车床刀具及工艺卡
- 格式:doc
- 大小:115.00 KB
- 文档页数:4
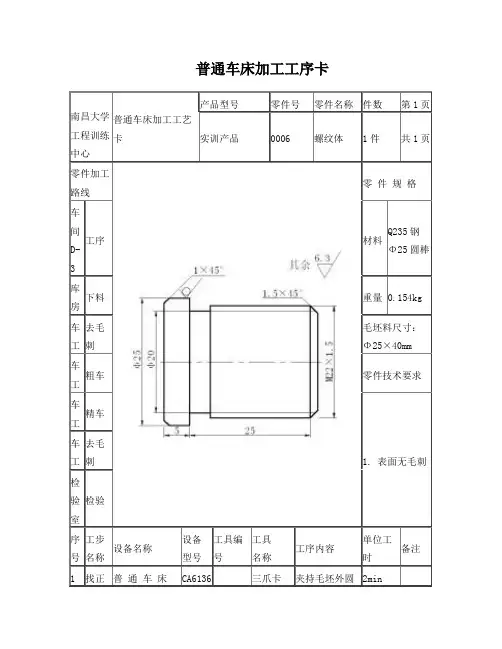
普通车床加工工序卡南昌大学 工程训练中心 普通车床加工工艺卡 产品型号零件号 零件名称 件数第1页实训产品0006螺纹体1件共1页零件加工路线零 件 规 格车间D-3 工序 材料Q235钢 Φ25圆棒 库房 下料 重量 0.154kg 车工 去毛刺 毛坯料尺寸: Φ25×40mm 车工 粗车 零件技术要求 车工 精车 1. 表面无毛刺 车工 去毛刺 检验室 检验 序号 工步 名称设备名称设备 型号 工具编号 工具 名称 工序内容单位工时备注 1 找正 普 通 车 床 CA6136三爪卡夹持毛坯外圆2min夹紧盘、卡盘、刀架扳手等伸出50找正夹紧2 车端面45°弯头刀车端面2min3 车外圆90°外圆偏刀车M22×1.5螺纹外圆至长度2min4 切槽切槽刀切4×Φ20槽5min5 车螺纹60°三角螺纹刀车M22×1.5螺纹15min6 车端面、切断切断刀、45°弯头刀按总长切断,调头车端面倒角10min7 检验0~150mm游标卡尺、0~25mm千分尺M22×1.5螺纹环规等5min编制邹发金审核批准会签编制日期2005.5普通车床加工工艺卡南昌大学工程训练中心普通车床加工工艺卡产品型号零件号零件名称件数第1页实训产品CG002 球体1件共1页零件加零件规格紧2 划线普通R圆弧刀、锉刀等划线长分别为10、20、24处2min3 切槽圆弧刀在20至24长位置上移动切槽至Φ85min4 车球面车前面R10,车后面R1015min R规R105 锉光切断用锉刀锉光球面后到总长切断,去毛头5min6 检验0~150mm游标卡尺5min编制邹发金审核批准会签编制日期2005.5 普通车床加工工艺卡南昌大学工程训练中心普通车床加工工艺卡产品型号零件号零件名称件数第1页实训产品CG003 销钉1件共1页零件零件规格普通车床加工工艺卡南昌大学工程训练中心普通车床加工工艺卡产品型号零件号零件名称件数第1页实训产品CG005 轴套1 1件共1页零件加工路线车间D-3工序库房下料车工去毛刺车工粗车车工精车车工去毛刺检验室检验序号工步名称设备名称设备型号工具编号工具名称工序内容单位工时备注1 找正普通车CA6136 三爪卡夹持毛坯外圆伸2min夹紧床盘、卡盘、刀架扳手等出50找正夹紧2 车端面、外圆90°外圆偏刀、45°弯头刀车端面、外圆Φ24±0.05至长315min3 钻孔中心钻Φ3,麻花钻Φ12钻Φ12孔至长31mm10min4 切断切断刀中心钻引孔,去毛头,切断至长315min5 车端面45°弯头刀调头车端面长30去毛头5min6 检验0~150mm游标卡尺、0~25mm千分尺、塞规等5min编制邹发金审核批准会签编制日期2005.5 普通车床加工工艺卡南昌大学工程训练中心普通车床加工工艺卡产品型号零件号零件名称件数第1页实训产品CG005 轴套2 1件共1页零件加工路线零件规格面刀长25去毛头4 检验0~150mm游标卡尺、0~25mm千分尺、塞规等5min 内径量表编制邹发金审核批准会签编制日期2005.5普通车床加工工艺卡南昌大学工程训练中心普通车床加工工艺卡产品型号零件号零件名称件数第1页实训产品CG001 锥体1件共1页零件加工路线零件规格车间D-3 工序材料Q235钢Φ25圆棒库房下料重量 0.13 kg车工去毛刺毛坯料尺寸:Φ25×33mm车工粗车零件技术要求车工精车1. 表面无毛刺车去毛普通车床加工工序卡学工程训练中心艺卡数实训产品CG004 综合件1件共1页零件加工路线车间D-3工序库房下料车工去毛刺车工粗车车工精车车工去毛刺检验室检验序号工步名称设备名称设备型号工具编号工具名称工序内容单位工时备注1 找正夹紧普通车床CA6136三爪卡盘、卡盘、刀架扳手等夹持毛坯外圆伸出70找正夹紧2min。
