钢筋焊接接头试验结果评判
- 格式:doc
- 大小:32.50 KB
- 文档页数:2
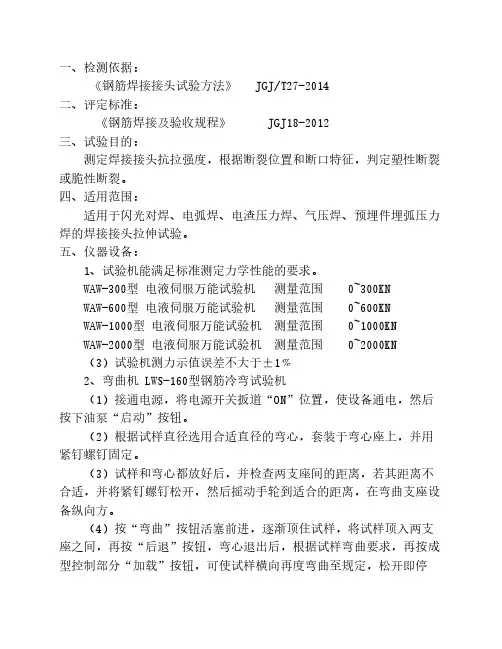
一、检测依据:《钢筋焊接接头试验方法》 JGJ/T27-2014二、评定标准:《钢筋焊接及验收规程》 JGJ18-2012三、试验目的:测定焊接接头抗拉强度,根据断裂位置和断口特征,判定塑性断裂或脆性断裂。
四、适用范围:适用于闪光对焊、电弧焊、电渣压力焊、气压焊、预埋件埋弧压力焊的焊接接头拉伸试验。
五、仪器设备:1、试验机能满足标准测定力学性能的要求。
WAW-300型 电液伺服万能试验机 测量范围 0~300KNWAW-600型 电液伺服万能试验机 测量范围 0~600KNWAW-1000型 电液伺服万能试验机 测量范围 0~1000KNWAW-2000型 电液伺服万能试验机 测量范围 0~2000KN (3)试验机测力示值误差不大于±1﹪2、弯曲机 LWS-160型钢筋冷弯试验机(1)接通电源,将电源开关扳道“ON”位置,使设备通电,然后按下油泵“启动”按钮。
(2)根据试样直径选用合适直径的弯心,套装于弯心座上,并用紧钉螺钉固定。
(3)试样和弯心都放好后,并检查两支座间的距离,若其距离不合适,并将紧钉螺钉松开,然后摇动手轮到适合的距离,在弯曲支座设备纵向方。
(4)按“弯曲”按钮活塞前进,逐渐顶住试样,将试样顶入两支座之间,再按“后退”按钮,弯心退出后,根据试样弯曲要求,再按成型控制部分“加载”按钮,可使试样横向再度弯曲至规定,松开即停止。
(5)按下活塞“后退”按钮,活塞带动弯心向后移动,直到弯心移动到两支棍前方,然后轻按活塞“停止”按钮,活塞停止移动。
(6)试验结束,按下油泵“停止”按钮,并将电源开关扳道“QFF”位置,使机器处于断电状态。
3、根据试样尺寸测量精度的要求选用相应精度的量具或仪器。
游标卡尺: 0~150mm ,精确度0.02 mm。
4、试验机、及测量工具或仪器必须由计量部门定期检定。
六、钢筋焊接方式:1、闪光对焊;2、电弧焊焊接类型可分:搭接焊、帮条焊、坡口焊和熔槽帮条焊、 预埋件钢筋T型接头电弧焊、水平窄间隙焊;3、电渣压力焊;4、气压焊5、预埋件埋弧压力焊七、焊接钢筋试件的取样1、班前焊试件:在正式焊接施工前按同一焊工、同批钢筋、同焊接形式取模拟试件一组,试件数量和试验项目与班中焊试件相同。
钢筋连接接头工艺评定报告一、引言二、工艺参数为了能够客观地评定该钢筋连接接头的工艺,我们首先收集了工艺参数,包括焊接电流、焊接电压、焊接时间和焊接环境等。
经过测量和记录,得出以下数据:1.焊接电流:150A2.焊接电压:20V3.焊接时间:2秒4.焊接环境:常温环境,无风三、工艺评定1.焊接质量评估通过对焊接接头的断口进行观察和分析,我们发现接头与钢筋之间没有明显的脱焊、裂纹等现象,焊接缺陷较小。
同时,焊接接头的外观整体平整,没有明显的焊渣或熔入等问题。
综合来看,焊接质量较好,符合要求。
2.强度评定按照相关标准,我们对焊接接头进行了拉伸试验。
试验结果显示,焊接接头在拉伸力作用下能够承受一定的载荷,并且没有出现不可修复的形变或破裂现象。
根据试验结果,我们认为焊接接头的强度能够满足设计要求。
3.环境适应性评定我们测试了焊接接头在不同环境条件下的性能表现。
