PMC参数维护
- 格式:xls
- 大小:82.50 KB
- 文档页数:16
FANUC K参数
K0.0 M/S/T代码处理为高速接口\标准接口
K0.1 快速编辑器的上下光标移动,仅限于上下移动
快速编辑器的上下光标移动,在上下移动后,移动到行的开头位置
K0.2 工件坐标画面的自动设定为X-Y轴\X-Y-Z轴
K0.3 急停不关闭\关闭机内清洗冷却剂
K0.4 刀具重量3KG\2KG
K0.5 诊断/报警窗口自动显示功能无效\有效
K0.6 简化\不简化NC系统画面的配置
K0.7 换刀后,不重启\重启冷却剂
K1.0 刀具松开时报警\不报警
K1.1 奇偶校验按偶数\奇数进行
K1.2 所有轴互锁信号OFF不停止\停止主轴转动
K1.3 程序保护状态下禁止\可执行转塔恢复动作
K1.4 接通电源时进行\不进行倍率值的初始化
K1.5 (预约)
K1.6 坐标/刀具补偿画面显示中,按下菜单按钮切换\不切换画面
K1.7 按复位键不停止\停止主轴、冷却剂
K2.0 操作消息2005、2010不作为\作为报警
K2.1 夹紧过程中不关闭\关闭第四轴的励磁
K2.2 (预约)
K2.3 M63不打开\打开机床状态输出(带川田技术制APC)
K2.4 不延长\延长主轴锥形鼓风的输出时间
K2.5 外部接口位置开关信号使用开关1、2、3、4、5\1、2、3、4、7
K2.6 位置开关设定换刀允许\禁止区域
K2.7 换刀禁止区域设定功能无效\有效
K3.0 主轴气洗为节能控制\为常开
K3.1 自动激光测量试验用接口无效\有效
K3.2 不使用\使用第四轴的夹紧/松开
K3.3 在第四轴松开过程中XYZ轴移动\不移动
K3.4 进行中心贯穿冷却剂泵的ON/OFF控制\为常开
K3.5 中心贯穿冷却剂泵自动控制有效\无效
K3.6 基于自定义PMC的中心贯穿冷却剂泵自动控制有效\无效
K3.7 (预约)
K4.0 (预约)
K4.1 (预约)
K4.2 (预约)
K4.3 冷却剂液面降低时,只显示信息\报警
.
. 道闸系统
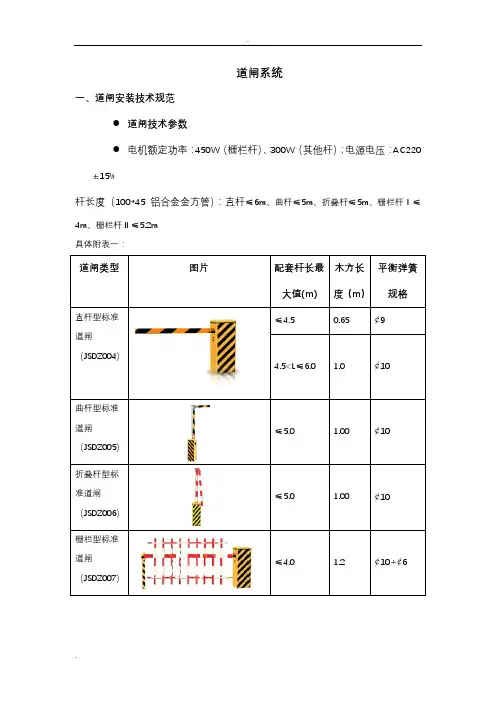
一、道闸安装技术规范
道闸技术参数
电机额定功率:450W(栅栏杆)、300W(其他杆);电源电压:AC220±15%
杆长度(100*45铝合金金方管):直杆≤6m、曲杆≤5m、折叠杆≤5m、栅栏杆Ⅰ≤4m、栅栏杆Ⅱ≤5.2m
具体附表一:
道闸类型 图片 配套杆长最大值(m) 木方长度(m) 平衡弹簧规格
直杆型标准道闸(JSDZ004)
≤4.5 0.65 ¢9
4.5
曲杆型标准道闸(JSDZ005)
≤5.0 1.00 ¢10
折叠杆型标准道闸(JSDZ006)
≤5.0 1.00 ¢10
栅栏型标准道闸(JSDZ007)
≤4.0 1.2 ¢10+¢6 .
