前滑影响因素探讨
- 格式:doc
- 大小:20.00 KB
- 文档页数:1
C V F V F h h H H ==R h
h D S h 2
2)1(2γγ=-=)211(21)21(2R
h R h ∆-∆=-=μμααγ 前滑及其影响因素
一、实验目的
通过实验验正轧制时前滑现象的存在。
并测定其值的大小,分析各种因素对前滑的影响。
二、实验仪器设备
130轧机、游标卡尺、钢板尺、铅试件。
三、实验原理
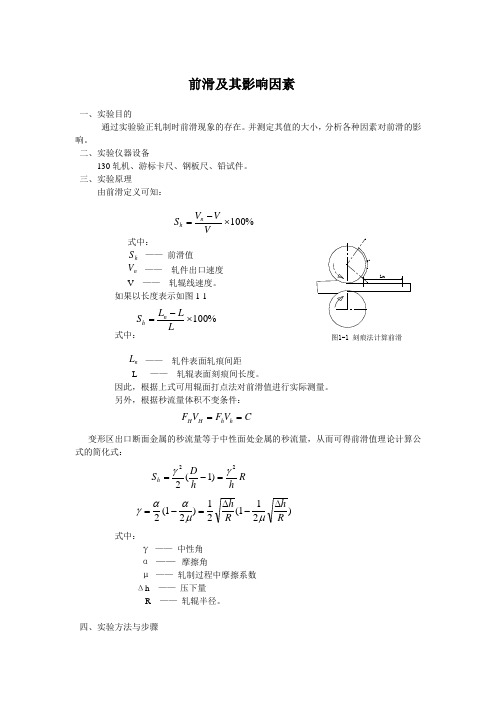
由前滑定义可知:
因此,根据上式可用辊面打点法对前滑值进行实际测量。
另外,根据秒流量体积不变条件:
变形区出口断面金属的秒流量等于中性面处金属的秒流量,从而可得前滑值理论计算公式的简化式:
式中: γ —— 中性角
α —— 摩擦角
μ —— 轧制过程中摩擦系数
Δh —— 压下量
R —— 轧辊半径。
四、实验方法与步骤
-V V n
取铅试样5×30×400两块,分别在净面辊和糟面辊上进行实验。
1、首先在净辊面上,把一块试样与辊上的刻痕点对好,进行轧制时,使辊上的刻痕能
打在轧件上。
2、分别以Δh=1mm的压下量连续轧制四道次,每轧一道后测量其轧件厚度h和轧件
上两点痕间距的长度Ln。
3、按上述方法,用另一块试样在糙辊面上重复轧制实验。
4、测量轧辊直径D,所有数据填入下表。
1、绘制Sh —h、Sh —Δh/H 曲线。
2、分析摩擦条件、轧件厚度、相对压下量对前滑的影响。
3、讨论分析实测值与理论值的异同及产生的原因。
4、整理出完整的实验报告。

前滑区和后滑区及前滑区与后滑区的受力差别图中参数的含义如下:H-入口厚度;h-出口厚度;VH-入口速度;Vh-出口速度;α-咬入角;γ-中性角(中性面与轧件出口面间圆弧对应的圆心角为中性角。
中性角是决定变形区内金属相对轧辊运动速度的一个参量。
一定摩擦条件下,咬入角越小,中性角越趋于咬入角的一半。
);R-轧辊半径;ABCD-变形区;ABEF-后滑区;EFCD-前滑区。
前滑区与后滑区的受力区别在于摩擦力的方向相反,在前滑区内摩擦力方向与带钢运行方向相反;而后滑区内摩擦力方向与带钢的运行方向相同。
轧件在变形区出口处,轧件速度大于轧辊线速度的现象为前滑。
轧件在变形区入口处,轧件速度小于轧辊线速度的水平分量的现象为后滑。
前滑和后滑的产生原因:在变形区内的金属由于受到高向压下,相对于轧辊,既向出口方向流动,也向入口方向流动,因而在变形区出口处,轧件的速度比轧辊线速度快了些,而在入口处则比轧辊线速度的水平分量慢了些。
即:轧件出口速度高于轧辊线速度,轧件入口速度低于入口处轧辊线速度的水平分量。
影响前滑的主要因素:(1)轧辊直径的影响。
轧辊直径越大,前滑越大。
(2)摩擦系数的影响。
在相同压下率条件下,摩擦系数越大,前滑越大。
(3)压下率的影响。
前滑随压下率的增加而增加。
(4)轧件宽度。
随着轧件宽度的增加,前滑也增加。
(5)张力的影响。
前张力使前滑增加,后张力使后滑增加。
轧制过程的金属流动轧件由厚度h0变为h1,在变形区内轧件厚度逐渐减小,根据变形金属的体积不变的条件,变形区内金属各质点运动速度不可能一样,金属和轧辊间必有相对运动。
假设轧件无宽展,沿各截面上变形均匀,即水平速度相同,这样轧制变形区可分为前滑区、中性面和后滑区,如图所示。
在前滑区,金属速度大于轧辊圆周速度,在后滑区则相反,在中性面两者速度相同,无相对滑动(见前滑),此外,根据变形区力平衡分析和几何条件帕夫洛夫(И.М.Павлов)等导出咬入角α、摩擦角β和中性角α之间的关系如下:此公式把轧制过程的轧件变形和几何条件的内在联系反映出来,表达了轧制过程的基本概念。