结果显示,在高温、低温和潮湿等环境下,焊接接头的性能基本没有明显变化,表明该工艺具有较好的环境适应性。
4.施工便利性评定通过实际施工操作,我们评估了该钢筋连接接头工艺的施工便利性。
结果显示,该工艺操作简单,不需要过多的专业设备和人员,适用于大部分施工场景,并且施工时间较短。
因此,该工艺具有较好的施工便利性。
四、结论通过对该钢筋连接接头工艺的全面评定,我们认为该工艺具有较好的焊接质量、强度、环境适应性和施工便利性。
并且在实际应用中,该工艺表现出了良好的安全可靠性和经济性。
因此,我们推荐在混凝土结构中采用该钢筋连接接头工艺。
钢筋焊接质量检验与验收1.1 一般规定1.1.1 钢筋焊接接头或焊接制品(焊接骨架、焊接网)应按检验批进行质量检验与验收。
检验批的划分应符合本章第1.2节~第1.8节的有关规定。
质量检验与检收应包括外观质量检查和力学性能检验,并划分为主控项目和一般项目两类。
1.1.2 纵向受力钢筋焊接接头验收中,闪光对焊接头、箍筋闪光对焊接头、电弧焊接头、电渣压力焊接头、气压焊接头、预埋件钢筋T形接头的连接方式检查和接头力学性能检验应为主控项目,焊接接头的外观质量检查应为一般项目。
主控项目的质量应符合本规程的有关规定。
1.1.3 非纵向受力钢筋焊接接头的质量检验与验收,包括焊接骨架、焊接网交叉钢筋电阻点焊焊点、钢筋与钢板电弧搭接焊接头为一般项目。
1.1.4 纵向受力钢筋焊接接头的连接方式应符合设计要求,并应全数检查,检验方法为目视观察。
1.1.5 纵向受力钢筋焊接接头的外观质量检查应符合下列规定:1每一检验批中应随机抽取10%的焊接接头;箍筋闪光对焊接头应随机抽取5%。
检查结果,当外观质量各小项不合格数均小于或等于抽检数的10%,则该批焊接接头外观质量评为合格。
2 当某一小项不合格数超过抽检数的10%时,应对该批焊接接头该小项逐个进行复检,并剔出不合格接头:对外观检查不合格接头采取修整或焊补措施后,可提交二次验收。
1.1.6 焊接接头外观检查时,首先应由焊工对所焊接头或制品进行自检;然后由施工单位专业质量检查员检验;监理(建设)单位进行验收记录。
1.1.7 施工单位专业检查员应检查焊接材料产品合格证和焊接工艺试验时的接头力学性能试验报告。
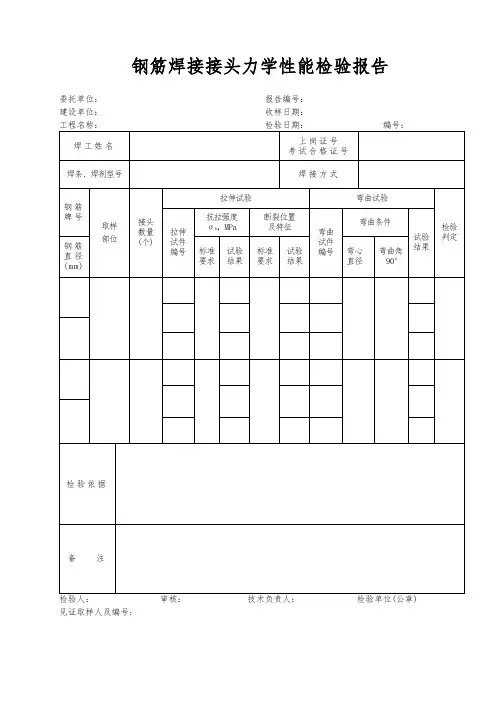
1.1.8 钢筋焊接接头力学性能检验时,应在接头外观检查合格后随机抽取试件进行试验。
试验方法应按现行行业标准《钢筋焊接接头试验方法标准》JGJ/T27有关规定执行。
试验报告应包括下列内容:1 工程名称、取样部位;2 批号、批量;3 钢筋生产厂家和钢筋批号,钢筋牌号、规格;4 焊接方法;5 焊工姓名及考试合格证编号;6 施工单位;7 力学性能试验结果。
钢筋焊接接头试验方法标准
钢筋焊接接头是钢筋混凝土结构中常见的连接方式,其质量直接影响着结构的
安全性和稳定性。
为了确保钢筋焊接接头的质量,必须进行严格的试验和检验。
本文将介绍钢筋焊接接头试验方法标准,以便工程师和施工人员能够准确、规范地进行试验工作。
首先,钢筋焊接接头试验应在合适的试验场所进行,确保环境条件符合标准要求。
试验设备应符合国家标准,保证试验数据的准确性和可靠性。
在进行试验前,应对试验设备进行检查和校准,确保设备运行正常。
其次,钢筋焊接接头试验包括静载试验和疲劳试验两种类型。