数控加工电子教案之车削工艺分析过程及工艺卡片和刀具卡片车削工艺分析学习任务一:工艺分析【步骤一】:数控加工内容的选择该零件所有内容选择在同一台数控车床上完成。
零件有内外圆柱面、内外圆锥面和螺纹等,适合在数控车床上完成全部加工。
【步骤二】:零件的工艺性分析该零件表面由圆柱、圆锥等构成。
件1和件2之间1:5锥面配合要求配作,孔与轴为间隙配合,要求两处径向同时配合,轴向配合均允许留有较大间隙,属于“径向过定位”问题。
经分析,本例将采取用修配法首先保证1:5锥面的配合,而孔与轴通过加工过程中的测量来控制其尺寸精度,从而保证其配合精度。
件1和件3是通过螺纹配合。
主要表面粗糙度要求均是Ra1.6。
件1和两圆柱面有同轴度公差要求,件2锥孔和之间也有同轴度公差要求,两端面之间有平行度公差要求。
尺寸标注完整,轮廓描述清楚。
零件材料为45号钢,无其他热处理和硬度要求。
该零件各台阶直径相差不大,力学性能要求不高,并为小批量生产,因此毛坯选用普通型材?50mm×155mm。
学习任务二:工艺路线的设计【步骤一】:加工方法及加工方案的选择本配合零件主要采用车端面、车外圆和车内孔的加工方法,外圆采用采用粗车→精车的加工方案。
内孔加工采用钻→粗镗→精镗的加工方案。
1:5锥面配合采用修配法保证尺寸精度,其他尺寸经粗、精车后能达到加工要求。
零件内、外圆尺寸精度达到IT9级,表面粗糙度要求达到Ra1.6,粗车后余量较均匀,不需安排半精加工。
【步骤二】:加工阶段的划分划分成粗加工和精加工二个加工阶段。
因为粗车时因加工余量大、切削力和夹紧力大等因素造成较大的加工误差,如果粗、精加工混在一起,就无法避免由上述原因引起的加工误差。
划分成粗、精加工二个加工阶段,粗加工造成的加工误差可通过精加工得到纠正,从而保证加工质量。
【步骤三】:工序的划分采用按安装次数来划分工序,共分六个工序。
第一次装夹:夹φ50毛坯,加工零件2外轮廓并切断零点在右端面中心;第二次装夹:夹零件φ50毛坯,加工零件3外轮廓并切断零点在左端面中心;第三次装夹:夹φ50毛坯,加工零件1左端外轮廓并切断;第四次装夹:夹零件1φ35外圆,加工右端外轮廓;第五次装夹:加工零件2内孔至尺寸要求零点在左端面中心;第六次装夹:加工零件3内孔及内螺纹至尺寸要求零点在右端面中心。
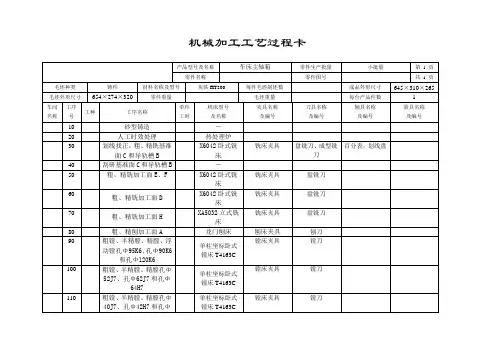
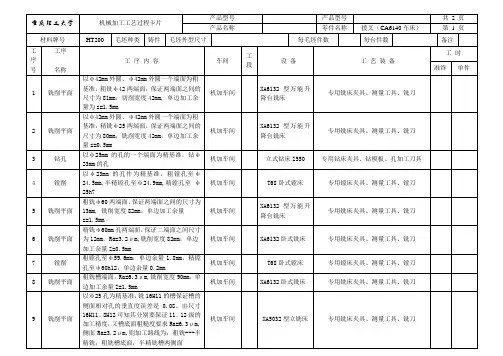
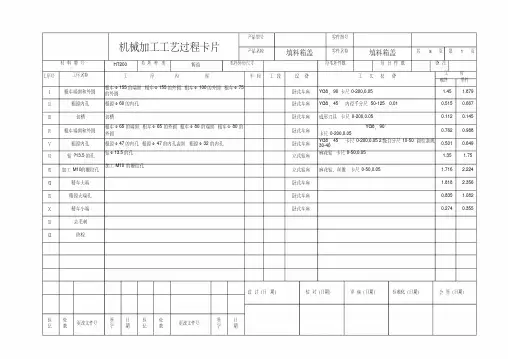
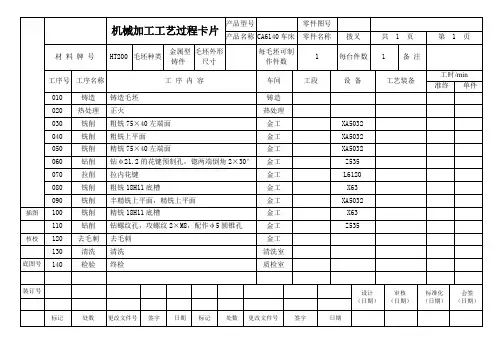
重庆理工大学机械加工工艺过程卡片产品型号产品型号共 2 页产品名称零件名称拨叉(CA6140车床)第 1 页材料牌号HT200 毛坯种类铸件毛坯外型尺寸每毛坯件数每台件数备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1 铣削平面以φ42mm外圆、φ42mm外圆一个端面为粗基准,粗铣φ42两端面,保证两端面之间的尺寸为81mm,切削宽度42mm, 单边加工余量为z=1.5mm机加车间XA6132型万能升降台铣床专用铣床夹具、测量工具、铣刀2 铣削平面以φ42mm外圆、φ42mm外圆一个端面为粗基准,精铣φ25两端面,保证两端面之间的尺寸为80mm,铣削宽度42mm,单边加工余量z=0.5mm机加车间XA6132型万能升降台铣床专用铣床夹具、测量工具、铣刀3 钻孔以φ25mm的孔的一个端面为精基准,钻φ23mm的孔机加车间立式钻床Z550 