滑坡稳定性影响因素及分析滑坡是在一定的内因、外因等地质环境条件和其它因素综合作用下产生的,影响因素包括:地质条件、地形地貌、人类活动、气候及迳流条件、其它因素。
就本滑坡隐患体而言,各因素对其的影响如下:①地质条件岩土体的本身特性是影响边坡稳定性的主要因素;对岩质边坡来说主要包括软弱结构面存在与否及其强度、结构面特别是主要结构面的产状、结构面的组合关系、结构面的结合情况、渗透性、与临空面的相对关系;对土质边坡来说主要包括土体强度、软硬接触面的渗透性。
滑坡隐患体及边坡出露的地层为泥盆系佘田桥组,岩性为砂岩,受地形地貌、构造侵蚀、剥蚀及风化作用影响,第四系及土状风化物厚度变化较大;原始地形较平缓的人工切坡坡面及坡顶局部地段第四系及土状风化物厚度大。
第四系坡残积土其孔隙性大且含较多碎石,抗剪强度较低,坡度较陡时其自稳性差;中上部基岩埋藏多较浅且表部风化较强烈;整个山体岩体裂隙发育,地层及裂隙产状较杂乱(图2-1),地层产状多近坡向或与坡向小角度斜交,岩体呈碎裂结构、电阻较高,结构面结合多数差~较差,易产生松动变形。
②地形地貌因素勘查区属中低山地貌,高差较大,山脊地形坡度较陡(坡度25~30°),两侧地形陡峻(坡度40~45°),但从调查情况来看,沟谷处及外围天然斜坡未见有滑坡现象,天然条件下斜坡是稳定的;但切坡以后,山体前缘产生高陡临空面,所形成的上缓下陡地形不利于斜坡的稳定。
③人类活动因素人类工程活动破坏原有的地形地貌,使在自然条件下已经达到平衡状态的岩土体应力进行重新分布,斜坡产生变形,当岩土体中应力无法平衡时,边坡将发生失稳破坏。
就本区而言,切坡产生高陡地形,形成临空面,产生滑坡隐患的主要因素就是人类工程活动—切坡。
④气候因素勘查区多年(1971~1998年)平均降雨量为1885mm,降雨量最多的1997年为2516mm,降雨量最少的1978年为1407mm。
3~8月平均降雨量为1334.7mm,尤以5、6月为甚,降雨量达508.6mm。



六简答/论述题A级试题:1.产生打滑的原因?答案:产生打滑的原因是钢坯由于加热温度高时间长氧化铁皮严重,并不易脱落,或者压下量过大。
遇到这种情况,可降低轧辊转速,并启动工作辊道给轧件以推力,使之顺利通过轧槽。
2.在实际轧制生产中改善咬入有哪些办法?答案:1)压下量一定时,增加轧辊直径。
2)把轧件端部削尖成锥形,以减小咬入角。
3)降低咬入时的轧制速度,增加摩擦系数。
4)在轧制刻痕或堆焊,增加轧辊摩擦系数。
5)利用冲击力改善咬入条件。
6)使用夹送辊强迫咬入。
3.加热的目的是什么?板坯在加热过程中常见的缺陷?及控制措施?答案:加热目的:提高金属塑性,降低金属变形抗力,改善金属内部组织和性能。
缺陷:过热和过烧,氧化,脱碳,粘钢和加热不均。
控制措施:①严格控制加热温度,防止速度过快造成钢坯加热不均,并且必须在低温阶段使钢坯温度均匀,然后再提高加热温度;②经常观察炉内温度分布情况,正确调整炉内温度使沿炉宽各点温度保持均匀;③均热段要有足够的保温时间,保证温度均匀。
4.简述张力和张力轧制的概念。
答案:在轧制过程中,前后两架轧机存在金属秒流量差,当后架的秒流量大于前架时,造成前、后架的轧件受到前架轧机的拉力作用,此力通常称为张力。
存在张力的轧制过程称为张力轧制。
5.什么叫轧辊的磨损?答案:轧辊在轧制生产过程中,由于要与轧件紧密接触,从而与轧件发生的物理摩擦作用,冷却水使轧辊在高温高压下接触,而发生化学腐蚀的变化和氧化作用从而引起的轧辊表面的质量和数量上的变化,所有这些作用的综合变化就产生了轧辊的磨损。
