65mn热处理工艺
- 格式:docx
- 大小:625.18 KB
- 文档页数:13
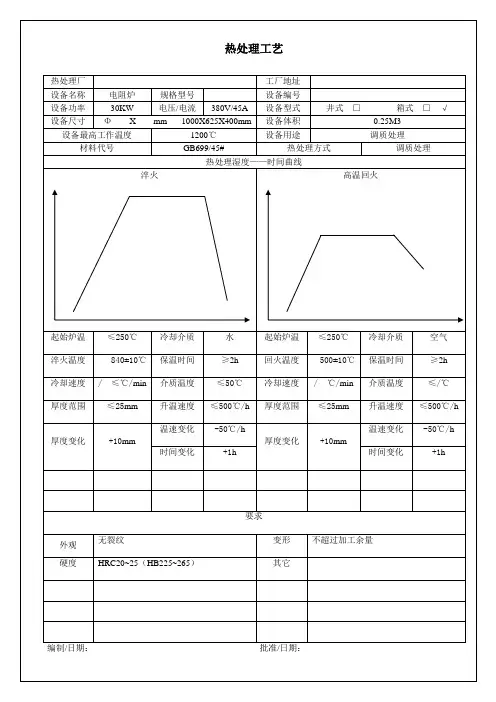
热处理工艺设计
说明书
设计题目 65Mn圆锯片的热处理
班 级
学生姓名
学 号
指导教师
1零部件简图、钢种和技术要求
圆锯片简图如图1所示:
图1圆锯片简图
技术要求:硬度HRC42-47 材料:65Mn
钢种选择原则:65Mn弹簧钢弹性及塑性好,材料经济,热处理淬透性好,其受热温度低,易变形可用于要求切削要求不高的木工锯片。
3.设计说明
3.1 服役条件、失效形式
圆锯片是多刃刀具, 在切削过程中其刃部的线速度很高, 但切削过程是不连续的, 刃部周期性地受力, 瞬间由零变至最大, 受到很大的冲击负荷, 并产生振动。所以, 要求锯片有足够的韧性。圆锯片刃
部的前刃面上的应力分布如图2所示。在通常情况下, 正应力大约为
1500-4000 MPa , 在这样大的正应力作用下而不破坏, 要求锯片有足够的抗弯强度。
图2锯片的刃部受力图:
圆锯片的刃部受正应力和剪应力的综合作用。在切削过程中其前刃侧刃被磨去,因此, 锯片的硬度和抗磨损能力, 是关系锯片使用寿命的最关键的性能指标。绝大多数锯片是磨钝而失效的, 所以锯片的硬度高,耐磨性就好, 则切削能力就强, 使用寿命就增加。在同样硬度的条件下, 耐磨性还和金相组织有关。
3.2性能要求
1、良好的切削性能(表现在齿部的硬度和几何形状);
2、高的屈服强度、款的疲劳极限;
3、在高温下保持一定的热强度、红硬性;
4、良好的抗松弛性;
5、耐冲击(ak值高);
6、稳定的组织与尺寸;
7、工作在最佳弹性区。
3.3 65Mn钢化学成分及在钢中的作用
GB/T 1222-2007列出了65Mn钢的化学成分如表1所示:
元 素 C Mn Si Cr P、S
成 分 0.62%~0.7% 0.9%~1.2% 0.17%~0.37% ≤0.25% ≤0.035%
表1
临界点(近似值)如表2所示:
Ac1 Ac3 Ar1 A3r Ms 退火态硬度
726℃ 765℃ 689℃ 741℃ 270℃ 229HBW
表2
金元素Mn的作用:和65Mn钢比较,加入了Mn是为了提高钢的淬透性与强度,降低钢的脱碳敏感性。Mn的加入,使奥氏体区扩大,奥氏体等温转变图右移,Ms点下降,这样淬火后有较多的参与奥氏体有利于校直压平。
3.4 热处理技术要求
锯片直径500mm,厚度5mm,内孔均为直径25mm。整体淬火硬度为44-48HRC,平面度<0.5mm。
一、要求锯片有足够的韧性,正应力约为1500-4000MPa,在这样大的正应力作用下而不破坏, 要求锯片有足够的抗弯强度。硬度和抗磨损能力, 是关系锯片使用寿命的最关键的性能指标。
二、从失效分析可知,绝大多数的锯片是因磨损而停用的。所以锯片的硬度高,耐磨性就好,切削能力就强,使用寿命就高。当然,在同样硬度的条件下, 耐磨性还和金相组织有关系,有不同工艺获得的相同硬度,常常因金相组织的差异导致寿命的极大悬殊。因此锯片质量好坏,很大水平上取决于热处理水平的高低。
3.5圆锯片制造工艺流程
下料—锻造—预备热处理-粗机加工-最终热处理-精加工
4.热处理工艺性能分析
4.1 根据《金属热处理》1994年第11期知识可知:65Mn钢的TTT曲线如图3所示,CCT曲线如图4所示,理想淬火冷却如图5所示。
图3 65Mn钢的TTT曲线
图4 65Mn钢的CCT曲线
图5 65Mn 锯片理想淬火冷却示意图
4.2用等等温处理代替淬火回火处理
对65Mn钢冷切圆锯片采用淬火回火工艺普遍, 多数厂家使用的
淬火介质是油, 少数厂家是在硝盐中分级冷却(在2 00一2 20℃ 的硝盐中停留2 一3 m in , 取出后在压力机上校直)最后在3 60 ~ 3
70 ℃ 回火, 得到回火屈氏体组织,其硬度为45~50 HRC,ak
=25~30J/cm^2。