专用钻床夹具、钻模板、孔加工刀具4 镗削以φ23mm的孔作为精基准,粗镗孔至φ24.5mm,半精镗孔至φ24.9mm,精镗孔至φ25h7机加车间T68卧式镗床专用镗床夹具、测量工具、镗刀5 铣削平面粗铣φ60两端面,保证两端面之间的尺寸为13mm, 铣削宽度82mm,单边加工余量z=1.5mm机加车间XA6132型万能升降台铣床专用铣床夹具、测量工具、铣刀6 铣削平面精铣φ60mm孔两端面,保证二端面之间尺寸为12mm,Ra=3.2μm,铣削宽度82mm,单边加工余量Z=0.5mm机加车间XA6132卧式铣床专用铣床夹具、测量工具、铣刀7 镗削粗镗孔至φ59.6mm,单边余量1.8mm,精镗孔至φ60h12,单边余量0.2mm机加车间T68卧式镗床专用镗床夹具、测量工具、镗刀8 铣削平面粗铣槽端面,Ra=6.3μm,铣削宽度90mm,单边加工余量Z=1.5mm机加车间XA6132卧式铣床专用铣床夹具、测量工具、铣刀9 铣削平面以φ25孔为精基准,铣16H11的槽保证槽的侧面相对孔的垂直度误差是0.08。
机械加工工艺过程卡片零件号零件名称牛头刨床推进架设施夹具刀具量具工时工序号工序名称( min )名称型号名称规格名称名称规格名称机械加工工艺卡片工序名称车端面,钻孔,镗工序号1孔,切内槽,倒角部件名称方刀架部件号部件重量安装工步安装及工步说明刀具量具资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1走刀长度走刀次切削深度进给量主轴转速切削速度基本工时( mm)数( mm)(mm/r )( r/s)( m/s)( s)1234567 21粗车Φ 36mm 端面钻Φ 25mm 孔至Φ23mm粗镗Φ 36mm孔,孔深 39mm半精镗Φ 36mm孔切内槽37mm*3mm精镗Φ 36mm 孔孔口倒角 1*45车底面YT5 端面车刀(刀杆卡板16mm*25mm )Φ23 高速钢锥柄标准麻花钻陶瓷镗刀YT15 镗刀偏头端面车刀YT30 镗刀YT5 端面车刀651230569751183391120013239110011112001363613616516530569安装工步1 12 13 14 1机械加工工艺卡片安装及工步说明刀具铣四方, 125高速-0mm×125-钢镶0齿三0. 6mm,去毛面刃刺, R aμm铣刀铣四侧压刀槽,保证尺同上寸 24mm精铣 C面同上高速倒角 1×45o钢直柄立铣刀工序名称铣四方,铣压刀槽,倒角工序号2部件名称方刀架部件号部件重量资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1走刀长度走刀次切削深度fz V f主轴转速切削速度基本工时量具数( mm)(mm/z )(mm/min )( r/min )(m/min )(min )( mm)卡板1291260卡板1251260卡板1251375600424卡板12511150020机械加工工艺卡片工序名称车端面,车环形槽,镗孔工序号3部件名称方刀架部件号部件重量资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1安装工步安装及工步说明刀具走刀长度切削深度进给量主轴转速切削速度基本工时量具走刀次数(mm)(mm/r )( r/min )( m/min )(min )(mm)1半精车Φ 2501㎜孔端面2车环型槽精镗Φ25+00.023㎜3孔4倒角焊接式45°弯62.511370卡板头外圆车刀高速钢车刀W18C r18124VYT30331127100镗刀45°弯头外圆1105305120车刀机械加工工艺卡片工序名称钻、铰、扩孔,攻螺纹工序号4部件名称方刀架部件号部件重量资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1安装工步安装及工步说明刀具量具走刀长度切削深度进给量主轴转速切削速度基本工时走刀次数( mm)( mm/r )( r/min )( m/min )( min )(mm)钻 4- Φ 150Φ1㎜㎜高速钢孔锥柄麻花1钻㎜锥柄机用2铰 4-Φ150铰刀(高孔速钢 )Φ钻 8 个 M12-6H10.1 ㎜1高速钢锥孔至Φ柄麻花钻2Φ 112扩 8 个 M12-6H㎜高速钢孔锥柄扩花钻915459114024166802224119533 123 安装工步攻 M12-6H 孔螺M12㎜高速钢241195纹机用丝锥Φ 9孔㎜高速钢1596027钻Φ 100锥柄麻花钻孔至锥柄铰Φ100机用铰刀11956Φ10(高速钢)攻 M12-6H 孔螺M12㎜高速钢1195纹机用丝锥机械加工工艺卡片工序名称热办理工序号8部件名称方刀架部件号部件重量资料毛坯牌号硬度型式重量45#钢HBS207~241模锻件7kg设施夹具协助工具名称型号车床C620-1安装及工步说明刀具走刀长度走刀次切削深度fz V f主轴转速切削速度基本工时量具数( mm)(mm/z )(mm/min )( r/min )(m/min )(min )( mm)热办理, C 表面淬火HRC40~50机械加工工艺卡片工序名称磨端面、侧面部件名称方刀架部件重量资料牌号硬度45#钢HBS207~241设施名称型号车床C620-1安装工步安装及工步说走刀长度走刀切削深度fa fr刀具量具次数( mm)明(mm)磨Φ36 ㎜端20 ㎜11面 , 保证 390-WA46KV6P350X40X127 卡板1251㎜㎜㎜磨Φ250㎜端面,保证20 ㎜21WA46KV6P350X40X127卡板1251㎜0 -72 ㎜ ,Ra0.8 ㎜31磨四个侧面 ,WA46KV6P350X40X127卡板1251Ra0.8 ㎜机械加工工艺卡片工序名称终检部件名称方刀架部件重量资料牌号硬度45#钢HBS207~241设施工序号9部件号毛坯型式重量模锻件7kg夹具协助工具主轴转速切削速度基本工时(r/min )(m/min)(min)150015001500工序号11部件号毛坯型式重量模锻件7kg夹具协助工具名称型号车床C620-1安装工步安装及工步说明刀具走刀长度走刀次切削深度fz V f主轴转速切削速度基本工时量具数( mm)(mm/z )(mm/min )( r/min )(m/min )(min )( mm)按图纸要求检查广西大学机自工艺专业机械加工工艺过程卡片零件号零件名称工序号工序名称1备料2模锻3热办理,正火4车φ 36mm 端面,钻φ25mm 孔,镗φ36mm 孔,切内槽,孔口倒角。
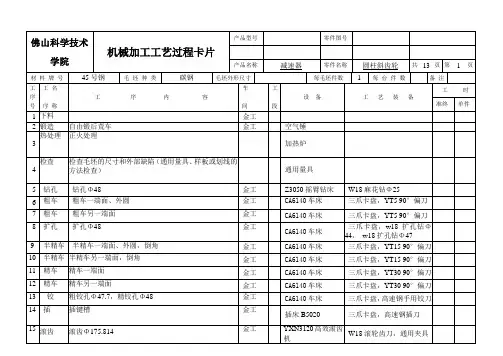
16 剃齿剃齿Φ175.814 金工YA4232剃齿机W18剃齿刀,通用夹具17 钻孔钻4个Φ15孔金工Z3050摇臂钻床W18麻花钻Φ15,三爪卡盘18 清洗倒角,去毛刺清洗槽锉刀19 油封入库(用黄油涂抹整个零件表面,用油蜡纸包装,入库)。
设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号产品名称减速器零件名称齿轮共13 页第 2 页车间工序号工序名称材料牌号金工车间Ⅴ钻孔45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床CA6140车床车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔∅25mm Z3050摇臂钻床191 15.7 0.45 12.5 