静载试验是通过
对接头施加静态荷载,来检验其承载能力和变形性能。
而疲劳试验则是通过对接头施加循环荷载,来模拟实际使用条件下的疲劳破坏情况。
两种试验方法都具有重要的意义,需要在试验过程中严格按照标准要求进行操作。
在进行试验时,应根据设计要求选择合适的试验荷载,并对接头进行逐步加荷,记录其变形和应力情况。
同时,还需对接头的表面质量、焊缝形貌等进行检查,确保其符合标准要求。
在疲劳试验中,应注意控制循环荷载的频率和幅值,以保证试验结果的可靠性。
在试验过程中,需要对试验数据进行及时记录和分析。
通过对试验数据的分析,可以评估接头的承载能力、变形性能和疲劳寿命等重要参数,为工程设计和施工提供参考依据。
同时,还可以发现接头的缺陷和不足之处,为改进焊接工艺提供指导意见。
总之,钢筋焊接接头试验是确保结构安全的重要环节,必须严格按照标准要求
进行操作。
通过本文的介绍,相信工程师和施工人员能够更加规范地进行钢筋焊接接头试验工作,确保结构的安全性和稳定性。
钢筋接头试验取样方法及结果评定钢筋接头是建筑结构中十分重要的一部分,其连接的质量和性能直接关系到整个结构的安全性和稳定性。
对钢筋接头进行试验取样并评定其结果,对于保障建筑结构的安全至关重要。
1. 取样方法钢筋接头试验取样的方法需要遵循严格的标准和规范,以保证取样的准确性和代表性。
应该选择代表性良好的试验样品,通常情况下可以从各个部位随机取样。
取样的过程应当小心谨慎,避免破坏试验样品的完整性。
在取样的过程中,需要使用专业设备和工具,以确保取样的准确性和可靠性。
在取样完成后,需要将样品进行标注和记录,以便后续的试验和评定工作。
2. 试验评定钢筋接头的试验评定需要综合考虑多个因素,如连接强度、可靠性、持久性等。
评定的过程中,需要对取样的钢筋接头样品进行严格的试验,以获取其性能和特性数据。
在试验过程中,应该关注样品的承载能力、变形性能、耐久性等指标,以全面评定钢筋接头的质量和性能。
可以参考相关的标准和规范,对试验结果进行比对和分析,从而得出对钢筋接头质量的评定结论。
3. 个人观点和理解作为建筑结构中的重要组成部分,钢筋接头的试验取样和结果评定对于保障建筑结构的安全和稳定至关重要。
在进行试验取样和评定的过程中,需要严格遵循相关的标准和规范,确保取样的准确性和评定的客观性。
也需要充分重视试验结果的综合分析和评价,保证对钢筋接头质量的全面、深入和灵活的理解。
总结回顾钢筋接头试验取样方法及结果评定是建筑结构安全保障工作中的一项重要内容。
通过严格的取样和综合的试验评定,可以全面了解钢筋接头的质量和性能,从而为建筑结构的安全和稳定提供可靠的保障。
在日常的建筑工作中,需要充分重视钢筋接头的试验取样和结果评定工作,以确保建筑结构的安全和稳定。
钢筋接头试验取样和评定不仅仅是一项简单的工作,它涉及到建筑结构的安全和稳定。
要确保取样的准确性和代表性,需要经过严格的程序和步骤。
在进行取样时,需要选择代表性良好的试验样品,这样才能有效地评定钢筋接头的质量和性能。
钢筋接头检验取样方法及试验结果评定1.钢筋接头热轧钢筋接头采取闪光对焊、电弧焊、电渣压力焊和机械连接如套筒挤压、锥螺纹等。
钢筋焊接操作人员必需持有上岗证,上岗前还要执行班前焊考核,同时用于焊接参数的确定和钢筋可焊性的检验。
班中焊的试验用于对钢筋焊接成品质量的检验。
