益发塑胶厂组织结构图.doc
- 格式:doc
- 大小:81.61 KB
- 文档页数:5
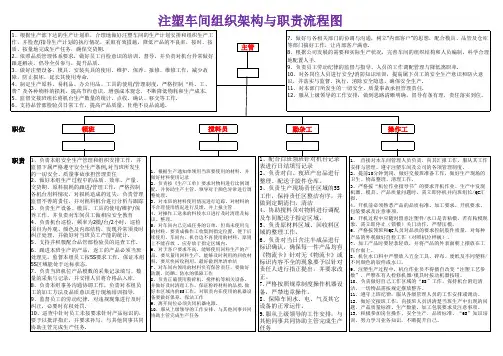
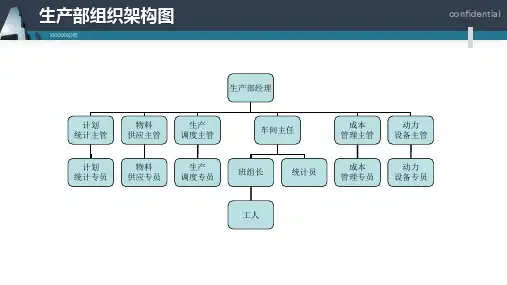
注塑车间组织架构与职责1组领班:刘军(生产组) 技术员: 刘宏巍2组领班:蒋双平(生产组) 技术员: 唐庭瑞3组领班:李华良(材料组) 辅助工: 雍思进4组领班:陈清平(设备组) 辅助工: 苏承坤5车间统计:李峥艳文员: 樊晓丹车间岗位职责:注塑车间领班工作职责:(刘军。
蒋双平)1. 7点15分准时到车间上班,预先了解当日的工作计划;2.每日班前召开班前会(考勤),讲解昨天的生产情况、质量情况和今天的工作分配及注意事项;3.现场巡视,保证上一班交班状态符合标准,接班记录签字,完成接班;4.监督和协助装模工上下模具,严格遵守模具装夹规范;5.和当班巡检一起检查控制产品质量情况;6.负责工艺管理的执行情况;7.负责模具润滑(保养)及生产运行情况;8.对设备运行情况进行观察,防止设备故障的的产生。
9.负责员工生产技能的辅导;10.检查“5S”管理执行情况,特别注意生产安全;11.在生产过程中,应主动协助员工进行生产工作;12.交班前应主动去了解员工交接班情况,员工是否正确、认真负责、规范的填写各种记录;13.下班时应检查本组是否还有未完工和未合格的产品,应及时做出安排,要求员工在规定的时间内完成;14.应认真填写每天的生产日报表,没有完成生产定额的产品应注明原因;15.下班前检查工具是否齐全,是否规整到位,员工现场清洁是否做好,是否符合交班要求;16.对不能正常生产的设备和模具要做好记录,上报修理;17.下班前要召开班后会,针对当日的生产情况进行总结;18.认真填写班长交接班记录,面对面和下一班班长相互交流,传递信息;注塑车间材料组领班工作职责:(李华良)1:7点20分准时到岗,招集,粉料员,加料员,拌料员讲解昨日工作情况,并对今天的工作进行安排。
2:对夜班的材料使用情况进行追踪,对材料使用的不合理情况进行追索,并且以书面形式上报车间。
3:对上一班产生的回料,与洗机块料,责成粉料员进行分类,后粉碎处理,并且要按材质,颜色。
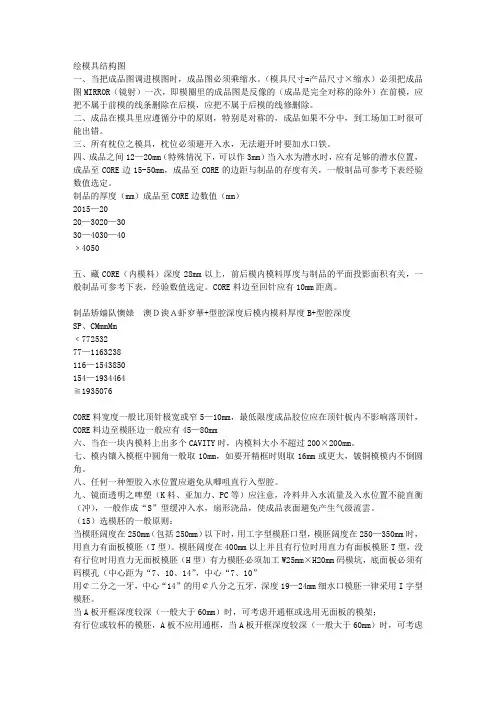
绘模具结构图一、当把成品图调进模图时,成品图必须乘缩水。
(模具尺寸=产品尺寸×缩水)必须把成品图MIRROR(镜射)一次,即模圈里的成品图是反像的(成品是完全对称的除外)在前模,应把不属于前模的线条删除在后模,应把不属于后模的线修删除。
二、成品在模具里应遵循分中的原则,特别是对称的,成品如果不分中,到工场加工时很可能出错。
三、所有枕位之模具,枕位必须避开入水,无法避开时要加水口铁。
四、成品之间12—20mm(特殊情况下,可以作3mm)当入水为潜水时,应有足够的潜水位置,成品至CORE边15-50mm,成品至CORE的边距与制品的存度有关,一般制品可参考下表经验数值选定。
制品的厚度(mm)成品至CORE边数值(mm)2015—2020—3020—3030—4030—40﹥4050五、藏CORE(内模料)深度28mm以上,前后模内模料厚度与制品的平面投影面积有关,一般制品可参考下表,经验数值选定。
CORE料边至回针应有10mm距离。
制品矫嫱队懊婊 澳D谀A虾穸華+型腔深度后模内模料厚度B+型腔深度SP、CMmmMm﹤77253277—1163238116—1543850154—1934464≧1935076CORE料宽度一般比顶针极宽或窄5—10mm,最低限度成品胶位应在顶针板内不影响落顶针,CORE料边至模胚边一般应有45—80mm六、当在一块内模料上出多个CAVITY时,内模料大小不超过200×200mm。
