. 5):按下硬键『OPRT』(支配)键.6.7):输进天面O.8):输进步调号.如果输进-9999,则所以的步调被输出. 9):按下硬键『punch』大概『输出』,而后按『push』大概『实止』,指定的步调被输出.二:偏偏置数据(刀具偏偏置补偿数据)的输进/输出1:偏偏置数据的输进.1):请确认输进设备是可对接佳(估计机大概cf卡),如果是cf卡,正在『setting』绘里I/O通讲一项中设定I/O=4,如果是RS232C,则根据硬件对接情况设定I/O=0大概I/O=1.2):使系统处于edit办法3):估计机恻准备佳需要的步调绘里(相映支配拜睹所使用的通讯硬件证明书籍).4):按下功能硬件『OFFSET/SETTING』,隐现刀补绘里. 5):按下硬键『OPRT』(支配)键.6.7):按下『read』大概『读进』硬键,而后按『exec』大概『实止』键.8):输进支配完毕后,输进数据会隐现正在绘里中.2:偏偏置数据的输出1):请确认输出设备是可对接佳.2):使系统处于edit办法3):按下功能硬件『OFFSET/SETTING』,隐现刀补绘里. 4):按下硬键『OPRT』(支配)键.5.6):按下硬键『punch』大概『输出』,而后按『exec』大概『实止』键.正在cf卡中,输出文献的称呼为offset.三:参数的输进输出.1:输进参数1):请确认输进设备是可对接佳(估计机大概cf卡),如果是cf卡,正在『setting』绘里I/O通讲一项中设定I/O=4,如果是RS232C,则根据硬件对接情况设定I/O=0大概I/O=1.2):估计机恻准备佳需要的步调绘里(相映支配拜睹所使用的通讯硬件证明书籍).3):使系统处于慢停状态(EMERGENCY STOP)4):按下功能键『OFFSET/SETTING』5):按下硬键『setting』,出现setting绘里6):使PEW=17):按下『system』功能键8):按下『PARAM』键,出现参数绘里9):按下硬键『OPRT』(支配)键.10.11):按下『read』大概『读进』硬键,而后按『exec』大概『实止』键,参数被读进.12):按下功能键『OFFSET/SETTING』13):按下硬键『setting』14):正在setting绘里中,使PEW=015):切断CNC电源再通电16):排除慢停状态2:输出参数1):请确认输出设备是可对接佳.2):通过参数指定输出代码(ISO大概EIA)3):使系统处于edit办法4):按下『system』功能键5):按下『PARAM』键6):按下硬键『OPRT』(支配)键.7.8):按下硬键『punch』大概『输出』9):要输出所有的参数,按下『all』,要输出树立为非0的参数,按下『NON-0』硬键10):按『exec』大概『实止』键11):所有的参数以指定的圆法输出正在cf卡的隐现目录上,输出文献的称呼是PARAMETER.四:螺距缺面补偿数据的输进/输出1:输进螺距缺面补偿值1):请确认输出设备是可对接佳.2):估计机恻准备佳需要的步调绘里(相映支配拜睹所使用的通讯硬件证明书籍).3):使系统处于慢停状态(EMERGENCY STOP)4):按下功能键『OFFSET/SETTING』5):按下硬键『setting』,出现setting绘里6):使PEW=17):按下『system』功能键8. ,而后按硬键『PITCH』9):按下硬键『』10):按下最左边的扩展键.11):按下『read』大概『读进』硬键,而后按『exec』大概『实止』键,参数被读进.12):按下功能键『OFFSET/SETTING』13):按下硬键『setting』14):正在setting绘里中,使PEW=015):切断CNC电源再通电16):排除慢停状态2:输出螺距缺面补偿值1):请确认输出设备是可对接佳.2):通过参数指定输出代码(ISO大概EIA)3):使系统处于edit办法4):按下『5):按下最左边的扩展键. 