车削加工精度一般为IT8~IT7,表面粗 糙度为Ra6.3~1.6μm
精车时IT6~IT5,表面粗糙度为Ra0.4~
0.1μm
2、车床的种类
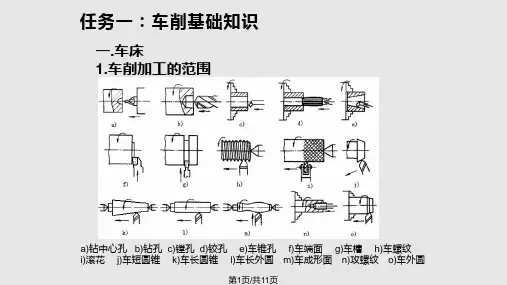
卧式车床:通用车床中应用最普遍、工艺范 围最广泛的。可以完成各种类型的内外回转体 表面的加工,还可进行钻、扩、饺、滚花等。 但其自动化程度低,加工生产率低、加工质量 受操作者的技术水平影响较大
第二主参数——更完整的表示其工作能力 和尺寸大小。一般用最大工件长度或与此有 关的机床部件尺寸。
运动参数—反映机床执行件的速度
各部件的移动行程范围、各种运动的速度范 围和级数等
动力参数—各电动机功率
三、机床的型号编制
机床型号是赋予每种机床的一个代 号,它用来表明机床的类型、通用特性、 结构特性和主要技术参数等。
顺铣
2、铣削方式—铣削时铣刀相对于工件的运动
和位置关系。
1)周铣:利用分布在铣刀圆柱面上的切削刃来形成平 面(或表面)的铣削方法
A、顺铣 :铣刀旋转切入工件的方向与工 件的进给方向相同
切削厚度由最大到零
铣削力始终压向工作台,避免了工件的 上下振动,使刀具耐用度和已加工表面 质量提高。
进给力与进给方向相同,铣床工作台传 动丝杠与螺母之间的间隙处于不利位置 ,工件可能会窜动。因此,要求进给机 构具有消除丝杠螺母间隙的装置
铣削铸件或锻件等表面有硬皮的工件或者粗 加工时用逆铣
2)端铣:利用铣刀端面的刀齿来铣削工件的 加工表面。
对称铣削:工件安装在铣刀的对称位置 上,刀齿切入和切出工件的切削厚度相 同
不对称铣削:刀齿切入的切削厚度小于 或者大于切出工件的切削厚度
第二章 机械制造装备 2.1金属切削机床的基础知识
一、机床的分类