fanuc 刀库程序
- 格式:pdf
- 大小:311.06 KB
- 文档页数:48

关键字:自动刀具交换装置(ATC);随机换刀;数据刷新;摘要:采用PLC控制程序和宏程序(固定换刀循环程序)组成的两部分完成复杂的刀库随机换刀控制程序是比较有效的方法。
机床是制造机器的机器,机床工业的技术水平决定着装备制造业乃至整个国民经济的技术水平。
马克思在《资本论》中有一段论述:"大工业必须掌握这特有的生产资料,即机器的本身,必须用机器生产机器。
这样,大工业才能建立起与自己相应的技术基础,才得以自立"。
我国数控技术及其数控机床设备在各工业部门中应用的整体水平与工业发达国家相比还有一定差距。
为了实现"十一五"规划的发展目标,进一步发展我国的装备制造业,加快机床的数控化,对各行各业尤其对于加工批量零件、关键零件和形状复杂零件的行业,如航空、电力、船舶、模具制造业等都具有十分重要的意义。
数控机床尤其是加工中心的PLC控制程序设计是比较复杂的。
因为加工中心自动换刀的控制程序是一个比较复杂的控制过程。
按自动换刀方式通常可以分为随机换刀和固定换刀两种方式。
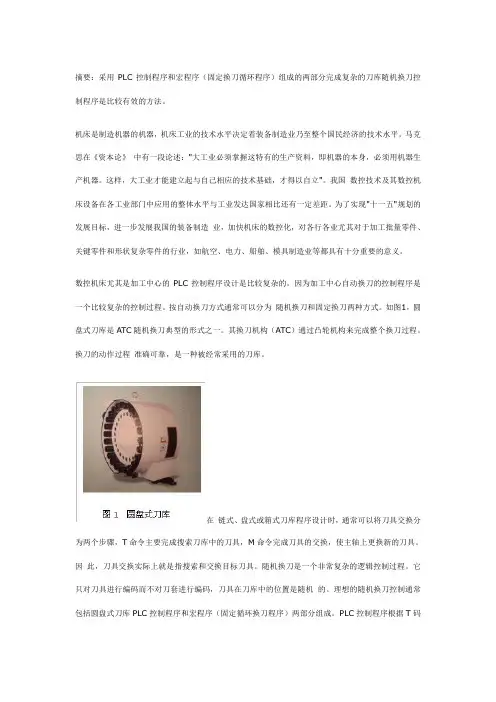
如图1,圆盘式刀库是ATC随机换刀典型的形式之一。
其换刀机构(ATC)通过凸轮机构来完成整个换刀过程。
换刀的动作过程准确可靠,是一种被经常采用的刀库。
在链式、盘式或箱式刀库程序设计时,通常可以将刀具交换分为两个步骤,T命令主要完成搜索刀库中的刀具,M命令完成刀具的交换,使主轴上更换新的刀具。
因此,刀具交换实际上就是指搜索和交换目标刀具。
随机换刀是一个非常复杂的逻辑控制过程。
它只对刀具进行编码而不对刀套进行编码,刀具在刀库中的位置是随机的。
理想的随机换刀控制通常包括圆盘式刀库PLC控制程序和宏程序(固定循环换刀程序)两部分组成。
PLC控制程序根据T码完成搜索刀库中的刀具,NC宏程序完成刀具交换的整个过程。
1随机换刀PLC程序设计以XH716加工中心(FANUC 数控系统)圆盘式刀库为例,刀库刀具交换的PMC控制程序设计主要考虑搜索目标刀具在刀库上的刀套位置、大小刀具管理和判别、刀库旋转方向(目标刀套最短路径)的判别、刀具数据的刷新和管理以及可预选刀具(主要为了可以缩短换刀时间),从而完成目标刀具的搜索,为刀具交换作准备。
摘要:采用PLC控制程序和宏程序(固定换刀循环程序)组成的两部分完成复杂的刀库随机换刀控制程序是比较有效的方法。
机床是制造机器的机器,机床工业的技术水平决定着装备制造业乃至整个国民经济的技术水平。
马克思在《资本论》中有一段论述:"大工业必须掌握这特有的生产资料,即机器的本身,必须用机器生产机器。
这样,大工业才能建立起与自己相应的技术基础,才得以自立"。
我国数控技术及其数控机床设备在各工业部门中应用的整体水平与工业发达国家相比还有一定差距。
为了实现"十一五"规划的发展目标,进一步发展我国的装备制造业,加快机床的数控化,对各行各业尤其对于加工批量零件、关键零件和形状复杂零件的行业,如航空、电力、船舶、模具制造业等都具有十分重要的意义。
数控机床尤其是加工中心的PLC控制程序设计是比较复杂的。
因为加工中心自动换刀的控制程序是一个比较复杂的控制过程。
按自动换刀方式通常可以分为随机换刀和固定换刀两种方式。
如图1,圆盘式刀库是ATC随机换刀典型的形式之一。
其换刀机构(ATC)通过凸轮机构来完成整个换刀过程。
换刀的动作过程准确可靠,是一种被经常采用的刀库。
在链式、盘式或箱式刀库程序设计时,通常可以将刀具交换分为两个步骤,T命令主要完成搜索刀库中的刀具,M命令完成刀具的交换,使主轴上更换新的刀具。
因此,刀具交换实际上就是指搜索和交换目标刀具。
随机换刀是一个非常复杂的逻辑控制过程。
它只对刀具进行编码而不对刀套进行编码,刀具在刀库中的位置是随机的。
理想的随机换刀控制通常包括圆盘式刀库PLC控制程序和宏程序(固定循环换刀程序)两部分组成。
PLC控制程序根据T码完成搜索刀库中的刀具,NC宏程序完成刀具交换的整个过程。
1随机换刀PLC程序设计以XH716加工中心(FANUC 数控系统)圆盘式刀库为例,刀库刀具交换的PMC控制程序设计主要考虑搜索目标刀具在刀库上的刀套位置、大小刀具管理和判别、刀库旋转方向(目标刀套最短路径)的判别、刀具数据的刷新和管理以及可预选刀具(主要为了可以缩短换刀时间),从而完成目标刀具的搜索,为刀具交换作准备。
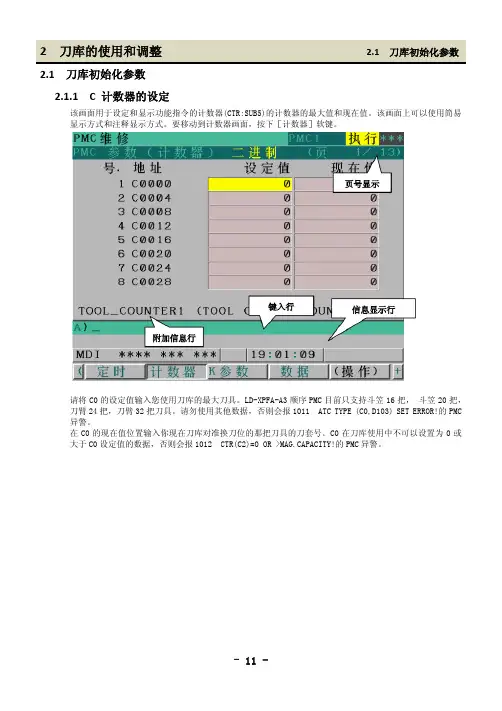
2.1刀库初始化参数2.1.1C计数器的设定该画面用于设定和显示功能指令的计数器(CTR:SUB5)的计数器的最大值和现在值。
该画面上可以使用简易显示方式和注释显示方式。
要移动到计数器画面,按下[计数器]软键。
请将C0的设定值输入您使用刀库的最大刀具。
LD-XPFA-A3顺序PMC目前只支持斗笠16把,斗笠20把,刀臂24把,刀臂32把刀具。
请勿使用其他数据,否则会报1011ATC TYPE(C0,D103)SET ERROR!的PMC 异警。
在C0的现在值位置输入你现在刀库对准换刀位的那把刀具的刀套号。
C0在刀库使用中不可以设置为0或大于C0设定值的数据,否则会报1012CTR(C2)=0OR>MAG.CAPACITY!的PMC异警。
2.1.2D数据表的设定数据表具有两个画面:数据表控制数据画面和数据表画面。
要移动到数据画面时,按下[数据]软键。
(1)数据表控制数据画面([列表]画面)按下[数据]软键,出现用于管理数据表的数据表控制数据画面。
该画面上可以使用简易显示方式和注释显示方式。
在LD-XPFA-A3顺序PMC中,请将D数据表的地址D0一列的参数设置为00000001,数据设置应大于350。
设置完成后,强烈建议切断NC电源一次。
参数的具体设置含义如下:(2)数据表画面([缩放]画面)设定了数据表控制数据时,从数据表控制数据画面按下软键[缩放],出现数据表画面。
在此画面上,可以使用简易显示方式、注释显示方式和位显示方式。
