不锈钢螺丝滑牙现象讲义如何解决
- 格式:ppt
- 大小:432.50 KB
- 文档页数:3

不锈钢类紧固件搓丝时打滑的解决方法不锈钢类紧固件卡丝或打滑的问题在紧固件行业中比较常见,给工作带来了不便和困扰。
为了解决这个问题,可以采取以下措施:1.检查工具和设备:确保使用的螺纹切割机、车床、切削液等工具和设备都处于正常工作状态。
及时进行检修和维护,保持切削刃具的锋利度,以减少磨损和打滑的可能。
2.使用合适的切削液:选择适合的切削液可以提高紧固件搓丝的效率和质量。
切削液可以降低刀具与工件的摩擦力,减少搓丝时的热量和磨损,从而减少打滑的问题。
应根据不锈钢工件的特性选择适合的切削液,例如润滑性好、降低粘度、防止氧化等。
3.控制切削参数:切削速度、进给速度和切削深度是影响搓丝效果的关键参数。
合理选择和控制这些参数可以减少紧固件搓丝时的打滑现象。
具体做法包括:根据工件的材质和硬度确定合适的切削速度;根据不同的直径和螺纹类型选择适当的进给速度和切削深度;选择合适的刀具和刀具材料,以提高切削效率和质量。
4.使用合适的刀具和夹具:选择具有适当刃型和刃角的刀具可以减少紧固件搓丝时的打滑现象。
合适的刃型和刃角可以提高刀具与工件间的接触面积,增加摩擦力,从而减少打滑。
同时,夹具的选择也很重要。
夹具应够坚固,并且与工件有良好的接触,以提供足够的切削稳定性,减少打滑的可能性。
5.防止或减少切削过热:切削过热是导致紧固件搓丝打滑的一个重要原因。
过热会导致工件表面硬度变化,切削液的挥发和氧化,以及紧固件表面的粘着和卡顿。
因此,为了避免或减少切削过热,可以采取以下措施:选择合适的切削液,及时更换切削液以保持其清洁度和有效性;加强冷却系统,保持切削区域的温度适宜;适当增加切削刃具的冷却过程,例如使用冷却剂雾化装置。
6.加强工人培训和技术支持:对于高精度和高要求的紧固件搓丝工艺,工人的技术水平是至关重要的。
通过加强技能培训和提供技术支持,可以提高工人的操作技能和判断能力,减少打滑的发生。
总结起来,不锈钢类紧固件搓丝时打滑的问题可以通过检查设备、使用合适的切削液、控制切削参数、选择合适的刀具和夹具、防止切削过热以及加强工人培训等方法来解决。

螺丝滑牙处理方法嘿,朋友们!咱今儿来聊聊螺丝滑牙这档子事儿。
你说这螺丝滑牙呀,就好比人走路不小心摔了一跤,得赶紧想办法处理,不然可就麻烦啦!想象一下,你正干着一件重要的事儿呢,嘿,螺丝突然滑牙了,那多闹心啊!这时候咱可不能慌,得冷静下来想办法。
一般来说呢,要是遇到螺丝滑牙不严重的情况,咱可以试试用点儿小工具来帮忙。
就像给它来点儿“小魔法”一样,让它重新乖乖听话。
比如用橡胶皮呀,把橡胶皮垫在螺丝上,增加摩擦力,说不定这螺丝就又能被拧动啦。
你说神奇不神奇?要是这招不好使,咱还有别的办法呢。
可以找个和螺丝差不多大小的铁片或者钢片,垫在螺丝和螺丝刀之间,这样也能增加摩擦力,让螺丝不再那么“调皮”。
这就好像给它找了个“小伙伴”,一起合作解决问题呀!要是螺丝滑牙得厉害,那可就得动点真功夫啦!咱可以用錾子呀,在螺丝上錾出一个小缺口,然后用螺丝刀去拧,说不定就能把它搞定啦。
不过这可得小心点儿,别一不小心把东西给弄坏咯。
或者呢,咱还可以试试用胶水。
对呀,你没听错,就是胶水!把胶水涂在螺丝上,等胶水干了,再用螺丝刀去拧,有时候也能有效果呢。
但可别用那种粘性太强的胶水啊,不然到时候螺丝是拧下来了,可别的东西也被粘住啦,那可就得不偿失咯!还有啊,咱平时用螺丝的时候也得注意点,别可着劲儿地拧呀拧呀,得悠着点儿。
就像咱跑步一样,不能一下子跑太快,不然容易累着。
拧螺丝也是这个道理,别太用力啦,不然它可就容易滑牙咯。
总之呢,遇到螺丝滑牙别着急,办法总比困难多呀!咱可以多试试几种方法,总能找到适合的那一个。
这就跟咱过日子一样,遇到问题就解决问题,没啥大不了的!咱可不能让一个小小的螺丝滑牙就把咱给难住了呀,对吧?所以呀,大家以后再遇到螺丝滑牙,就知道该咋处理啦!。

