纠正预防措施处理单
- 格式:doc
- 大小:27.00 KB
- 文档页数:1
纠正(预防)措施处理单
No.
编号: JL-8.5-01
存在(潜在)不合格事实陈述及责任部门:
填表人: 日期:
不合格原因分析:
责任部门填表人: 日期:
拟采取的纠正(预防)措施:
责任部门填表人: 日期:
纠正(预防)措施完成情况:
责任部门填表人: 日期:
纠正(预防)措施验证结果:
验证部门: 日期:
备注:
纠正(预防)措施处理单
No.
编号: JL-8.5-01
存在(潜在)不合格事实陈述及责任部门:
填表人: 日期:
不合格原因分析:
责任部门填表人: 日期:
拟采取的纠正(预防)措施:
责任部门填表人: 日期:
纠正(预防)措施完成情况:
责任部门填表人: 日期:
纠正(预防)措施验证结果:
验证部门: 日期:
备注:

SOR-QA-22-04
1.偏差的发现
偏差调查表编号(QA提供):
偏
差
的
发
现 偏差描述
来源 □内审 □外部审核结果 □生产过程或工艺研究出现偏离 □投诉
□召回
□自检 □质量监测趋势 □上级部门监管发现偏差 □其它
时间地点 场所 岗位
产生时间 生产阶段
设施 特殊的操作环境 厂房
物料产品 涉及的物料或产品名称 代 码 批 号 数 量
设备仪器 涉及的设备、仪器名称 编码 备注
填写人姓名: 时间:
偏差产生的
初步原因
应急措施 处置已发生偏差的应急措施(如有):
纠正人: 纠正日期:
应急措施
效果核查
部门负责人: 核查日期:
注:填写□的要求:有或符合打√;无关打-;不符合打×。 SOR-QA-22-04
2.偏差的调查
偏差调查表编号::
偏差分级 1.严重偏差:严重危及产品质量安全和质量形象,及导致或可能导致一段时间内不少批次成品的不合格或客户投诉的偏差事件。
2.较大偏差:对产品质量产生或可能产生不良影响的偏差。
3.次要偏差:对产品质量不会产生影响的偏差,或有预期的临时性调整。
偏差分级:
□次要偏差 □较大偏差 □严重偏差
QA负责人/日期:
参与调查相关
部门 1.次要偏差由发生部门制定相应的纠正及预防措施,并确定责任人及完成期限,报QA主管评估决定,报质量管理部经理审核。
2.发生严重/较大偏差,质量管理部应召集偏差评审小组会议进行分析评审,作出纠正预防措施和相关产品物料的处理决定。
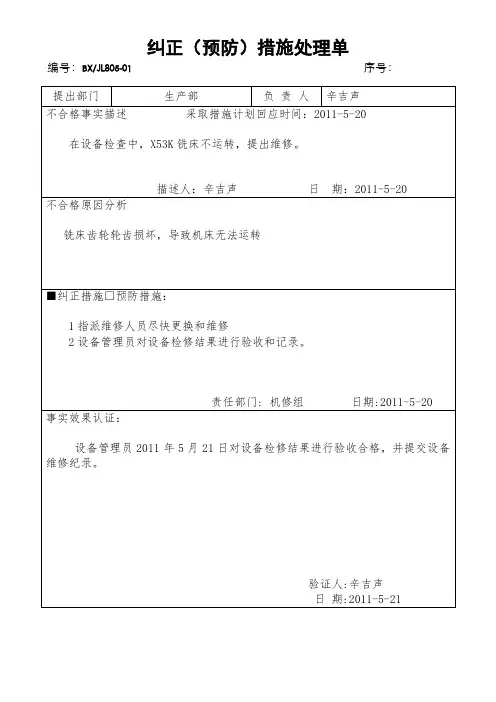
纠正(预防)措施处理单
编号:BX/JL805-01 序号:
提出部门 生产部 负 责 人 辛吉声
不合格事实描述 采取措施计划回应时间:2011-5-20
在设备检查中,X53K铣床不运转,提出维修。
描述人:辛吉声 日 期:2011-5-20
不合格原因分析
铣床齿轮轮齿损坏,导致机床无法运转
■纠正措施□预防措施:
1指派维修人员尽快更换和维修
2设备管理员对设备检修结果进行验收和记录。
责任部门: 机修组 日期:2011-5-20
事实效果认证:
设备管理员2011年5月21日对设备检修结果进行验收合格,并提交设备维修纪录。
验证人:辛吉声
日 期:2011-5-21
纠正(预防)措施处理单
编号:BX/JL805-01 序号:
提出部门 技术部 负 责 人 高述彭
不合格事实描述 采取措施计划回应时间:2011-6-22
技术部提出钢垫环应出图纸,在图纸上规定API 6A要求在外圆上标识:制造厂标、制造日期、垫圈形式和号码、材料。
描述人:刘广川 日 期:2011-6-18
不合格原因分析
由于设计人员没有关注到6A标准关于钢垫环的标识要求,所以,没有在图纸上指明标识的位置、内容和要求。
■ 纠正措施□预防措施:
1 要求设计人员学习6A标准关于钢垫环的标识要求。
2 绘制钢垫环图纸,补充标识制造厂标、制造日期、垫圈形式和号码、材料要求以及标识方法和字号。
3检查其他图纸是否还存在没有标识或标识不符合6A的情况
责任部门:高述彭 日期:2011-6-20
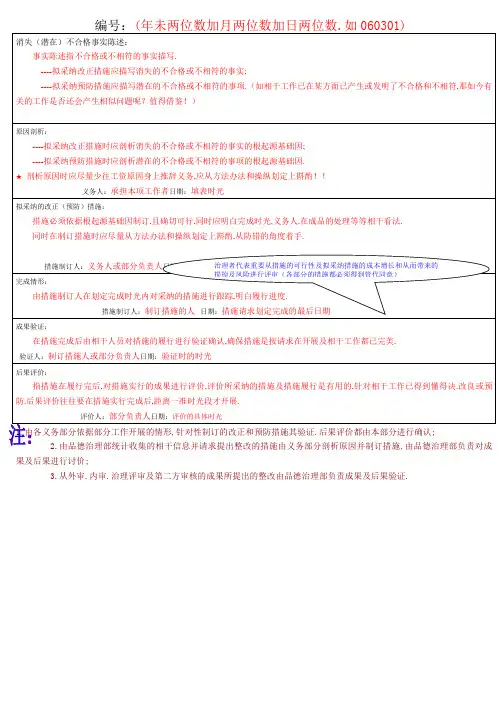
编号:(年未两位数加月两位数加日两位数.如060301)
消失(潜在)不合格事实陈述:
事实陈述指不合格或不相符的事实描写.