而后按硬键『PITCH』6):按下硬键『』大概『支配』键7):按下最左边的扩展键.8):按下硬键『PUNCH』大概『传出』键,而后按『EXEC』大概『实止』键9):所有的参数按指定的圆法输出输出的文献名是:PITCH ERRORPMC数据的输进/输出1:PMC梯形图及PMC参数的输进步调:1):请确认输进设备是可对接佳(估计机大概cf卡),如果是cf卡,正在『setting』绘里I/O通讲一项中设定I/O=4,如果是RS232C,则根据硬件对接情况设定I/O=0大概I/O=1.2):估计机恻准备佳需要的步调绘里(相映支配拜睹所使用的通讯硬件证明书籍).3):按下功能键『OFFSET/SETTING』4):按下硬键『setting』,出现setting绘里5):使PEW=16):按下『system』功能键7):按『PMC PMC绘里8):按下最左边的扩展键.9):按『I/O』硬键,出现I/O设备绘里,证明如下:DEVICE:-输进/输出拆置,包罗F-ROM、估计机、FLASH卡等.FUNCTION-读READ,从中设读进数据,写WRITE,背中部输出数据.DATA KIND-输进输出数据的种类,公有二种:LADDER 梯形图战PARAMETER参数.FILE NO.-文献名,输出梯形图时的文献名为@PMC-SB.000,输出PMC参数时的文献名是@PMC-SB.PRM.对付于梯形图输进:采用DEVICE=M-CARD时,从C-F卡读进数据.采用DEVICE=OTHERS时,从估计机接心读进数据. 10):按『EXEC』硬键,梯形图收到CNC D-RAM中11):将D-RAM的数据(梯形图)写到CNC F-ROM中. 12):正在“PMC诊疗绘里统造参数”绘里(详睹有闭支配)中,把WRITE TO F-ROM(EDIT)=1,沉复6)-8)不的支配,加进I/O设备绘里,并将DEVICE=F-ROM(CNC 系统的F-ROM),,FUNCTION=WRITE.13):按『EXEC』键,将D-RAM中的梯形图写进到F-ROM中注:如果不实止11)-13)项,读进的梯形图闭电再上电的时间会拾掉,所以一定要实止11)-13)项把梯形图写进到系统的F-ROM中.2:PMC梯形图的输出步调:1):实止上述6)-8)支配.2):出现PMC I/O绘里后,将DIVICE=M-CARD大概DEVICE=OTHERS.3):将FUNCTION项选为WRITE,正在DATA KIND中采用LADDER.4):按『EXEC』键,CNC中的PMC步调传递到cf卡大概估计机中.3:PMC参数输出步调1):实止上述6)-8)支配.2):出现PMC I/O绘里后,将DIVICE=M-CARD大概DEVICE=OTHERS.3):将FUNCTION项选为WRITE,正在DATA KIND中采用PARAM.4):按『EXEC』键,CNC中的PMC步调传递到cf卡大概估计机中.。
FANUC 系统数据备份与恢复(一)概述FANUC 数控系统中加工程序、参数、螺距补偿、PMC 数据,在机床断电后是靠控制单元上的电池进行保存的。
如果发生电池时效或其他异外,会导致这些数据的丢失。
因此,有必要做好重要数据的备份工作,一旦发生数据丢失,可以通过恢复这些数据的办法,保证机床的正常运行。
FANUC 数控系统数据备份的方法有两种常见的方法:1、使用存储卡,在引导系统画面进行数据备份和恢复;2、通过RS232 口使用PC 进行数据备份和恢复。
(二)使用存储卡进行数据备份和恢复数控系统的启动,会有一个引导过程。
在通常情况下,使用者是不会看到这个引导系统。
但是使用存储卡进行备份时,必须要在引导系统画面进行操作。
在使用这个方法进行数据备份时,首先必须要准备一张符合FANUC 系统要求的存储卡(工作电压为5V)。
步骤如下:1、数据备份:(1)、将存储卡插入存储卡接口上(NC 单元上,或者是显示器旁边);(2)、进入引导系统画面;(按下显示器下端最右面两个软键,给系统上电);(3)、调出系统引导画面;下面所示为系统引导画面:(4)、在系统引导画面选择所要的操作项第4 项,进入系统数据备份画面;(用UP 或DOWN 键)(5)、在系统数据备份画面有很多项,选择所要备份的数据项,按下YES 键,数据就会备份到存储卡中;(6)、按下SELECT 键,退出备份过程;2、数据恢复:(1)、如果要进行数据的恢复,按照相同的步骤进入到系统引导画面;(2)、在系统引导画面选择第一项SYSTEM DATA LOADING;(3)、选择存储卡上所要恢复的文件;(4)、按下YES 键,所选择的数据回到系统中;(5)、按下SELECT 键退出恢复过程;(三)使用外接PC 进行数据的备份与恢复使用外接PC 进行数据备份与恢复,是一种非常普遍的做法。