. 栅栏Ⅱ型标准道闸(JSDZ007L) ≤5.2 1.5 ¢10+¢6
注:
上表弹簧规格“¢6”、 “¢9”、“¢10”是指弹簧丝的直径参数,其中“¢10+¢6”是指主机中装配两种轴径的弹簧,两种弹簧套装在一起形成双簧配置。
上表中“木方规格”是指装配在闸杆内部,起到提高闸杆强度,防撞闸杆弯曲和断裂的木方长度。
道闸系统功能测试方法
一、道闸手动运行测试:
开闸操作:
闸杆在未开到位的静止状态下,按下三联按钮的开闸键,这时闸杆会升起,并应在垂直位置停止。
关闸操作:
闸杆在未关到位的静止状态下,按下三联按钮关闸键,这时闸杆会降落,并应在水平位置停止。
停止操作:
无论是在开闸还是在关闸过程中,按下停止键,闸杆应立即停止。
防砸车功能测试:
车辆检测器防砸车功能:按开闸键,将闸开到位,再进行关闸操作,在落杆
过程中,如果车辆检测器上有车(可用铁板模拟),这时闸杆会立即停止。 .
. 压力电波防砸车功能:按开闸键,将闸开到位,再进行关闸操作,在落杆过
程中,用手臂触及闸杆底部有防砸胶皮部位,这时闸杆会立即停止并开闸,且手臂应无明显的疼痛感。
开优先功能:
在关闸过程中按下开闸键,这时闸杆会立即停止,延时0.5 秒左右后,闸杆会自动升杆,并开到位。
FANUC K参数
K0.0 M/S/T代码处理为高速接口\标准接口
K0.1 快速编辑器的上下光标移动,仅限于上下移动
快速编辑器的上下光标移动,在上下移动后,移动到行的开头位置
K0.2 工件坐标画面的自动设定为X-Y轴\X-Y-Z轴
K0.3 急停不关闭\关闭机内清洗冷却剂
K0.4 刀具重量3KG\2KG
K0.5 诊断/报警窗口自动显示功能无效\有效
K0.6 简化\不简化NC系统画面的配置
K0.7 换刀后,不重启\重启冷却剂
K1.0 刀具松开时报警\不报警
K1.1 奇偶校验按偶数\奇数进行
K1.2 所有轴互锁信号OFF不停止\停止主轴转动
K1.3 程序保护状态下禁止\可执行转塔恢复动作
K1.4 接通电源时进行\不进行倍率值的初始化
K1.5 (预约)
K1.6 坐标/刀具补偿画面显示中,按下菜单按钮切换\不切换画面
K1.7 按复位键不停止\停止主轴、冷却剂
K2.0 操作消息2005、2010不作为\作为报警
K2.1 夹紧过程中不关闭\关闭第四轴的励磁
K2.2 (预约)
K2.3 M63不打开\打开机床状态输出(带川田技术制APC)
K2.4 不延长\延长主轴锥形鼓风的输出时间
K2.5 外部接口位置开关信号使用开关1、2、3、4、5\1、2、3、4、7
K2.6 位置开关设定换刀允许\禁止区域
K2.7 换刀禁止区域设定功能无效\有效
K3.0 主轴气洗为节能控制\为常开
K3.1 自动激光测量试验用接口无效\有效
K3.2 不使用\使用第四轴的夹紧/松开
K3.3 在第四轴松开过程中XYZ轴移动\不移动
K3.4 进行中心贯穿冷却剂泵的ON/OFF控制\为常开
K3.5 中心贯穿冷却剂泵自动控制有效\无效
K3.6 基于自定义PMC的中心贯穿冷却剂泵自动控制有效\无效
K3.7 (预约)
K4.0 (预约)
K4.1 (预约)
K4.2 (预约)
K4.3 冷却剂液面降低时,只显示信息\报警

PMC--R
Init--step 41 52 66 99
0﹤F 1 A﹥0
Ext in 10 s
---*——*——*
Wrong Netparasice
O=娄型错
无紧急停止
SplIt F1:0 A1:663
ONE
测量值
0= 立柱 >> NAVL
0= 推移千斤顶行程 NAVL
0=Ifl NAVL NAVL
0= 支架 NAVL
0= 轨道 NAVL
0= 目标线 NAVL
TWO
NEW SYS PARA
Netsplit 00
LS 663 LN 665 LA1
RS 0RN 666 RA1
Hg Dir(0=A1 1=F1) *1
Min:0 Man:1
Hg Ext Size * 0
Min:0 Man:0
Face Beg *1
Min:1 Man:470
Face End *176
Tg Ext Size*0
Min:0 Man:0
Tg Server (1=YES) *0
Min:0 Man:0
Mastrecod *4
Min:1 Man:470
Help number * 470
Actnumslave R:0 L:0
I.0 -3762
出错信息; =通信错A1>>> F1 <<<
=错误网络范围
共用参数
预警 *500
Min:200 Man:2000
Baselift max 开
Batch 开
初掌力保持―――全局 开
Posspar Face 开
Auto Flippers *1
Min:0 Man:2
Side seal man 开
Sideseal diff 开