1.在初次设置刀库时,请将D0设置为0,D1设置为1,D2设置为2……,依次设置,最大号为刀库的最大刀套容量号。
例如,C0的设定数位20,那就把D0至D20按照0至20的顺序依次设置。
C0的设定数位24,那就把D0至D24按照0至24的顺序依次设置。
2.操作面板上的选择性停止,工作灯,单节执行,机械空跑,单节忽略,自动断电全部按下有效时,在MDI执行M79指令,也可以达到重置刀库的目的,但必须指出,M79重置,限于刀臂24把,刀臂32把刀具的刀库。

FANUC 0I MD刀库设定
D300;00000000 0 100
K5 1:刀套定位信号取反,V6 V8 马克刀库设1。
其他刀库默认0
K10 0;1 关门启动程序有效
K0.4;1四轴有效。
D0 主轴刀号D1---D24刀具表
C0 当前刀套号
大刀定义;D100=大刀数目,例如有2把大刀时D001 D003 D005 将是99,表示T1 T3和T5号刀不能使用,大刀装在T2和T4 上,自动
换刀时大刀可以和大刀互换,大刀换小刀时有可能会换两次刀,先将大刀放回大刀刀位,再去换小刀。
刀库乱刀时刀具表刷新:
1)在手轮模式下按下刀库正转键和程序暂停键或者程序启动键转动刀库到1号刀位。
(MDI方式下)
2)依次按SYSTEM***右扩展键****PMCMNT***计数器1 C0改为1。
3)依次按SYSTEM***右扩展键****PMCMNT***数据***操作***缩放***将D0---D24按0—24排列。
另外当刀库卡刀时,可以按下SET***操作中的第8个RESET TOOL开关后,在手轮方式下同时按下刀库正转和Z-键,刀库将执行单步动作,直到整个换到动作结束,然后关掉开关8。
另一种方法是手动将刀库复位后如果还有2027报警,则将K1参数8位中是1的都改为0即可。
如果在换刀过程中频繁卡刀,将参数4075(主轴定位宽度)+20-30。
加工中心机床圆盘式刀库发那科系统PMC的编程技术安庆长谷川数控机床有限公司 雷晓鹏北京发那科机电有限公司 胡 年自动换刀机构(ATC)是数控机床易发生故障的地方。
本文介绍PMC的编程思路和方法,供大家讨论。
此程序自2004年始已在数百台加工中心运用。
一、基本规则1、刀具在D0000到D0032登录。
D0000登录主轴刀具号,D0001到D0032登录刀套内刀具号,在此假定刀库容量为32把刀。
2、执行T码时,刀库中T码刀具旋转到换刀口位置,在刀库旋转过程中,程序自动加工运行不中断,称之为预选刀。
3、M6执行换刀过程,执行前,Z轴必须回第一参考点,即 G91 G28 Z0或 M19 G91 G28 Z0。
4、允许的大径刀(如面铣刀)直径不容许超过普通刀具(以下简称:小径刀)最大直径的二倍,否则大径刀之间随机交换会撞刀。
刀具重量不能超过刀库容许重量。
大径刀刀具号设定规则:大径刀的相临两侧刀套内必须为空,空刀套的刀具号自动设定为99(也可设定其他数字,PMC识别为空刀)。
D100内设定大径刀个数,小径刀刀具号必须大于大径刀个数乘2加1。
初始设定主轴刀具号D0000必须是小径刀刀具号。
5、大径刀具交换规则:小径刀可放进大径刀刀套内,大径刀不可放进小径刀刀套内。
主轴小径刀与刀库小径刀交换,一次性换刀;主轴大径刀与刀库大径刀交换,一次性换刀;主轴小径刀与刀库大径刀交换,一次性换刀,小径刀放进大径刀刀杯套内;主轴大径刀与刀库小径刀交换, 第一次将原大径刀刀套内的小径刀换到主轴上,第二次再进行小径刀之间的交换。
以上交换规则PMC自动识别换刀。
6、在刀库运行中发生停电等故障,具备中断点记忆和用按键操作恢复功能。
有完善的电机保护和报警操作提示。
7、以上自动刀具交换(ATC)动作本文介绍的都用PMC完成,读者也可用宏程序和PMC结合编程实现。
二、PMC程序框图三、详细介绍刀库盘旋转部分PMC程序和说明1、准备工作自动换刀部分反馈信号:R30.0=1 主轴抓刀反馈;R30.1=1 主轴松刀反馈,延迟0.2秒是消除信号反馈传感器安装误差,其它信号反馈延迟道理相同;R30.2=1 刀杯上(水平位置)信号反馈;R30.3=1 刀杯下(刀具垂直向下位置)信号反馈。
A.PLC 功能设定:#0:刀臂式刀库选择(和K9.1同时使用) 0:无效 1:有效#1:不使用 0: 1:#2:不使用 0: 1:#3:不使用 0: 1:#4:不使用 0: 1:#5:不使用 0: 1:#6:不使用 0: 1:#7:不使用 0: 1:#7#6#5#4#3#2#1#0#7 #6 #5 #4 #3 #2 #1 #0#0:刀库选择0:斗笠式刀库1:转塔式刀库#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:三色灯闪烁功能0:有效1:无效#1:夹具控制功能0:无效1:有效#2:油压机功能(斗笠式有用到,刀臂式和转塔式没有)0:无效1:有效#3:冲屑机功能0:无效1:有效#4:中心出水机功能0:不使用1:使用#5:自动门功能0:无效1:有效#6:主轴油冷机功能0:无效1:有效#7:油冷机检测开关类型0:常闭型(NC)1:常开型(NO)#7 #6 #5 #4 #3 #2 #1 #0#0:工件吹气间断功能0:无效1:有效#1:刀库计数开关类型0:常闭型(NC)1:常开型(NO)#2:不使用0:1:#3:主轴换挡有关(刀臂式和斗笠式有用到,转塔式没有)0:1:#4:夹具A检测开关类型0:常闭型(NC)1:常开型(NO)#5:夹具B检测开关类型0:常闭型(NC)1:常开型(NO)#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:主轴高低档切换功能(和K8.1、K8.2、K8.3同时设定)0:无效1:有效#1:主轴高低档切换功能(和K8.0、K8.2、K8.3同时设定)0:无效1:有效#2:主轴高低档切换功能(和K8.0、K8.1、K8.3同时设定)0:无效1:有效#3:主轴高低档切换功能(和K8.0、K8.1、K8.2同时设定)0:无效1:有效#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:自动断电功能(斗笠式和转塔式有用,刀臂式无)0:无效1:有效#1:空压报警功能0:有效1:无效#2:Z轴自动平衡系统报警功能0:有效1:无效#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:负方向回原点功能0:有效1:无效#1:X轴回原点方向0:负方向1:正方向#2:Y轴回原点方向0:负方向1:正方向#3:Z轴回原点方向0:负方向1:正方向#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:B.M代码说明:E.