加热温度也是86 0 ℃ 加热油淬后, 在不同的温度回火2h;然后在不同温度的硝盐中等温停留30 m in 。等温处理的试样, 最后经20 0 ℃
x1.5h回火。现在各厂家采用的淬火回火工艺处理后, 硬度值为45 ~
so H R C, 符合有关标准和用户的要求。这一硬度范围对应的冲击韧
度(a K值)是25 ~ 30 J/cm^2。大量的生产实践已经,证明, 这样的韧度值, 在使用过程中是不会发生碎裂、崩刃、折断等非正常破坏的,
使用是安全的。但是, 如果采用3 00 一3 20 ℃ 等温处理, 获得下贝氏体组织, 其硬度可提高到50 ~ 5 5 H R C, 冲击韧度提高到
a K = 30~40J/cm^2。下贝氏体组织既具有高硬度、高强度, 又具有高韧度, 这一研究结论是在多年以前就得出了。对65Mn钢锯片的长期生产和使用的实践已经证明, 在保证韧度要求前提下, 其硬度值越高, 它的耐磨性越好, 切削寿命越长。因此, 用贝氏体等温处理取代淬火回火处理, 提高锯片的内在质量和使用寿命是完全可行的。锯片是薄壁工具, 厚薄均匀一致, 在大批量生产中, 等温处理工艺也是容易实现的。工厂要推广这一工艺, 只需要很少的经济投入(硝盐护和硝盐的消耗), 而提高锯片质量后,在节约钢材, 提高寿命和减少更换锯片次数等方面则有很大的社会效益和经济效益。
5.热处理工艺
5.1 预备热处理
去应力退火:大圆锯片经机械加工产生很大的应力,若不去除,淬火后必然会长生很大的变形。去应力退火工艺为:夹直,500~550 ℃x3~4h℃。如图6
图6
5.2 最终热处理:等温淬火+回火
一、 捆绑铁丝。4~6股20号铁丝单件绑扎,铁丝一定要铁牢锯片表面,每两片为一串,有专用夹具也可以4片一串。
二、 预热。580~620℃x5~6min,炉中放两到三串。
三、 加热。在盐浴炉中加热,815~825℃x3~4min,装炉量一到二串。
四、 冷却。在硝盐中进行等温淬火,300~320℃x20~25min,等温温度高点较好,等温时间不宜超过30min,不然很难压平。
等温淬火如图7所示:
图7
五、 压平。从等温槽出来,迅速用干燥的锯木屑擦干盐至渍,用压力机压平。
六、 回火。初步压平的锯片装在专门的回火卡具上回火,每扎30~40片,每5~6片之间放一垫片。垫片材料为Q235A钢,厚度20~25mm,外径比锯片大10mm左右,经平磨加工过。心轴为 4mm的45钢。回火在井式炉中进行,要夹紧,300~400℃
x2h,回火出炉后趁热还可以再夹紧,冷至室温拆开如图8
图8
5.3 热处理后的组织:下贝氏体
5.4 清洗
将锯片逐片拆开,清洗干净,在80~100℃中水煮1h,再在清水中清洗,洗净为止。
5.5 成品去应力
因机加工应力较大成品放置一段时间还会发生翘曲,因此必须进
行去应力退回处理,其工艺为150~180℃x3~4h。如图9所示:
图9
5.6表面强化
常进行法蓝或磷化处理,使工件既美观又耐用。
5.7 注意事项
一、整个热处理操作要轻拿轻放,防止磕碰,淬火操作要平稳,尽量减少晃动。
二、等温入炉前应进行粗平; 加热后要迅速压平,不可延误,及时回火。
三、淬火、回火工夹具要实用可靠。
四、淬火压床的铸铁压盘的加工平面度应为二级精度。压盘厚度应在1500mm 以上, 重量2t 以上。压床采用液压装置, 压力应足够大。
6. 检验
用标准的刀口形尺或直尺,在锯片的不同部位检验。最大透空度
小于等于0.40mm为合格,弯曲超差者不准用反击发校平。硬度检
验为:先用砂皮或手提小砂轮在欲检查部位打光,再回火架上、 中、
下各抽一片,在距齿约50mm处三个不同方位个打3点共9点, 用
洛氏硬度仪打硬度,只要其中7点硬度超过44~48HRC,则根据实
测结果,应作出提高 回火温度的决定。
7.工装
标准夹具、铁丝绑扎,平放在炉膛。图略
参考文献
《具热处理工艺400例》 赵步青
《 热处理手册》 中国机械工程学会热处理学会 编
《热处理炉》哈尔滨工程大学出版社
《金属学与热处理》催忠圻
《金属热处理》1994年第11期