这种方法比前面一种方法用的更多,在操作上也更为方便。
操作步骤如下:1、数据备份:(1)、准备外接PC 和RS232 传输电缆;(2)、连接PC 与数控系统;(3)、在数控系统中,按下SYSTEM 功能键,进入ALLIO 菜单,设定传输参数(和外部PC 匹配);(4)、在外部PC 设置传输参数(和系统传输参数相匹配);(5)、在PC 机上打开传输软件,选定存储路径和文件名,进入接收数据状态;(6)、在数控系统中,进入到ALLIO 画面,选择所要备份的文件(有程序、参数、间距、伺服参数、主轴参数等等可供选择)。
FANUC数控系统数据备份与恢复的使用说明1.关闭系统插储备卡2.起动引导系统方法及画面如下(BOOT SYSTEM):3. 注意事项:CF 卡如果初次使用请事先格式化;抽取或安装CF卡请先关闭操纵器电源幸免CF卡损坏;不要在格式化或数据存取的过程中关闭操纵器电源幸免CF卡损坏。
4. 系统数据被分在两个区储备。
F-ROM 中存放的系统软件和机床厂家编写PMC 程序以及P-CODE 程序。
S-RAM中存放的是参数,加工程序,宏变量等数据。
通过进入BOOT 画面能够对这两个区的数据进行操作(按住以上两个键后同时接通CNC电源,引导系统起动后,开始显示『MAIN MENV画面』,下面对此画面及操作进行讲明。
SYSTEM MONITOR MAIN MENU 60M4-01 (显示标题。
右上角显示的是引导系统的系列号和版号。
)1.SYSTEM DA T A LOADINC (把系统文件、用户文件从储备卡写入到数控系统的快闪储备器中。
)2.SYSTEM DA T A CHECK (显示数控系统快闪储备器上储备的文件一览表,以及各文件128KB的治理单位数和软件的系列、确认ROM版号。
)3.SYSTEM DA T A DELETE (删除数控系统快闪储备器上储备的文件。
)4.SYSTEM DA T A SA VE (对数控系统F-ROM中存放的的用户文件,系统软件和机床厂家编写PMC 程序以及P-CODE 程序写到储备卡中。
)5.SRAM DA T A BACKUP (对数控系统S-RAM 中存放的CNC参数、PMC参数、螺距误差补偿量、加工程序、刀具补偿量、用户宏变量、宏P-CODE变量、SRAM变量参数全部下载到储备卡中,作备份用或复原到储备器中。
注:使用绝对编码器的系统,若要把参数等数据从储备卡复原到系统SRAM中去,要把1815号参数的第4位设为0,同时重新设置参考点。
备份:SRAM BACKUP[ CNC –---MEMORY CARD ];复原:.RESTOR SRAM[ MEMORY CARD ----CNC ] )6.MEMORY CARD FILE DELETE (删除储备卡上储备的文件)7.MEMORY CARD FORMA T (能够进行储备卡的格式化。
FANUC 使用存储卡数据备份和恢复的使用1.关闭系统插存储卡 2.起动引导系统方法及画面如下(BOOT SYSTEM ):3. 注意事项:卡如果初次使用请事先格式化;抽取或安装4. 系统数据被分在两个区存储。
F-ROM BOOT 画面可以对这两个区的数据进行操作(按住以上两个键后同时接通5.操作方法:用软件UP DOWN 进行选择处理。
把光标移到要选择的功能上,按软件SELECT ,英文显示请确认?之后按软件YES 或NO 进行确认。
正常结束时英文显示请按SELECT 键。
最终选择END 结束引导系统BOOT SYSTEM ,起动CNC ,进入主画面。