异警讯息及排除方法:(转塔式)F.异警讯息及排除方法:(刀臂式)G.. 换刀子程序(转塔式):1.换刀子程序O9001(6071)程序内容:G94N1IF[#1000EQ1]GOTO14(T CODE=SP TOOL) N2IF[#1001EQ1]GOTO13(T CODE=0)N3#199=#4003(G90/G91 MODLE)N4#198=#4006(G20/21 MDOLE)N5#197=#4001N6#196=#4014G80G40G49M19M70(START)M75G91G28Z0N7G91G30P2Z0(UP POSTION)N8M74(ROTATE)N10G91G28Z0(DOWN POSTION)M76N11M71(OVER)N12GOTO14N13#3000=1(T CODE=0)N14G#199G#198G#197G#196N15M99%2.刀库重整子程序O9002(6072) 程序内容:N3#199=#4003(G90/G91 MODLE) N4#198=#4006(G20/21 MDOLE)N5#197=#4001N6#196=#4014G80G40G49M19G04P500M75G91G28Z0/#3003=1IF[#1004EQ1]GOTO99G91G30P2Z0M68N1IF[#1004EQ0]GOTO1G4P300G91G28Z0M76M71G#199G#198G#197G#196N99/#3003=0M99%H. 换刀子程序(刀臂式):换刀子程序O9001(6071)O9001(M06 TOOL CHANGE MACRO PROGRAM) IF[#1004EQ1]GOTO27M20#3003=1#3004=1M20#199=#4003#198=#4006#1114=1#1103=0(NOTE TO PMC4)IF[#1002EQ1]GOTO20N1M19G91G30Z0M20N3#1100=1(NOTE TO PMC1)N4IF[#1000EQ1]GOTO6(WAITING FOR PMC1)N5GOTO4N6M64(POT DOWN)N7M57(TOOL CHANGE MOTOR START1)N8M60(SPINDLE TOOL UNCLAMP)G4X0.5N9M58(TOOL CHANGE MOTOR START2)N10M61(SPINDLE TOOL CLAMP)N11M59(TOOL CHANGE MOTOR START3)M20N12#1102=1(NOTE TO PMC2)N13M65(POT UP)M20N14#1101=1(NOTE TO PMC3)N15IF[#1001EQ1]GOTO20(WAITING FOR PMC2) GOTO15M20N20#1100=0(RESET MACRO VER)N21#1101=0N22#1102=0N22#1103=1N23#1114=0N24G#199G#198 N25#3003=0N26#3004=0N27M99%3.刀库重整功能设定:○1在MDI模式中,输入M68后刀库自动旋转至第1号刀,刀库号码自动重整。
加工中心机床圆盘式刀库发那科系统PMC的编程技术安庆长谷川数控机床有限公司 雷晓鹏北京发那科机电有限公司 胡 年自动换刀机构(ATC)是数控机床易发生故障的地方。
本文介绍PMC的编程思路和方法,供大家讨论。
此程序自2004年始已在数百台加工中心运用。
一、基本规则1、刀具在D0000到D0032登录。
D0000登录主轴刀具号,D0001到D0032登录刀套内刀具号,在此假定刀库容量为32把刀。
2、执行T码时,刀库中T码刀具旋转到换刀口位置,在刀库旋转过程中,程序自动加工运行不中断,称之为预选刀。
3、M6执行换刀过程,执行前,Z轴必须回第一参考点,即 G91 G28 Z0或 M19 G91 G28 Z0。
4、允许的大径刀(如面铣刀)直径不容许超过普通刀具(以下简称:小径刀)最大直径的二倍,否则大径刀之间随机交换会撞刀。
刀具重量不能超过刀库容许重量。
大径刀刀具号设定规则:大径刀的相临两侧刀套内必须为空,空刀套的刀具号自动设定为99(也可设定其他数字,PMC识别为空刀)。
D100内设定大径刀个数,小径刀刀具号必须大于大径刀个数乘2加1。
初始设定主轴刀具号D0000必须是小径刀刀具号。
5、大径刀具交换规则:小径刀可放进大径刀刀套内,大径刀不可放进小径刀刀套内。
主轴小径刀与刀库小径刀交换,一次性换刀;主轴大径刀与刀库大径刀交换,一次性换刀;主轴小径刀与刀库大径刀交换,一次性换刀,小径刀放进大径刀刀杯套内;主轴大径刀与刀库小径刀交换, 第一次将原大径刀刀套内的小径刀换到主轴上,第二次再进行小径刀之间的交换。
以上交换规则PMC自动识别换刀。
6、在刀库运行中发生停电等故障,具备中断点记忆和用按键操作恢复功能。
有完善的电机保护和报警操作提示。
7、以上自动刀具交换(ATC)动作本文介绍的都用PMC完成,读者也可用宏程序和PMC结合编程实现。
二、PMC程序框图三、详细介绍刀库盘旋转部分PMC程序和说明1、准备工作自动换刀部分反馈信号:R30.0=1 主轴抓刀反馈;R30.1=1 主轴松刀反馈,延迟0.2秒是消除信号反馈传感器安装误差,其它信号反馈延迟道理相同;R30.2=1 刀杯上(水平位置)信号反馈;R30.3=1 刀杯下(刀具垂直向下位置)信号反馈。