1.1.钢筋闪光对焊接头在同一台班内,由同一焊工完成300个同级别、同直径钢筋焊接接头为一批,或在一周内累计计算仍不足300个接头,按一批计算。
做力学性能试验时,随机抽取6个接头,3个做拉伸,3个做弯曲。
取样长度:≥φ20mm,l拉=10d+200,l弯=5d十200;<φ20mm,1拉=10d十250,l弯=5d十200。
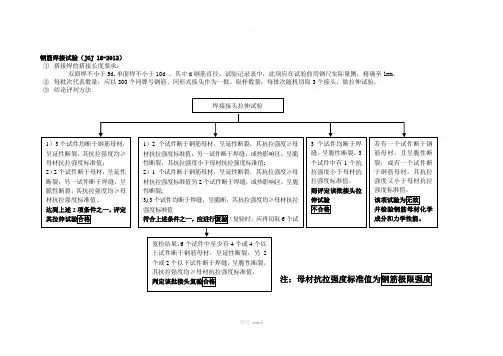
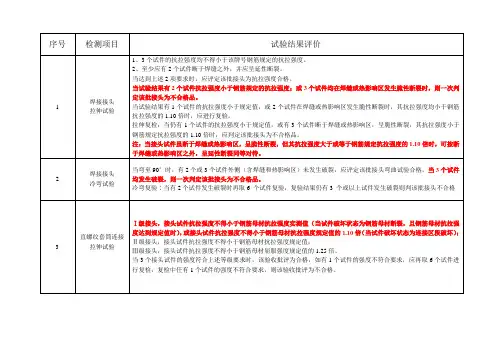
试验结果应符合下列要求:(1).3个试件的抗拉强度均不得小于该级别钢筋规定的抗拉强度;预热处理III级钢筋接头抗拉强度均不得小于热轧III级钢筋接头抗拉强度570MPa。
(2).至少应有2个试件断于焊缝之外,并呈延性断裂。
当试验结果有一个试件抗拉强度小于上述规定值,或有2个试件在焊缝或热影响区发生脆性断裂时,应再抽取6个试件进行复验,复验结果若仍有一个试件的抗拉强度小于规定值时,或有3个试件于焊缝或热影响区呈脆性断裂,则该批钢筋接头为不合格品。
做弯曲试验时,3个弯曲试件试验时至少应有两个试件不得发生破断,当试验结果有·2个试件发生破断时,应再抽取6个试件进行复验,结果如仍有3个试件发生破断,则该批接头为不合格品。
’预应力钢筋与螺丝端杆闪光对焊接头技伸试验结果,3个试件应全部断于焊缝之外,并呈廷性断裂。
当试验结果有一个试件在焊缝或热影响区发生脆断时7应再抽取3个试件进行复验,若仍有一个试件在焊缝或热影响区发生脆断,则该批接头为不合格品。
.1.2.钢筋电弧焊接头在现场焊接条件下,同一楼层、同一焊工以300个同接头形式、同钢筋级别的接头为一批,不足300个接头仍作为一,每批从成品中取3根试件做拉力试验。
取样长度为焊缝两端各留200mm。
钢筋接头检验取样方法及试验结果评定引言钢筋接头是构成钢筋混凝土结构的主要组成部分之一,其质量直接影响到结构的安全性能及使用寿命。
为了保证钢筋接头的质量,需要进行检验取样及试验结果评定。
本文将介绍钢筋接头的检验取样方法及试验结果评定标准。
钢筋接头检验钢筋接头检验是对钢筋接头进行质量检查,可分为外观检验和尺寸检验。
外观检验外观检验主要是检查钢筋接头的表面有无裂纹、变形或变色等缺陷,同时检查钢筋接头的形状是否符合设计要求。
若表面有缺陷,则需要进行重新疏通、削除等修补措施。
尺寸检验尺寸检验主要是检查钢筋接头的长度、直径、肚宽等尺寸是否在设计范围内,以保证结构的安全性能。
若发现尺寸不符合要求,则需要对接头进行重新加工或更换。
钢筋接头取样钢筋接头取样是对钢筋接头进行试验,其目的是为了验证钢筋接头的质量是否符合设计要求。
钢筋接头取样可分为两种类型:无损检测与破坏检测。
无损检测无损检测是采用超声波、磁粉、液体渗透等技术手段进行的检测。
无损检测主要检验钢筋接头的内部缺陷、裂纹等不可见缺陷。
无损检测可以对接头进行有效的检验,但不能保证接头质量。
破坏检测破坏检测是采用试验机等设备对钢筋接头进行破坏性检测。
其目的是为了通过破坏试验得出接头的极限承载力和断裂形态。
破坏检测一般采用冲击试验和抗拉试验两种方式进行。
试验结果评定试验结果评定是对钢筋接头取样试验结果进行分析评估的过程。
其目的是为了对接头的质量进行评估,以决定其是否适合使用。