6.软菜单:[<1][SELECT 2][YES 3][NO 4][UP 5][DOWN 6][7>]使用软键起动时,数字显示部的数字不显示。
用软键或数字键进行1-7操作说明如下表:序号显示键动作1< 1在画面上不能显示时,返回前一画面2SELECT 2选择光标位置的功能3YES 3确认执行时,按“是”回答4NO 4不确认执行时,按“否”回答5UP 5光标上移一行66光标下移一行7>7在画面上不能显示时,移向下一画面SYSTEM数据存储区如下:数据的种类保存处备注CNC参数SRAMPMC参数SRAM顺序程序F-ROM螺距误差补偿量SRAM任选:Power Mate i-H上没有加工程序SRAM刀具补偿量SRAM用户宏变量SRAM FS16i为任选宏P-CODE程序F-ROM宏执行程序(任选)宏P-CODE变量SRAM宏执行程序(任选)C语言执行程序、应用程序F-ROM C语言执行程序(任选)SRAM变量SRAM C语言执行程序(任选)4.1使用TYPE II 接口。
4.2不需要备份电池。
4.3需格式化成FAT 格式。
4.4目前支持的容量为128MB、256MB、512MB、1GB、,2GB等。
5. 注意事项:5.1CF 卡如果初次使用请事先格式化。
FANUC使用存储卡数据备份和恢复
1.关闭系统插存储卡2.起动引导系统方法及画面如下(BOOT SYSTEM):
3. 注意事项:CF 卡如果初次使用请事先格式化;抽取或安装CF卡请先关闭控制器电源避免CF卡损坏;不要在格式化或数据存取的过程中关闭控制器电源避免CF卡损坏。
4. 系统数据被分在两个区存储。
F-ROM 中存放的系统软件和机床厂家编写PMC 程序以及P-CODE 程序。
S-RAM 中存放的是参数,加工程序,宏变量等数据。
通过进入BOOT 画面可以对这两个区的数据进行操作(按住以上两个键后同时接通CNC电源,引导系统起动后,开始显示『MAIN MENV画面』,下面对此画面及操作进行说明。
SYSTEM MONITOR MAIN MENU 60M4-01 (显示标题。
右上角显示的是引导系统的系列号和版号。
)
1.SYSTEM DA T A LOADINC (把系统文件、用户文件从存储卡写入到数控系统的快闪存储器中。
)
2.SYSTEM DA T A CHECK (显示数控系统快闪存储器上存储的文件一览表,以及各文件128KB的管理单位数和软件的系列、确认ROM版号。
)
3.SYSTEM DA T A DELETE (删除数控系统快闪存储器上存储的文件。
)
4.SYSTEM DA T A SA VE (对数控系统F-ROM中存放的的用户文件,系统软件和机床厂家编写PMC 程序以及P-CODE 程序写到存储卡中。
)
5.SRAM DA T A BACKUP (对数控系统S-RAM 中存放的CNC参数、PMC参数、螺距误差补偿量、加工程序、刀具补偿量、用户宏变量、宏P-CODE变量、SRAM变量参
数全部下载到存储卡中,作备份用或复原到存储器中。
注:使用绝对编码器的系统,若要把参数等数据从存储卡恢复到系统SRAM中去,要把1815号参数的第4位设为0,并且重新设置参考点。
备份:SRAM BACKUP[ CNC –---MEMORY CARD ];恢复:.RESTOR SRAM[ MEMORY CARD ----CNC ] )
6.MEMORY CARD FILE DELETE (删除存储卡上存储的文件)
7.MEMORY CARD FORMA T (可以进行存储卡的格式化。
买了存储卡第一次使用时或电池没电了,存储卡的内容被破坏时,需要进行格式化。
)
10.END (结束引导系统BOOT SYSTEM,起动CNC。
)
*** MESSAGE ***
SELECT MENU AND HIT SELECT KEY (显示简单的操作方法和错误信息)
〔SELECT〕〔YES〕〔NO〕〔UP〕〔DOWN〕
5.操作方法:用软件UP DOWN进行选择处理。
把光标移到要选择的功能上,按软件SELECT,英文显示请确认?之后按软件YES或NO进行确认。
正常结束时英文显示请按SELECT键。