三、相关知识(一)自动换刀1.选刀与换刀加工中心刀库经常使用的选刀方式有两种:顺序选刀和预先选刀,也别离称为任意选刀、随机选刀。
(1)顺序选刀与换刀顺序选刀方式是刀套号和刀具号一一对应,维持不变,在机床结构上,一样没有机械手。
(2)预先(随机)选刀与换刀够不一致,在机床结构上,需要有双臂机械手,如图7-2所示。
M03;……M06;换T50刀,同时T02换回刀库T00;选择T00刀即刀库不动,为下次换回T50刀做好准备,意味着最后一把刀加工,程序即将结束G90G00G54X200Y100F100S800M03;用T50加工……M06;T50换回刀库,主轴上无刀M30;程序结束究竟用何种选刀和换刀编程方式,具体需查看机床利用说明书。
2.刀具长度补偿G43~G44、G49/T、D(1)机上测量刀具长度不补偿机上测量刀具长度确实是找正夹紧工件,将刀具装在主轴(测量基点)上,刀位点接触到Z向工件零点平面,看机床坐标(MACHINE)。
如图7-3所示,Z=,输入到零点偏置存储器(G54~G59),“不补偿”指编程方式,见下表。
“不补偿”的指令格式说明FANUC SIEMENS指令格式Z_;说明Z是Z向刀位点运动到工件坐标系中的坐标位置注意事项刀具补偿存储器中有无数据不影响编程刀具补偿存储器中有无数据影响编程(b)SIEMENS(a)FANUC(2)机上测量刀具长度补偿机上测量刀具长度确实是找正夹紧工件,装好要测量刀具(如T01)后,将刀位点接触到Z向工件零点平面,看机床坐标(MACHINE)。
如Z=,输入到刀具补偿存储器中,见图7-4所示(图示为1号刀具几何长度补偿补偿值的与设定),编程时用规定的代码挪用即可。
(a)FANUC(b)SIEMENS图7-4 机上测量刀具长度补偿Z向零点偏置值是如此设定的:将机床返回参考点时的Z坐标值输入到编程所用工件坐标系Z向零点偏置存储器,如图7-5所示。
图示机床返回参考点后,测量基点E在机床坐标系中的坐标值Z=0,编程用工件坐标系用G54,就将Z G54设置成0。
FANUC系统刀库典型PMC程序用途:各类型刀库参考梯形图ID号:dwxc2008日期:2009年6月文件使用的限制以及注意事项等文件版本更新的纪录目录1.刀库综述 (1)1.1 刀库结构 (1)1.2 换刀方法 (1)1.3 范例相关说明 (1)2.斗笠式刀库 (2)2.1 换刀流程和思路 (2)2.2 PMC结合宏程序实现 (3)2.2.1宏程序 (3)2.2.2宏程序相关 (4)2.2.3 PMC程序 (5)2.2.4总结 (20)3.机械手臂刀库式刀库 (21)3.1 换刀流程和思路 (21)3.2 机械手臂动作分析 (22)3.3 PMC结合宏程序实现 (22)3.3.1 宏程序 (22)3.2.2宏程序相关 (23)3.3.3 PMC程序 (24)4.车床用4/8工位电动刀塔 (36)1.刀库综述1.1 刀库结构根据刀具容量可分为盘式和链式刀库,链式刀库一般用于刀具较多的机床上,目前国内机床上使用较少。
根据刀库旋转动力可分为液压马达,普通电机,伺服电机,凸轮机械,无动力(靠主轴带动)等。
使用前两种方式的比较多,都使用感应开关计数,且控制方式相似。
近年来,由于伺服电机的优良控制特性,伺服电机也越来越多的使用在刀库的旋转控制中,控制方式主要有PMC轴控制,I/O Link轴控制两种。
1.2 换刀方法分为随机换刀和固定换刀。
刀盘分为斗笠式刀库和立式旋转式刀库等早期的以斗笠式刀库为多,且多为固定换刀,现在发展出来的斗笠式刀库也有带机械手的,一般来说是否带机械手是判断随机换刀还是固定换刀的重要依据。
1)随机换刀多在刀具较多的情况下采用,必须有机械手辅助,没有单独的还刀过程。
但数据表需要更新,刀具号和刀套号不是一一对应。
加工程序中使用M06T**,PLC或宏程序检测到M06信号脉冲和T信号脉冲,进行刀具检索,找到所需刀具的刀套位置,刀库旋转到要交换的刀套位置,刀具交换,数据表更新。
2)固定换刀是在刀具不多的情况采用,一般没有机械手,换刀时候,先还刀,再取刀。
A.PLC 功能设定:#0:刀臂式刀库选择(和K9.1同时使用) 0:无效 1:有效#1:不使用 0: 1:#2:不使用 0: 1:#3:不使用 0: 1:#4:不使用 0: 1:#5:不使用 0: 1:#6:不使用 0: 1:#7:不使用 0: 1:#7#6#5#4#3#2#1#0#7 #6 #5 #4 #3 #2 #1 #0#0:刀库选择0:斗笠式刀库1:转塔式刀库#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:三色灯闪烁功能0:有效1:无效#1:夹具控制功能0:无效1:有效#2:油压机功能(斗笠式有用到,刀臂式和转塔式没有)0:无效1:有效#3:冲屑机功能0:无效1:有效#4:中心出水机功能0:不使用1:使用#5:自动门功能0:无效1:有效#6:主轴油冷机功能0:无效1:有效#7:油冷机检测开关类型0:常闭型(NC)1:常开型(NO)#7 #6 #5 #4 #3 #2 #1 #0#0:工件吹气间断功能0:无效1:有效#1:刀库计数开关类型0:常闭型(NC)1:常开型(NO)#2:不使用0:1:#3:主轴换挡有关(刀臂式和斗笠式有用到,转塔式没有)0:1:#4:夹具A检测开关类型0:常闭型(NC)1:常开型(NO)#5:夹具B检测开关类型0:常闭型(NC)1:常开型(NO)#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:主轴高低档切换功能(和K8.1、K8.2、K8.3同时设定)0:无效1:有效#1:主轴高低档切换功能(和K8.0、K8.2、K8.3同时设定)0:无效1:有效#2:主轴高低档切换功能(和K8.0、K8.1、K8.3同时设定)0:无效1:有效#3:主轴高低档切换功能(和K8.0、K8.1、K8.2同时设定)0:无效1:有效#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:自动断电功能(斗笠式和转塔式有用,刀臂式无)0:无效1:有效#1:空压报警功能0:有效1:无效#2:Z轴自动平衡系统报警功能0:有效1:无效#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:负方向回原点功能0:有效1:无效#1:X轴回原点方向0:负方向1:正方向#2:Y轴回原点方向0:负方向1:正方向#3:Z轴回原点方向0:负方向1:正方向#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:#7 #6 #5 #4 #3 #2 #1 #0#0:不使用0:1:#1:不使用0:1:#2:不使用0:1:#3:不使用0:1:#4:不使用0:1:#5:不使用0:1:#6:不使用0:1:#7:不使用0:1:B.M代码说明:E.