1标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第 3 页车间工序号工序名称材料牌号金工Ⅵ粗车金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床CA6140 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车端面CA6140车床204 123.24 1.0 2.0 22 粗车外圆CA6140车床220 129.11 1.0 1.4 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第 4 页车间工序号工序名称材料牌号金工车间Ⅶ45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗车另一端面CA6140车床210 123.24 1.0 2.0 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号Ⅷ扩孔金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 扩孔∅44mm CA6140车床50 6.91 1.2 9.52 扩孔∅47mm CA6140车床50 7.22 1.2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工车间Ⅸ精车45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车端面CA6140车床275 127.90 0.3 1.3 12 半精车外圆CA6140车床250 144.53 0.30 0.575 13 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号金工车间Ⅹ精车45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件图二 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 半精车另一端面CA6140车床275 127.90 0.3 1.3 12 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期Ⅺ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车一端面CA6140车床250 142.72 0.20 0.5 22 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期Ⅻ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1 切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 精车另一端面CA6140车床250 142.72 0.20 0.5 22 倒角CA6140车床250 142.72 0.20 0.75 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第10 页车间工序号工序名称材料牌号ⅩⅢ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铰CA6140车床100 14.76 1.72 0.3 12 精铰CA6140车床100 14.82 1.46 0.1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第11 