最终选择END 结束引导系统BOOT SYSTEM,起动CNC,进入主画面。
6.软菜单:[<1][SELECT 2][YES 3][NO 4][UP 5][DOWN 6][7>]使用软键起动时,数字显示部的数字不显示。
用软键或数字键进行1-7操作说明如下表:
序号显示键动作
1 < 1 在画面上不能显示时,返回前一画面
2 SELECT 2 选择光标位置的功能
3 YES 3 确认执行时,按“是”回答
4 NO 4 不确认执行时,按“否”回答
5 UP 5 光标上移一行
6 6 光标下移一行
7 >7 在画面上不能显示时,移向下一画面
FANUC数控系统Compact flash card (CF存储卡)的选用和详细操作步骤
默认分类2007-12-11 12:45:06 阅读210 评论0 字号:大中小订阅
1.前言:Compact flash card (CF 卡) 可以当作FANUC控制器的数据服务器储存空间。
而且,当插在FANUC控制器的PCMCIA 接口上可以当作备份数据用的记忆卡(IC 卡)。
2.组成:如果使用桌上型计算机请选配CF 卡、CF转接槽及USB型式的CF卡片阅读机。
如果使用笔记型计算机请选配CF 卡、CF转接槽(但要确认你的笔记型计算机是否支持PCMCIA 接口)。
CF 卡、CF转接槽USB型式的CF卡片阅读机
3.兼容的控制器:
控制器厂商控制器型式数据服务器/网络接口
发那科0i-MB 数据服务器(ATA flash 型式)
21i-MB 数据服务器(ATA flash 型式)
18i-MB 数据服务器(ATA flash 型式)
4. 规格:
4.1使用TYPE II 接口。
4.2不需要备份电池。
4.3需格式化成FAT 格式。
4.4目前支持的容量为128MB、256MB、512MB、1GB、,2GB等。
5. 注意事项:
5.1CF 卡如果初次使用请事先格式化。
5.2抽取或安装CF卡请先关闭控制器电源避免CF卡损坏。
5.3不要在格式化或数据存取的过程中关闭控制器电源避免CF卡损坏。
【产品名称】FANUC存储卡
【产品容量】标配512M
【产品组成】CF卡、CF卡转接板、CF卡专用usb型读卡器
【产品概述】Compact flash card (CF卡)可以当作FANUC制器的数据服务器储存空间。
而且,当插在FANUC控制器的PCMCIA接口上可以当作备份数据用的记忆卡(IC卡)。
目前在FANUC数控系统中,均提供PCMCIA插槽,通过PCMCIA插槽可以很方便的对系统数据进行备份。
由于PCMCIA插槽位于显示器的左侧,所以使用起来更加方便。
使用FANUC存储卡可以省去麻烦的电脑数据传输,在也不用为传输软件的不兼容和数据线经常损坏而烦恼。
在也不用在运行大型程序时,担心系统内存不够。
在也不用拿着电脑在数控机床现场来回穿梭而疲惫。
【主要功能】
1.可以备份和传输系统参数、刀补,梯形图等
2.可以进行程序的传输(将卡上的程序传输到CNC系统上和将CNC系统上的程序传输到卡上)
3.可以进行DNC在线加工
4.可以当U盘来使用
【友情提示】
由于128M、256M容量的CF卡目前已断货(厂家停止生产),市场出售的CF卡容量为512M价格400元左右,如果客户要求开普通发票,供货会要求额外加6%的税款。
我们公司的FANUC系统大多是:FANUC 0i-mate tc,数控车,经我备份测试,需备份的文件及文件大小为:
《梯形图》文件一个:PMC-RA.000,129kb;
《系统参数》文件两个:SRAM1_0A.FDB:512kb;SRAM1_0B.FDB:512kb;
《配置信息》文件一个:MINFO.000:129kb;
FANUC系统性能稳定,操作界面友好,系统各系列总体结构非常的类似,具有基本统一的操作界面。
FANUC系统可以在较为宽泛的环境中使用,对于电压、温度等外界条件的要求不
是特别高,因此适应性很强。
鉴于前述的特点,FANUC系统拥有广泛的客户。
使用该系统的操作员队伍十分庞大。
现将FANUC数控系统CF存储卡的详细操作步骤列于下面,希望对FANUC数控维护人员有所帮助。