异警讯息及排除方法:(转塔式)F.异警讯息及排除方法:(刀臂式)G.. 换刀子程序(转塔式):1.换刀子程序O9001(6071)程序内容:G94N1IF[#1000EQ1]GOTO14(T CODE=SP TOOL) N2IF[#1001EQ1]GOTO13(T CODE=0)N3#199=#4003(G90/G91 MODLE)N4#198=#4006(G20/21 MDOLE)N5#197=#4001N6#196=#4014G80G40G49M19M70(START)M75G91G28Z0N7G91G30P2Z0(UP POSTION)N8M74(ROTATE)N10G91G28Z0(DOWN POSTION)M76N11M71(OVER)N12GOTO14N13#3000=1(T CODE=0)N14G#199G#198G#197G#196N15M99%2.刀库重整子程序O9002(6072) 程序内容:N3#199=#4003(G90/G91 MODLE) N4#198=#4006(G20/21 MDOLE)N5#197=#4001N6#196=#4014G80G40G49M19G04P500M75G91G28Z0/#3003=1IF[#1004EQ1]GOTO99G91G30P2Z0M68N1IF[#1004EQ0]GOTO1G4P300G91G28Z0M76M71G#199G#198G#197G#196N99/#3003=0M99%H. 换刀子程序(刀臂式):换刀子程序O9001(6071)O9001(M06 TOOL CHANGE MACRO PROGRAM) IF[#1004EQ1]GOTO27M20#3003=1#3004=1M20#199=#4003#198=#4006#1114=1#1103=0(NOTE TO PMC4)IF[#1002EQ1]GOTO20N1M19G91G30Z0M20N3#1100=1(NOTE TO PMC1)N4IF[#1000EQ1]GOTO6(WAITING FOR PMC1)N5GOTO4N6M64(POT DOWN)N7M57(TOOL CHANGE MOTOR START1)N8M60(SPINDLE TOOL UNCLAMP)G4X0.5N9M58(TOOL CHANGE MOTOR START2)N10M61(SPINDLE TOOL CLAMP)N11M59(TOOL CHANGE MOTOR START3)M20N12#1102=1(NOTE TO PMC2)N13M65(POT UP)M20N14#1101=1(NOTE TO PMC3)N15IF[#1001EQ1]GOTO20(WAITING FOR PMC2) GOTO15M20N20#1100=0(RESET MACRO VER)N21#1101=0N22#1102=0N22#1103=1N23#1114=0N24G#199G#198 N25#3003=0N26#3004=0N27M99%3.刀库重整功能设定:○1在MDI模式中,输入M68后刀库自动旋转至第1号刀,刀库号码自动重整。
三、相关知识(一)自动换刀1.选刀与换刀加工中心刀库常用的选刀方式有两种:顺序选刀和预先选刀,也分别称为任意选刀、随机选刀。
(1)顺序选刀与换刀顺序选刀方式是刀套号和刀具号一一对应,保持不变,在机床结构上,一般没有机械手。
(2)预先(随机)选刀与换刀预先(随机)选刀方式是选刀与换刀分离,刀套与刀具可Array以不一致,在机床结构上,需要有双臂机械手,如图7-2所示。
T00;选择T00刀即刀库不动,为下次换回T50刀做好准备,意味着最后一把刀加工,程序即将结束 G90G00G54X200Y100F100S800M03; 用T50加工 ……M06; T50换回刀库,主轴上无刀 M30;程序结束究竟用何种选刀和换刀编程方法,具体需查看机床使用说明书。
2.刀具长度补偿G43~G44、G49/T 、D (1)机上测量刀具长度不补偿机上测量刀具长度就是找正夹紧工件,将刀具装在主轴(测量基点)上,刀位点接触到Z 向工件零点平面,看机床坐标(MACHINE )。
如图7-3所示,Z=-327.227,输入到零点偏置存储器(G54~G59), “不补偿”指编程方法,见下表。
“不补偿”的指令格式说明 FANUCSIEMENS指令格式 Z_;说明 Z 是Z 向刀位点运动到工件坐标系中的坐标位置 注意事项 刀具补偿存储器中有无数据不影响编程刀具补偿存储器中有无数据影响编程(b ) SIEMENS(a ) FANUCZ-327.227(2)机上测量刀具长度补偿机上测量刀具长度就是找正夹紧工件,装好要测量刀具(如T01)后,将刀位点接触到Z向工件零点平面,看机床坐标(MACHINE)。
如Z=-327.227,输入到刀具补偿存储器中,见图7-4所示(图示为1号刀具几何长度补偿补偿值的与设定),编程时用规定的代码调用即可。
(a)FANUC(b)SIEMENS图7-4 机上测量刀具长度补偿Z向零点偏置值是这样设定的:将机床返回参考点时的Z坐标值输入到编程所用工件坐标系Z向零点偏置存储器,如图7-5所示。
F A N U C0I M D刀库设定
D300;00000000 0 100
K5 1:刀套定位信号取反,V6 V8 马克刀库设1。
其他刀库默认0