试验结果评定主要根据以下三个指标进行评定:极限承载力、断裂形态和塑性变形性能。
极限承载力极限承载力是指在钢筋接头试验过程中,所能承受的最大荷载。
极限承载力的大小与钢筋接头质量密切相关,若极限承载力值过小,则需要对接头进行修补或更换。
断裂形态断裂形态是指在钢筋接头达到极限承载力后,接头发生的断裂形态。
断裂形态不仅是一个安全性能指标,也是钢筋接头设计的重要参考指标。
若发现钢筋接头断裂形态与设计不符,则需要重新设计或修补接头。
钢筋焊接头试验方法标准钢筋焊接头是混凝土结构中常见的连接方式,其质量直接关系到结构的安全和稳定。
为了保证钢筋焊接头的质量,需要进行严格的试验方法标准。
本文将介绍钢筋焊接头试验方法标准的相关内容,以便工程技术人员和相关人员能够准确、规范地进行试验工作。
一、试验前准备。
在进行钢筋焊接头试验之前,首先需要准备好试验设备和工具。
包括焊接设备、试验机、焊接材料等。
同时,还需要对试验人员进行培训,确保其具备相关的操作技能和安全意识。
试验前的准备工作非常重要,只有做好了这些工作,才能保证试验的准确性和可靠性。
二、试验方法。
1. 弯曲试验。
弯曲试验是对钢筋焊接头进行质量评定的重要方法之一。
在试验过程中,需要将焊接头放置在试验机上,施加一定的弯曲力,观察其变形和破坏情况。
通过弯曲试验,可以评定焊接头的强度和韧性,判断其是否符合相关标准要求。
2. 剪切试验。
剪切试验是另一种常用的钢筋焊接头试验方法。
在试验中,将焊接头放置在试验机上,施加剪切力,观察其承载能力和破坏形态。
剪切试验可以评定焊接头的抗剪性能,判断其在受力状态下的表现。
3. 金相分析。
除了机械性能试验外,还需要进行金相分析。
通过金相分析,可以观察焊接头的组织结构和成分情况,判断焊接质量是否合格。
金相分析是评定焊接头质量的重要手段之一,对于保证焊接质量具有重要意义。
三、试验结果评定。
在进行试验后,需要对试验结果进行评定。
根据相关标准要求,对焊接头的强度、韧性、抗剪性能等进行评定,判断其是否符合要求。
同时,还需要对金相分析结果进行分析,判断焊接头的组织结构和成分是否合格。
只有经过严格的试验和评定,才能保证钢筋焊接头的质量。
四、试验报告编写。
最后,根据试验结果编写试验报告。
试验报告应包括试验目的、试验方法、试验结果、评定结论等内容。
试验报告是对试验工作的总结和归纳,也是对焊接头质量的验证和证明。
因此,试验报告的编写非常重要,必须准确、清晰地反映试验过程和结果。
总之,钢筋焊接头试验方法标准对于保证焊接质量具有重要意义。
钢筋焊接工艺中的检验评定标准与质量问题处理近年来,随着建筑行业的快速发展,钢筋焊接工艺在建筑结构中的应用也愈发广泛。
然而,由于人工操作、设备技术以及检验评定标准等方面的因素,钢筋焊接工艺质量问题时有发生。
本文将从检验评定标准与质量问题处理两个方面展开讨论。
一、检验评定标准在钢筋焊接工艺中,检验评定标准的制定对于保证焊接质量至关重要。
目前,我国已经建立了一套完善的检验评定标准体系,主要包括钢筋焊接工艺评定及焊工资质评定。
这些标准主要考察焊接接头的强度、外观质量以及钢筋的显微组织等关键指标,以确保焊接质量的稳定性和可靠性。
然而,目前存在的一个问题是标准的复杂性和过于繁琐的检验程序,给施工单位和监督部门带来了一定的困扰。