----拟采纳改正措施应描写消失的不合格或不相符的事实;
----拟采纳预防措施应描写潜在的不合格或不相符的事项.(如相干工作已在某方面已产生或发明了不合格和不相符,那如今有关的工作是否还会产生相似问题呢?值得借鉴!)
原因剖析:
----拟采纳改正措施时应剖析消失的不合格或不相符的事实的根起源基础因;
----拟采纳预防措施时应剖析潜在的不合格或不相符的事项的根起源基础因.
★ 剖析原因时应尽量少往工资原因身上推辞义务,应从方法办法和操纵划定上斟酌!!
义务人:承担本项工作者日期:填表时光
拟采纳的改正(预防)措施:
措施必须依据根起源基础因制订,且确切可行,同时应明白完成时光.义务人.在成品的处理等等相干看法.
同时在制订措施时应尽量从方法办法和操纵划定上斟酌,从防错的角度着手.
措施制订人:义务人或部分负责人日期:填表时光治理者代表:日期:确认时光
完成情形:
由措施制订人在划定完成时光内对采纳的措施进行跟踪,明白履行进度.
措施制订人:制订措施的人 日期:措施请求划定完成的最后日期
成果验证:
在措施完成后由相干人员对措施的履行进行验证确认,确保措施是按请求在开展及相干工作都已完美.
验证人:制订措施人或部分负责人日期:验证时的时光
后果评价:
指措施在履行完后,对措施实行的成果进行评价,评价所采纳的措施及措施履行是有用的,针对相干工作已得到懂得决.改良或预防.后果评价往往要在措施实行完成后,距离一准时光段才开展.
评价人:部分负责人日期:评价的具体时光
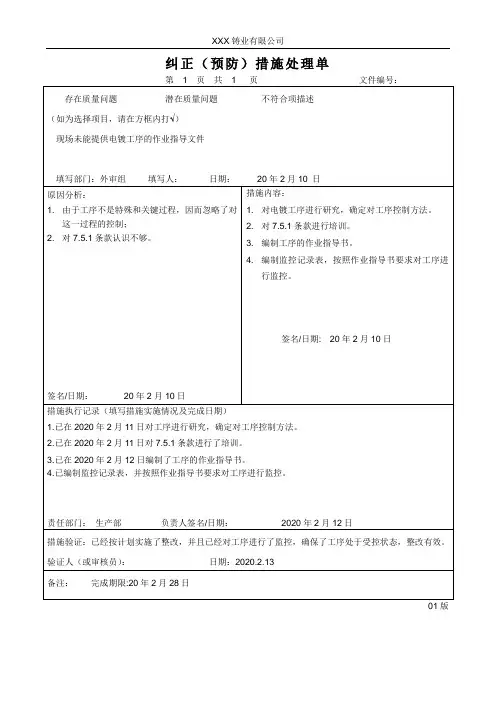
XXX铸业有限公司
纠正(预防)措施处理单
第 1 页 共 1 页 文件编号:
存在质量问题 潜在质量问题 不符合项描述
(如为选择项目,请在方框内打√)
现场未能提供电镀工序的作业指导文件
填写部门:外审组 填写人: 日期: 20年2月10 日
原因分析:
1. 由于工序不是特殊和关键过程,因而忽略了对这一过程的控制;
2. 对7.5.1条款认识不够。
签名/日期: 20年2月10日 措施内容:
1. 对电镀工序进行研究,确定对工序控制方法。
2. 对7.5.1条款进行培训。
3. 编制工序的作业指导书。
4. 编制监控记录表,按照作业指导书要求对工序进行监控。
签名/日期: 20年2月10日
措施执行记录(填写措施实施情况及完成日期)
1.已在2020年2月11日对工序进行研究,确定对工序控制方法。
2.已在2020年2月11日对7.5.1条款进行了培训。
3.已在2020年2月12日编制了工序的作业指导书。
4.已编制监控记录表,并按照作业指导书要求对工序进行监控。
责任部门: 生产部 负责人签名/日期: 2020年2月12日
措施验证:已经按计划实施了整改,并且已经对工序进行了监控,确保了工序处于受控状态,整改有效。
验证人(或审核员): 日期:2020.2.13
备注: 完成期限:20年2月28日
01版