K10 0;1 关门启动程序有效
K0.4;1四轴有效。
D0 主轴刀号D1---D24刀具表
C0 当前刀套号
大刀定义;D100=大刀数目,例如有2把大刀时D001 D003 D005 将是99,表示T1 T3和T5号刀不能使用,大刀装在T2和T4 上,自动
换刀时大刀可以和大刀互换,大刀换小刀时有可能会换两次刀,先将大刀放回大刀刀位,再去换小刀。
刀库乱刀时刀具表刷新:
1)在手轮模式下按下刀库正转键和程序暂停键或者程序启动键转动刀库到1号刀位。
(MDI方式下)
2)依次按SYSTEM***右扩展键****PMCMNT***计数器1 C0改为1。
3)依次按SYSTEM***右扩展键****PMCMNT***数据***操作***缩放***将D0---D24按0—24排列。
另外当刀库卡刀时,可以按下SET***操作中的第8个RESET TOOL开关后,在手轮方式下同时按下刀库正转和Z-键,刀库将执行单步动作,直到整个换到动作结束,然后关掉开关8。
另一种方法是手动将刀库复位后如果还有2027报警,则将K1参数8位中是1的都改为0即可。
如果在换刀过程中频繁卡刀,将参数4075(主轴定位宽度)+20-30。
FANUC系统刀库标准PMC程序用途:各类型刀库参考梯形图ID号:dwxc2008日期:文件使用的限制以及注意事项等文件版本更新的纪录修订日期版本号文件名称修订内容修订人2008年12月 1.0 FANUC系统刀库首次发布黄辉标准PMC程序目录1.刀库综述 (1)1.1 刀库结构 (1)1.2 换刀方法 (1)2.斗笠式刀库 (2)2.1 换刀流程和思路 (2)2.2 PMC结合宏程序实现 (3)2.2.1宏程序 (3)2.2.2 宏程序相关 42.2.3 PMC程序 5 3.机械手臂刀库式刀库 (21)3.1 换刀流程和思路 (21)3.2 PMC实现 (22)3.2.1 参数 (22)4.车床用4/8工位电动刀塔 (24)1.刀库综述1.1 刀库结构根据刀具容量可分为盘式和链式刀库,链式刀库一般用于刀具较多的机床上,目前国内机床上使用较少。
根据刀库旋转动力可分为液压马达,普通电机,伺服电机,凸轮机械,无动力(靠主轴带动)等。
使用前两种方式的比较多,都使用感应开关计数,且控制方式相似。
近年来,由于伺服电机的优良控制特性,伺服电机也越来越多的使用在刀库的旋转控制中,控制方式主要有PMC轴控制,I/O Link轴控制两种。
1.2 换刀方法分为随机换刀和固定换刀。
刀盘分为斗笠式刀库和立式旋转式刀库等早期的以斗笠式刀库为多,且多为固定换刀,现在发展出来的斗笠式刀库也有带机械手的,一般来说是否带机械手是判断随机换刀还是固定换刀的重要依据。
1)随机换刀多在刀具较多的情况下采用,必须有机械手辅助,没有单独的还刀过程。
但数据表需要更新,刀具号和刀套号不是一一对应。
加工程序中使用M06T**,PLC或宏程序检测到M06信号脉冲和T信号脉冲,进行刀具检索,找到所需刀具的刀套位置,刀库旋转到要交换的刀套位置,刀具交换,数据表更新。
2)固定换刀是在刀具不多的情况采用,一般没有机械手,换刀时候,先还刀,再取刀。
刀具号和刀套号固定,不需要刀具检索,从哪个刀套取的刀具要还回原来的刀套上去。
FANUC系统刀库典型PMC程序用途:各类型刀库参考梯形图ID号:dwxc2008日期:2009年6月文件使用的限制以及注意事项等文件版本更新的纪录修订日期版本号文件名称修订内容修订人2008年12月 1.0 FANUC系统刀库标准PMC程序首次发布黄辉目录1.刀库综述 (1)1.1 刀库结构 (1)1.2 换刀方法 (1)1.3 范例相关说明 (1)2.斗笠式刀库 (2)2.1 换刀流程和思路 (2)2.2 PMC结合宏程序实现 (3)2.2.1宏程序 (3)2.2.2宏程序相关 (4)2.2.3 PMC程序 (5)2.2.4总结 (20)3.机械手臂刀库式刀库 (21)3.1 换刀流程和思路 (21)3.2 机械手臂动作分析 (22)3.3 PMC结合宏程序实现 (22)3.3.1 宏程序 (22)3.2.2宏程序相关 (23)3.3.3 PMC程序 (24)4.车床用4/8工位电动刀塔 (36)1.刀库综述1.1 刀库结构根据刀具容量可分为盘式和链式刀库,链式刀库一般用于刀具较多的机床上,目前国内机床上使用较少。
根据刀库旋转动力可分为液压马达,普通电机,伺服电机,凸轮机械,无动力(靠主轴带动)等。
使用前两种方式的比较多,都使用感应开关计数,且控制方式相似。
近年来,由于伺服电机的优良控制特性,伺服电机也越来越多的使用在刀库的旋转控制中,控制方式主要有PMC轴控制,I/O Link轴控制两种。
1.2 换刀方法分为随机换刀和固定换刀。
刀盘分为斗笠式刀库和立式旋转式刀库等早期的以斗笠式刀库为多,且多为固定换刀,现在发展出来的斗笠式刀库也有带机械手的,一般来说是否带机械手是判断随机换刀还是固定换刀的重要依据。
1)随机换刀多在刀具较多的情况下采用,必须有机械手辅助,没有单独的还刀过程。
但数据表需要更新,刀具号和刀套号不是一一对应。
加工程序中使用M06T**,PLC或宏程序检测到M06信号脉冲和T信号脉冲,进行刀具检索,找到所需刀具的刀套位置,刀库旋转到要交换的刀套位置,刀具交换,数据表更新。
2)固定换刀是在刀具不多的情况采用,一般没有机械手,换刀时候,先还刀,再取刀。
刀具号和刀套号固定,不需要刀具检索,从哪个刀套取的刀具要还回原来的刀套上去。
数据表不需要更新。
一般来说斗笠式刀库多为固定换刀。
加工程序中使用M06T**,PLC或宏程序检测到M06信号脉冲和T信号脉冲,将主轴上的刀具还回到对应刀套中去,之后刀库旋转到要交换的刀套位置,抓刀。
1.3 范例相关说明以下分别对典型的斗笠式和机械手臂式刀库进行示例,且均以立式加工中心,配置FANUC 串行主轴为例进行说明。
用户可根据需要进行修改和应用。
注:以下介绍的内容均为参考PMC程序,建议用户根据实际情况进行调整。
2.斗笠式刀库以下讲述的斗笠式刀库均为固定换刀式刀库。
且刀盘正转刀套号增大,反转减小。