因此,我们需要在确保质量的前提下,简化评定标准,并提高评定过程的效率,为钢筋焊接工艺提供有效的监督和管理手段。
二、质量问题处理在实际施工中,钢筋焊接工艺存在着一些常见的质量问题,对于这些问题的处理是保证焊接质量的关键。
以下将从焊接缺陷、焊接温度控制以及设备维护等多个维度进行论述。
首先,焊接缺陷是常见的质量问题之一。
主要包括焊点蜂窝、气孔、裂纹等。
对于这些问题,我们需要通过加强焊工培训,提高焊接技术水平,并加强焊接操作过程中的质量控制,以减少焊接缺陷的发生。
其次,焊接温度控制也是影响焊接质量的重要因素之一。
过高或过低的焊接温度都会导致焊接接头的质量下降。
因此,我们需要加强对焊接设备的调试和维护,确保焊接温度的准确控制,从而提高焊接接头的强度和稳定性。
此外,焊接设备的维护也是保证焊接质量的关键。
设备的损坏或未经适当维护可能导致焊接工艺的不稳定,从而影响焊接接头的质量。
因此,我们需要定期对焊接设备进行检修和保养,确保设备的正常运行,以提高焊接质量的稳定性和可靠性。
总结钢筋焊接工艺中的检验评定标准与质量问题处理对于保证焊接质量的稳定性和可靠性至关重要。
要确保焊接工艺的质量,我们需要完善检验评定标准,简化评定过程,并提高评定的效率。
安全管理编号:LX-FS-A42890钢筋接头检验取样方法及试验结果评定In the daily work environment, plan the important work to be done in the future, and require the personnel to jointly abide by the corresponding procedures and code of conduct, so that the overall behavior oractivity reaches the specified standard编写:_________________________审批:_________________________时间:________年_____月_____日A4打印/ 新修订/ 完整/ 内容可编辑钢筋接头检验取样方法及试验结果评定使用说明:本安全管理资料适用于日常工作环境中对安全相关工作进行具有统筹性,导向性的规划,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。
资料内容可按真实状况进行条款调整,套用时请仔细阅读。
1.钢筋接头热轧钢筋接头采取闪光对焊、电弧焊、电渣压力焊和机械连接如套筒挤压、锥螺纹等。
钢筋焊接操作人员必须持有上岗证,上岗前还要执行班前焊考核,同时用于焊接参数的确定和钢筋可焊性的检验。
班中焊的试验用于对钢筋焊接成品质量的检验。
1.1.钢筋闪光对焊接头在同一台班内,由同一焊工完成300个同级别、同直径钢筋焊接接头为一批,或在一周内累计计算仍不足300个接头,按一批计算。
做力学性能试验时,随机抽取6个接头,3个做拉伸,3个做弯曲。
取样长度:≥φ20mm,l拉=10d+200,l弯=5d十200;<φ20mm,1拉=10d十250,l 弯=5d十200。
试验结果应符合下列要求:(1).3个试件的抗拉强度均不得小于该级别钢筋规定的抗拉强度;预热处理III级钢筋接头抗拉强度均不得小于热轧III级钢筋接头抗拉强度570MPa。