页车间工序号工序名称材料牌号ⅩⅣ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 插键槽插床B50200.14 0.23 1 5设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第12 页车间工序号工序名称材料牌号ⅩⅤ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 滚齿Y3150E滚齿机110 24.34 1.6 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期佛山科技学院机械加工工序卡片产品型号零件图号图一产品名称减速器零件名称齿轮共13 页第13 页车间工序号工序名称材料牌号ⅩⅥ金工车间45钢毛坯种类毛胚热处理毛坯外形尺寸每毛坯可制件数锻件 1设备名称设备型号设备编号同时加工件数普通车床 1切削液量具名称同时加工件数1夹具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量背吃刀量进给次数工步工时r/min m/min mm/r mm 机动辅助1 剃齿YA4232剃齿机1100 17.99 0.06 0 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
数控车床零件图(15)加工及工艺分析作者:李沂摘要:当前数控技术的发展速度很快,作为一个机加工行业的人来说做好一份设计是非常重要的。
根据零件图纸的要求,从材料的选择,刀具的选用,装夹方案的确定,加工路线的设计,数值的计算,加工参数的设定,程序的编写,仿真加工,最后加工出符合零件图纸尺寸要求和形状要求的产品。
关键字:数控 , 加工 ,工艺分析 , 刀具一、课程设计的目的课程设计是在学完本专业所设的相关课程,并进行生产实习的基础上检查学生所学的基础理论知识与实际生产经验相结合的能力。
它要求学生较全面地综合运用本专业及其有关课程的理论和实践知识,进行相应科目的课程设计。
本课程设计是数控加工工艺与编程课程设计,具体设计内容为:根据给定工件图纸,编写加工工艺规程,并说明工艺装备仪器和各项参数的计算和选取方法。
其设计目的在于:1、培养学生运用机械制造工艺学与所涉及的有关课程(机械制造基础与实践、机械设计基础、互换性与检测技术、机械制图、AutoCAD、数控机床等)的知识,结合生产实习中掌握的实践技能,独立地分析和解决工艺问题,编写工艺规程的能力。
2、培养学生熟悉并运用有关手册、规范、图表等技术资料的能力。
3、进一步巩固和加深学生识图、计算机绘图、参数计算、数控编程和编写技术文件等基本技能。
二、数控机床故障诊断与维修随着电子技术和自动化技术的发展,数控技术的应用越来越广泛。
以微处理器为基础,以大规模集成电路为标志的数控设备,已在我国批量生产、大量引进和推广应用,它们给机械制造业的发展创造了条件,并带来很大的效益。
但同时,由于它们的先进性、复杂性和智能化高的特点,在维修理论、技术和手段上都发生了飞跃的变化。
数控维修技术不仅是保障正常运行的前提,对数控技术的发展和完善也起到了巨大的推动作用,因此,目前它已经成为一门专门的学科。
另外任何一台数控设备都是一种过程控制设备,这就要求它在实时控制的每一时刻都准确无误地工作。
阶梯轴机械加工工序卡片
工件名称:阶梯轴
工件材料:45#钢
工件尺寸:φ30mm×L120mm
加工要求:表面光洁度Ra0.8,轴径公差±0.01mm,轴长公差±0.5mm
机床:数控车床
刀具:外径切削刀、内径镗刀、车削刀、切断刀
夹具:三弹性夹紧器、圆柱夹紧器
工序:
1. 材料分割
将45#钢材料按工件长度要求分割,并进行精度检查,确保工件长度公差为±0.5mm.