2.1 换刀流程和思路2.2 PMC结合宏程序实现由于宏程序在处理和编程上的方便性,在利用PMC实现刀库动作时,结合宏程序进行,可以大大的节省PMC编程的内容,减少工作量,使用宏程序同时还可以加强可读性,在时序的处理上,可以避免类似梯形图中的复杂处理,而是利用程序的执行顺序方便的完成。
在当前的复杂梯形图的编写中越来越多的使用。
2.2.1宏程序以下为范例宏程序,为了方便说明,均进行了注释:O9001N1 IF[#1000EQ1]GOTO19 (T CODE=SP TOOL) T代码等于主轴刀号,换刀结束N2 #199=#4003 (G90/G91 MODLE)N3 #198=#4006 (G20/21 MODLE) 保留之前的模态信息N4 IF[#1002EQ1]GOTO7 ( SP TOOL=0) 如果主轴刀号为0,则直接抓刀N5 G21G91G30P2Z0M19 回第二参考点,M19定向,准备还刀N6 GOTO8N7 G21G91G28Z0M19 回第一参考点,M19定向,准备抓刀N8 M50 刀库准备好(使能)N9 M52 刀库向右(靠近主轴)N10 M53 松刀吹气N11 G91G28Z0 回第一参考点N12 IF[#1001EQ1]GOTO15 (T CODE=0) 如果指令T0,则无需抓刀N13 M54 刀盘旋转N14 G91G30P2Z0 回第二参考点N15 M55 刀具卡紧N16 M56 刀盘向左(远离主轴)N17 M51 旋转结束N18 G#199G#198 恢复模态N19 M99&宏程序中,利用#1000~#1002宏变量对应PMC信号G54的相应位,可直接的和PMC 进行联系,极大的方便了处理。
2.2.2宏程序相关u变量解释:#1000(G54#0):判断指令T代码和主轴上的刀号是否一致,若一致#1000=1#1001(G54#1):判断指令T代码是否为0,若为T0,则#1001=1#1002(G54#2):判断主轴上是否有刀。
若没有刀,则#1002=1u M代码定义:M19:主轴准停(需调整准停点以方便换刀)M50:刀库旋转使能(通知PMC,可以执行换刀动作了)M51:刀库旋转结束M52:刀库向右(靠近主轴)M53:松刀,吹气M54:刀盘旋转M55:刀具夹紧M56:刀盘向左(远离主轴)u数据表含义:D0:主轴当前刀号(初始状态时默认主轴上无刀,即D0=0)&对于更具体的数据表和计数器的定义详见后续梯形图注释u系统参数设定要求:Ø设定P6071=6(使用M6调用O9001宏程序)Ø按实际要求设定Z轴P1240(第一参考点位置)和P1241(第二参考点位置参数)&第一参考点为主轴抓刀等待位,第二参考点为刀库扣刀位。
u从宏程序的分解上来看,换刀时分以下三种情况分析如下:Ø主轴上无刀,指令T代码:直接抓刀,执行动作如下:Ø主轴上有刀,指令T0;T0为还主轴上的刀回刀库指令,而不抓刀上主轴:Ø主轴上有刀,指令T**;先将主轴上的刀还回刀库再抓刀:2.2.3 PMC程序在确定了宏程序内容之后,应该说整个换刀的流程和动作就已经确定了,剩余的内容就是将宏程序的内容和实际的机械动作联系起来,而PMC程序主要是处理上述宏程序中涉及到的M代码,将M代码和对应的继电器动作联系起来。
以下为具体PMC程序和相关解释,仅供参考:&用户只需根据实际情况修改程序开始的X点和Y点以及刀库容量C0的值,即可套用以下程序。
而对于PMC中用到的数据表在初始状态时均无需更改。
| X0000.0 R0500.0 |*----||----------------------------------------------------------------------()---*| SP.UNCL || || X0000.1 R0500.1 |*----||----------------------------------------------------------------------()---*| SP.CLA || || X0000.2 R0500.2 |*----||----------------------------------------------------------------------()---* | MAG.LEF | | | | X0000.4 R0500.4 | *----||----------------------------------------------------------------------()---* | T | | | | X0000.5 R0500.5 | *----||----------------------------------------------------------------------()---* | UNCL.K | | | | X0000.6 R0500.6 | *----||----------------------------------------------------------------------()---* | MGCCW.K | | | | X0000.7 R0500.7 | *----||----------------------------------------------------------------------()---* | MGCW.K | | | | R9091.0 BYT .--------.----------------. | *----||------------*SUB23 |0020 *------------------------------------* | LOG_0 | | | | | | | | | | R9091.1 ACT |NUME | | | *----||------------* |C0000 | | | LOG_1 | |MG.NUM | | | | | | | | | | | | | .--------.