七、模内镶入模框中圆角一般取10mm,如要开精框时则取16mm或更大,铍铜模模内不倒圆角。
八、任何一种塑胶入水位置应避免从唧咀直行入型腔。
九、镜面透明之啤塑(K料、亚加力、PC等)应注意,冷料井入水流量及入水位置不能直衡(冲),一般作成“S”型缓冲入水,扇形浇品,使成品表面避免产生气级流雲。
(15)选模胚的一般原则:当模胚阔度在250mm(包括250mm)以下时,用工字型模胚口型,模胚阔度在250—350mm时,用直力有面板模胚(T型)。

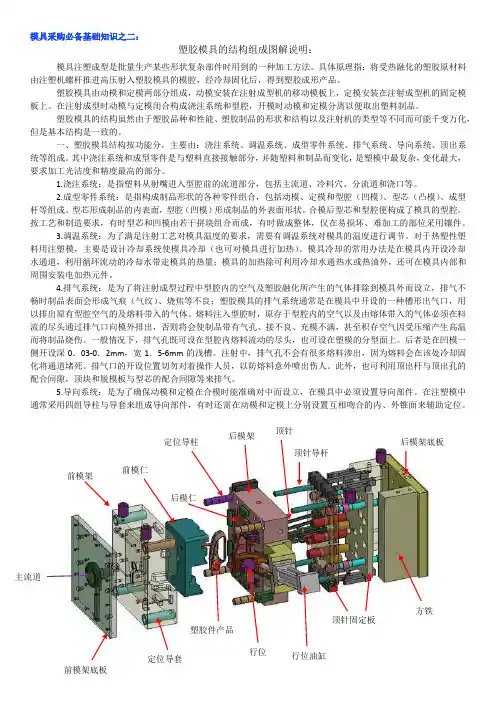
模具采购必备基础知识之二:塑胶模具的结构组成图解说明:模具注塑成型是批量生产某些形状复杂部件时用到的一种加工方法。
具体原理指:将受热融化的塑胶原材料由注塑机螺杆推进高压射入塑胶模具的模腔,经冷却固化后,得到塑胶成形产品。
塑胶模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。
在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。
塑胶模具的结构虽然由于塑胶品种和性能、塑胶制品的形状和结构以及注射机的类型等不同而可能千变万化,但是基本结构是一致的。
一、塑胶模具结构按功能分,主要由:浇注系统、调温系统、成型零件系统、排气系统、导向系统、顶出系统等组成。
其中浇注系统和成型零件是与塑料直接接触部分,并随塑料和制品而变化,是塑模中最复杂,变化最大,要求加工光洁度和精度最高的部分。
1.浇注系统:是指塑料从射嘴进入型腔前的流道部分,包括主流道、冷料穴、分流道和浇口等。
2.成型零件系统:是指构成制品形状的各种零件组合,包括动模、定模和型腔(凹模)、型芯(凸模)、成型杆等组成。
型芯形成制品的内表面,型腔(凹模)形成制品的外表面形状。
合模后型芯和型腔便构成了模具的型腔。
按工艺和制造要求,有时型芯和凹模由若干拼块组合而成,有时做成整体,仅在易损坏、难加工的部位采用镶件。
3.调温系统:为了满足注射工艺对模具温度的要求,需要有调温系统对模具的温度进行调节。
对于热塑性塑料用注塑模,主要是设计冷却系统使模具冷却(也可对模具进行加热)。
模具冷却的常用办法是在模具内开设冷却水通道,利用循环流动的冷却水带走模具的热量;模具的加热除可利用冷却水通热水或热油外,还可在模具内部和周围安装电加热元件。
4.排气系统:是为了将注射成型过程中型腔内的空气及塑胶融化所产生的气体排除到模具外而设立,排气不畅时制品表面会形成气痕(气纹)、烧焦等不良;塑胶模具的排气系统通常是在模具中开设的一种槽形出气口,用以排出原有型腔空气的及熔料带入的气体。
⼯⼚组织架构图1 ⽬的为了质量管理体系的有效运⾏,规定组织内部各职能部门和各级⼈员的岗位职责和适任条件,以便于对⼈⼒资源的管理、信息的交流、加强沟通、增进理解、协调⾏动。
2 适⽤范围适⽤于公司内对质量管理体系的管理层、各职能部门和各级有关⼈员的岗位质量职责、权限的规定,以及各岗位的适任条件。
3职责总经理及副总经理主持公司⽣产经营及管理⼯作,对所承担的⼯作全⾯负责。
⼚长协助副总经理及总经理完成整个⽣产系统的管理,优化流程,完善制度。
1.抓好⽣产技术管理,组织制定和完善和⽣产技术⽅⾯的各项管理制度,技术标准和操作规程,并抓好落实,提⾼⽣产技术管理⽔平,全⾯完成公司下达的各项⽣产任务和技术经济指标,定期向总经理汇报⼯作。