6.自然冷却是什么?答案:轧制终了的钢材在大气中自然冷却的方法称为称为自然冷却。
7.写出三种可能的变形图示。
答案:如图所示:8.控制轧制对哪些方面进行控制?答案:(1)变形温度的控制;(2)变形程度的控制;(3)变形速度的控制;(4)冷却速度的控制;(5)化学成份的控制。
9.板坯的加热缺陷有哪些?控制措施是什么?答:加热过程中主要的缺陷包括:过热和过烧、氧化、脱碳、粘钢和加热不均。
经济衰退的影响和应对策略经济衰退是指国民经济的总体规模在一段时间内出现明显下滑的现象。
由于经济衰退对社会各个方面都会产生深远的影响,各国政府和企业需要采取相应的措施来应对。
本文将探讨经济衰退的几个主要影响因素以及对应的应对策略。
一、消费需求减少经济衰退导致人们的收入减少,信心下降,消费需求减少。
此时,企业面临的主要问题是销售额下滑,盈利能力减弱。
为了应对这一问题,企业可以考虑通过以下方式来刺激消费需求:1. 降低产品价格:企业可以采取降价策略,吸引更多消费者购买产品。
降价能够减轻消费者的经济负担,刺激消费需求的回升。
2. 推出促销活动:企业可以通过组织促销活动来吸引顾客。
例如,提供打折、赠品或者抽奖等活动,以激发消费者的购买欲望。
3. 加强品牌宣传和营销:通过提升品牌知名度和形象,企业可以吸引更多的消费者。
可以运用媒体广告、社交媒体宣传等方式来增加品牌曝光度。
二、投资活动放缓经济衰退期间,投资活动通常会受到影响,投资者会对市场前景持谨慎态度。
为了应对投资活动放缓带来的影响,政府和企业可以考虑以下策略:1. 应对金融机构危机:经济衰退常常伴随着金融危机,政府应采取措施稳定金融市场,防止危机进一步恶化。
2. 减少利率和税收:政府可以通过降低利率和税收,提高企业投资的回报率,鼓励企业增加投资。
同时,降低融资成本有助于企业更好地筹集资金。
3. 增加公共投资:政府可以增加公共项目的投资,例如基础设施建设等,来刺激经济增长和增加就业机会。
三、就业市场紧张经济衰退导致企业经营困难,裁员和失业率上升,就业市场紧张。
为了应对就业市场的挑战,政府和企业可以采取以下举措:1. 提供职业培训和转岗服务:政府可以加大对失业人员的培训力度,提升他们的就业竞争力。
同时,为失业人员提供转岗服务,帮助他们获得新的就业机会。
2. 鼓励创业和小型企业发展:创业和小型企业常常是就业市场的重要补充力量。
政府可以通过减免税收、提供贷款等方式,鼓励创业和支持小型企业。
在辊锻中,金属的前滑与多种工艺因素有关。
主要的因素是:
(1) 变形程度对金属前滑的影响。
变形程度越大,辊锻变形区瞬间压缩的金属就越多,金属的延伸量就会相应增加。
延伸量越大,前后滑的金属越多。
一般情况下前滑量随变形程度增加而增加。
(2) 摩擦系数的影响。
实践表明,前滑随着摩擦系数的减少而减少。
(3) 工具及坯料对前滑的影响。
在辊锻中,工具及坯料的截面形状对前滑有很大的影响,这主要是因为力学条件发生了改变。
一般情况下,有利于限制金属宽展变形的工具和坯料形状均有利于前滑。
(4) 坯料温度对前滑的影响。
坯料加热温度对前滑有影响:温度在700℃以下,前滑与温度成正比;温度在700~1200℃之间,前滑与温度成反比。
这主要是温度引起坯料表面氧化层变化,从而引起摩擦系数发生变化。
(5) 坯料宽度时前滑的影响。
当坯料宽度小于某定值时,前滑随着坯料宽度的增加而增加。
当坯料宽度超过某一定值时,其宽度的变化对前滑不再发生影响。
(6) 辊径对前滑的影响。
随着辊径的增加,前滑也增加。