----------------. | | | |(* 定义斗笠刀库的输入点: X0.0:刀具松开到位开关 *) | |(* X0.1:刀具卡紧到位开关 *) | |(* X0.2:刀库在右检测开关(靠近主轴,换刀位) *) | |(* X0.3:刀库在左检测开关(远离主轴,等待位) *) | |(* X0.4:刀库计数开关/刀具在位检测(B点) *) | |(* *) | |(* 定义手动刀库按钮: X0.5:手动松刀按钮 *) | |(* X0.6:手动刀盘反转按钮 *) | |(* X0.7:手动刀盘正转按钮 *) | |(* *) | |(* 定义刀库容量: C0:刀库容量(本例为20把刀) *) | |(* 注:由于采用C0为刀库容量,则下面必须使用1号计数器 *) | | | | | | | | R0501.0 Y0000.0 | *----||----------------------------------------------------------------------()---* | MAGCW.Y | | | | R0501.1 Y0000.1 | *----||----------------------------------------------------------------------()---* | MAGCCW.Y | | | | R0501.2 Y0000.2 | *----||----------------------------------------------------------------------()---* | UNCL.Y | | | | R0501.3 Y0000.3 | *----||----------------------------------------------------------------------()---* | MAGR.Y | | | | R0501.4 Y0000.4 | *----||----------------------------------------------------------------------()---* | MAGL.Y | | | | R0501.5 Y0000.5 | *----||----------------------------------------------------------------------()---*| R0501.6 Y0000.6 |*----||----------------------------------------------------------------------()---*| CCW.L || ||(* *) ||(* 定义斗笠刀库的输出点: Y0.0:刀库正转马达 *) ||(* Y0.1:刀库反转马达 *) ||(* Y0.2:主轴松刀输出 *) ||(* Y0.3:刀盘向右输出 *) ||(* Y0.4:刀盘向左输出 *) ||(* *) ||(* 定义面板显示灯(可去除):Y0.5:刀库正转指示灯 *) ||(* Y0.6:刀库反转指示灯 *) ||(* *) || || || || R0500.1 R0500.0 ACT .--------.----------------. R0502.0 |*----||-------|/|-----------*SUB24 |0020 *----------------------()---*刀具卡紧到位 | SP.CLA SP.UNCL | | | TL_CLA || | | | || |TMRB | | || | |0000000200 | || | | | || | | | || | | | || .--------.----------------. || || || R0500.0 R0500.1 ACT .--------.----------------. R0502.1 |*----||-------|/|-----------*SUB24 |0021 *----------------------()---*刀具松开到位 | SP.UNCL SP.CLA | | | TL_UNCLA|| | | | || |TMRB | | || | |0000000200 | || | | | || | | | || | | | || .--------.----------------. || || || R0500.3 R0500.2 ACT .--------.----------------. R0502.2 |*----||-------|/|-----------*SUB24 |0022 *----------------------()---*刀库在左信号 | MAG.LEF MAG.RHT | | | MAG-LEFT|| | | | || |TMRB | | || | |0000000200 | || | | | || | | | || | | | || .--------.----------------. || || || R0500.2 R0500.3 ACT .--------.----------------. R0502.3 |*----||-------|/|-----------*SUB24 |0023 *----------------------()---*刀库在右信号 | MAG.RHT MAG.LEF | | | MAG-RTFB|| | | | || |TMRB | | || | |0000000200 | || | | | || | | | || | | | || .--------.----------------. || || ||(* 考虑到机械上的延迟,各到位信号进行延时确认输出 *) || || R0500.4 R0503.0 |*----|/|---------------------------------------------------------------------()---*| T || ||(* 由于刀库计数开关为B点,故先取反变为A点,再取A点的上升沿。