2.搞好⽣产调度指挥,协调平衡好全⼚的⽣产,做到安全稳定长期经济运⾏。
对长期影响⽣产的薄弱环节和关键问题要组织技术攻关.3.抓好安全⼯作,确保完全⽣产⽆事故。
对⽣产中发⽣的各类事故,要及时组织有关⼈员进⾏分析,查清原因,分清责任,拿出合理的处理意见,定出防范措施。
4.抓好质量和产量⼯作,严格⼯艺指标,提⾼优质合格品率。
6.抓好技术改造,积极采⽤先进技术,发动职⼯⼴提合理化建议和技术⾰新项⽬。
7.主持开好⽣产调度会、专题会、和各种例会,检查督促会议指令的落实情况,经常深⼊车间、岗位监督检查⼯作,抓好车间内部管理,落实好每⽉⽣产⼯作计划,抓好车间成本核算和考核⼯作。
8.抓好⼯艺纪律和⽣产区的现场管理。
9.依照制度对检查中发现的问题实施考核的权⼒。
10.⽣产系统员⼯聘任、解聘的建议权。
11.要求相关部门配合相关⼯作的权⼒.⼯程部的⼯作职责:上级主管总经理;⼚长。
部门⼈员:软件⼯程师, ⽣产⼯程师,售后维修.1.负责产品⽣产⼯艺⽂件的编制及⼯艺流程的规范。
2.负责产品改进及新产品打样。
3.负责技术资料的整理、保管、保密⼯作。
4.负责产品技术标准的编制。
5.负责制定产品质量等级标准及产品质量等级判定.6.负责⽣产过程的技术指导,解决⽣产过程中存在的技术问题.7.负责编写产品质量分析报告.8.负责软件系统的开发,设计,测试确认及后续⼯作的跟进.9.负责测试夹具的制作及维护.10.按要求组织⽣产,保证⽣产⼯⼈严格按⽣产⼯艺规程和岗位操作法进⾏⽣产。
1. 组织结构和职责1.1 组织结构图(见 11 章)1.2 职责描述1.2.1 总经理▲负责质量管理体系的策划,确定质量方针、质量目标,负责主持管理评审;▲在全公司传达满足顾客和法律法规要求的重要性,并确保质量管理以顾客为关注焦点;▲负责本公司组织结构图及部门职责的确定,管理者代表的任命;▲负责特殊合同的批准或签订,质量手册的批准;▲负责设计立项、设计计划书、任务书、设计评审报告、验证报告等批准;▲负责确定部门负责人的任职要求,负责统筹公司的内部的沟通;▲确保提供质量体系有效实施所需的相关资源。
1.2.2 常务副总经理及总经理助理▲负责分管部门的日常管理;▲负责熟悉并掌握公司情况,及时向总经理作工作汇报,提出建议、意见;▲贯彻落实总经理的相关指示;▲负责管理总经理授权范围内的其他日常事务;▲总经理不在时由常务副总经理代行其职责。
注:以下总经理及常务副总经理、总经理助理总称为高管层1.2.3 管理者代表▲负责质量管理体系建立和保持的具体事宜,向总经理报告运行情况,提出改进的建议;▲负责促进全体员工形成满足顾客需求的意识;▲负责程序文件、质量手册的审核,编制质量计划;▲负责在纠正预防和改进措施的实施过程中起监督、协调作用;▲负责选定审核组长及审核员,并审批内部质量体系审核计划;▲负责确定部门内部人员的任职要求;▲负责统筹纠正、预防和改进措施的实施及实施后的跟综和验证;▲就质量管理体系相关事宜与外部相关方的联络以及其他所规定的职责;▲负责管理评审的组织工作;▲监督、协调质量管理体系相关资源的提供与管理。
1.2.4 质量安全负责人▲负责根据食品包装生产许可证要求及标准、公司内控文件要求全面负责产品的质量安全;▲负责及时将公司有关产品质量安全的情况向总经理汇报;▲负责食品包装生产许可证相关文件的编写及相关记录执行情况的监督;▲负责影响产品质量安全的紧急情况的应急措施的制定、演练、改进;▲负责公司对应于食品包装质量安全的硬件设施运行情况的跟踪,保证能满足产品质量安全的需要;▲负责与食品包装质量安全相关部门的外联工作。