2. 粗加工
将工件夹紧于三弹性夹紧器上,装置于数控车床上,使用车削刀进行粗加工。
粗加工时,应先进行外圆车削,后进行内孔加工,确保工件直径公差为±0.01mm、内孔公差为H7级别。
将工件进行反转,并进行车削刀调整。
使用车削刀加工阶梯轴的肩部。
加工中应保证工件的轴肩公差达到±0.02mm。
5. 精度检验
完成阶梯轴的加工后,进行精度检验。
应检测工件直径、轴长公差是否符合要求。
如若发现不符合要求,在进行调整后,重新进行检验。
6. 抛光处理
将工件进行抛光处理,达到表面光洁度要求Ra0.8。
加工完成后,进行最终检验及包装。
加工中所需注意事项:
1. 数控车床的使用环境应干燥、清洁、避免尘土影响设备正常使用。
2. 加工刀具的保养应定期进行,保证其切削效果及寿命。
3. 夹具的使用应注意夹紧力度是否适当,避免对工件表面造成损伤。
4. 操作人员应熟练运用加工设备及相应技能,保证工件质量。
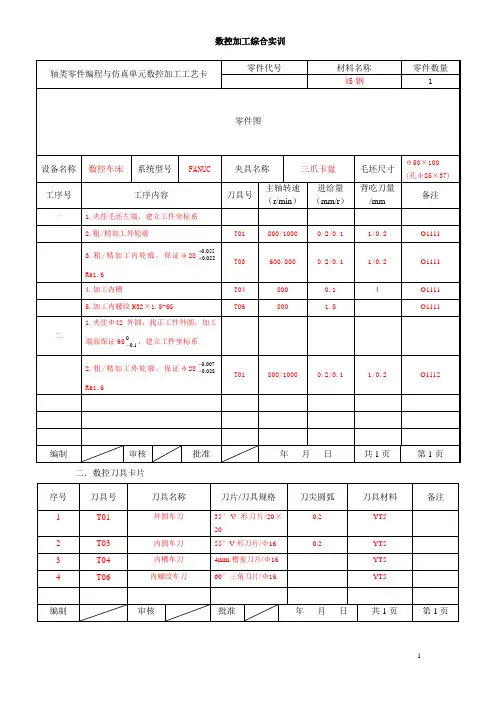
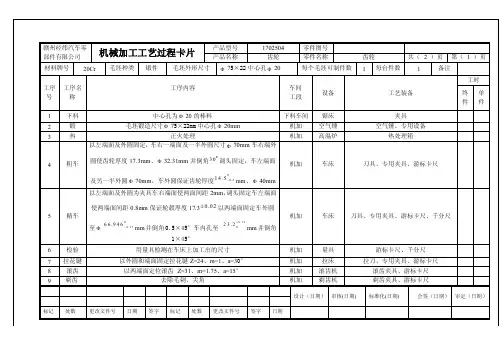
实训项目一任务书编写加工下图零件工艺文件及数控加工程序。
(工艺文件含工艺过程卡、工序卡、刀具调整卡)。
工件材料为45#钢,数量200件。
机械加工工艺过程卡产品名称零件名称零件图号A塞A-1材料45钢毛坯Φ25×45总工时工序号工序名称工序简要内容设备名称夹具量具工时1车外轮廓1.车端面平数控车床CK6132三爪卡盘2.粗车及半精车外圆柱面Φ24-0.03,留精加工余量0.3;游标卡尺0~1253.粗车及半精车圆柱面Φ18-0.03×25,留精加工余量0.3;4.粗车及半精车圆锥面30°,留精加工余量0.3;5. 精车外圆柱面为Φ24-0.03,Ra1.6;千分尺0~256.精车车圆柱面Φ18-0.03×25,Ra1.6;7.精车圆锥面30°Ra1.6;万能角度尺8.倒角C2;9.切槽4×Φ13, Ra3.2游标卡尺0~12510.取合30总长切断2去毛刺锉刀3检验4入库设计审核共页第页数控车刀具调整卡零件名称塞零件图号A-1 设备名称数控车床设备型号CK6132程序号O1001 材料45#硬度HB225工序名称车工序号 1序号刀具编号刀具名称刀片材料牌号刀具参数刀补地址刀尖半径刀杆规格半径形状1T195°外圆车刀YT150.420×200101 2T24×18槽刀YT150.120×200202设计审核共页第页数控加工工序卡零件名称螺塞零件图号A-1夹具名称三爪卡盘设备名称及型号数控车床CK6132材料45#硬度HB225工序名称车工序号 1。
数控加工 工艺过程卡产品 型号零件 图号 共2页 产品 名称零件 名称 轴(5)第1页零件件号 材料 牌号45# 毛坯 种 类圆钢 单件重量(公斤) 净重数控程序名O9081 O9082每台件数 规格尺寸Ø50ⅹ80 毛重3.5Kg工序号 工序 名称 工步号 工 序 工 步 内 容 设备与 程序号 工艺装备工 艺 简 图夹具 刀具与刀号 量具 1 下料1圆钢下料ø50×80锯床 锯条钢尺2 钻Φ20孔 车床Φ20钻头2 粗车 三爪卡盘夹Φ50外圆,夹长25,加工要求见工艺图1,程序号O9081。
CAK6150D 三爪 卡盘 游标 卡尺1 试切外圆及端面,对刀。
右端为工件零点。
O9081 930车刀T01012 平端面3 粗车Φ32-0.0250处至Φ32.6mm ,倒c2角4粗车圆弧R7.3MM 。
5 粗车Φ46-0.0390处至46.6mm 。
3 精车 序2,加工要求见工艺图2,程序号O9081。
CAK6150B 三爪 卡盘 350车刀1 精车Φ32-0.0250处至尺寸,倒c2角 千分尺2精车圆弧R7MM 。
3精车Φ46-0.0390处至尺寸。
千分尺 4粗车装夹同上,加工要求见工艺图3,程序号O9081。
CAK6150B 三爪 卡盘 游标卡尺1粗车Φ24处至Φ23.6×35(长)。
930内孔刀T03032粗车Φ26 0.+0.033孔至Φ25.4×20930内孔刀T03035精车装夹同上,加工要求见工艺图4,程序号O9081。
CAK6150B 三爪 卡盘930孔车刀 内径千分尺1 精车Φ24处至Φ24×35(长)。
930内孔刀T03032 精车Φ26 0.+0.033孔至尺寸,930内孔刀T03036 粗车 卡盘夹Φ32外圆(包紫铜皮),加工要求见工艺图5,程序号O9082。
CAK6150B 三爪 卡盘工艺简图5‘ 1 试切外圆及端面,对刀。
CAD/CAM比赛(车床刀具及工艺卡)
(一)加工工艺分析
1、图样分析
(1)装配图分析
组合体装配图分析如图7-1表示,共有3项技术要求。
(2)零件图分析
2、装夹方案与加工顺序的确定
(1)零件1工艺分析
(2)零件2工艺分析
(3)零件3工艺分析
该组合件的工序划分如下;
工序1:零件2、3的主要轮廓加工,见表7-2
工序2:用铜皮包夹件2的ø43外圆,手动车右端面,保证总长35mm±0.005mm,并倒内外圆倒角C1
工序3:卸下件2,用铜皮包夹件3的ø36外圆,手动车右端面,并倒内外圆倒角C1.5与C1.
工序5:零件1右端部分的加工,见表7-4.注意与零件2、零件3进行试配,不拆除件1进行修整,保证各项配合精度。
3、刀具及切削用量的选择
4、工艺文件的编制
(1)、配合套件数控车削加工刀具卡,见表7-1。
(2)、零件2、3的主要轮廓加工工序卡,见表7-2。
表7-2 零件锥套、螺母数控加工工序卡
(3)、零件1左端部分的数控加工工序卡,见表7-3。
(4)、零件1右端部分的数控加工工序卡,见表7-4。