防止螺纹松动的方法
防止螺纹松动的方法有以下几种:
1. 弹垫、平垫加螺母:通过弹簧垫圈的弹力增大螺母与螺栓的摩擦力实现防松。
2. 细牙或英制螺纹:对于一些尺寸较小的零件、板件等,可以采用细牙、或者英制螺纹,细牙螺纹可以很好的自锁,实现防松,同时还有防泄漏的功能。
3. 双螺母:这种防松一般用于活动件或者调整、拆卸频率较高的地方,其原理是通过锁紧两个螺母,产生轴向力,从而增大螺母与螺栓直接的摩擦力,实现自锁。
4. 螺纹胶:可以使用专用的螺纹胶,这类胶水防松效果好,同时方便后期维护时拆卸。
5. 厌氧胶:这种胶粘结性好,锁紧力强。
缺点是难拆卸。
这种胶也常用于轴套、轴承等安装。
使用前需考虑好,如果考虑后期拆卸,请慎重使用。
6. 尼龙圈锁紧螺母:可在任意旋合位置箍紧,即使工作时回松少许,也不致很快继续松开。
7. 用强力拧紧联接以防松:效果也较好。
8. 用粘接胶防松:方便可靠。
以上是防止螺纹松动的方法,可以根据实际需求选择合适的方法。
作成:谢
日期:2017.11.02
1.表现:
客户按预紧力打入螺钉时,发生滑牙现象,螺牙损坏。
2.滑牙的原因分析及对应
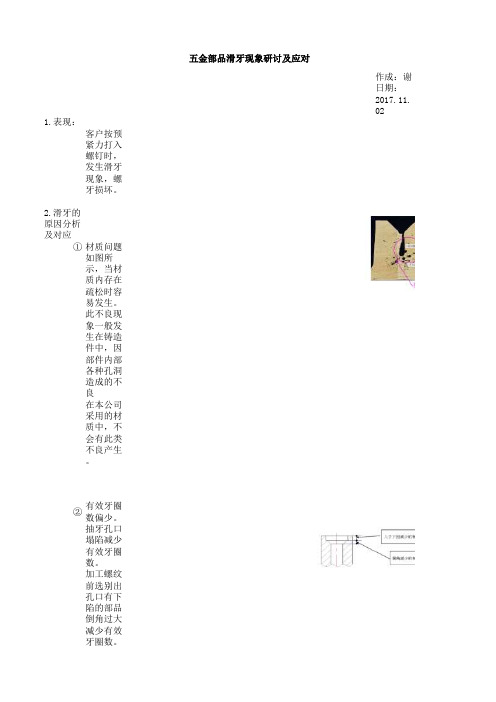
①材质问题
如图所示,当材质内存在疏松时容易发生。
此不良现象一般发生在铸造件中,因部件内部各种孔洞造成的不良在本公司采用的材质中,不会有此类不良产生。
②有效牙圈数偏少。
抽牙孔口塌陷减少有效牙圈数。
加工螺纹前选别出孔口有下陷的部品
倒角过大减少有效牙圈数。
按图面要求倒角,不可随意加大
③螺牙小径偏大(本公司重点应对方向)
攻牙前底孔冲孔偏大
攻牙前检查部品底孔,底孔不合格,禁止流入下工序。
丝攻老化(使用寿命严格管控)
老化丝攻外径偏小,挤出的螺牙小径偏大。
生产中严格按
底孔径+牙规检查。
建议50-100PCS检一次,标识、隔离。
发现不良,追溯至前批合格品处。
防止不良品流出。
④螺牙破坏
部分螺牙初次加工时通规不通,再加工时损坏螺牙。
此类不良最好在初次加工中,就一次加工合格。
(首检-巡检-末件检做到位)如非必要,不应采用螺牙重工。
3.螺纹检查方法
牙规/通规 全通(部份通不可,如下图)止规1.5圈内止
针规,按公制粗牙螺纹,2级牙孔径表内对应数据值管理。
4.出货检查:明士达(HK)检查部
判定方法:牙规+针规 二者都合格才能判定为合格品。
缺一不可!
五金部品滑牙现象研讨及应对
2017.11.02
小径。

螺丝滑牙取出小技巧
如果你曾经遇到过螺丝滑牙的情况,你就会知道那是多么令人沮丧的一件事。
但是,你不必担心,有一些小技巧可以帮助你轻松地取出这个问题螺丝。
首先,尝试使用一把好的螺丝刀。
一个坚固的螺丝刀可以让你更容易地控制螺丝,从而减少滑牙的可能性。
其次,你可以使用一些润滑剂,如润滑油或WD-40。
这些润滑剂可以使螺丝更容易拧动,并减少滑牙的风险。
如果以上两种方法都无法解决问题,你可以尝试使用一个橡皮圈。
把橡皮圈放在螺丝上,然后用螺丝刀试图拧下它。
橡皮圈提供了更好的摩擦力,并可以防止滑牙。
最后,如果这些方法都不起作用,你可能需要考虑使用一个螺丝提取器。
这是一种专门设计用于取出滑牙螺丝的工具。
你可以将螺丝提取器放入螺丝中,然后拧出它。
总之,这些小技巧可以帮助你解决螺丝滑牙的问题。
记住,在尝试这些方法之前,一定要确保你已经充分了解了螺丝的使用方法,并且牢记安全第一。
- 1 -。

实用科技牙。
50-40-10规则螺栓头下摩擦力50%夹紧力10%90%的扭矩用于克服摩擦力螺纹副中40%扭矩100%图1螺纹扭矩分配与螺纹表面被磨光洁的情况相比,螺纹表面有油的情况对扭矩的影响更为敏感,以下通过涂油的试验说明螺纹表面的摩擦系数对拧紧扭矩的敏感影响。
对螺栓拧紧扭矩做试验,即用未涂油的螺栓,和涂油的螺栓,对不同规格的螺栓进行扭矩拧紧,直到螺纹损坏为止。
表1为螺栓拧紧扭矩的试验数据,其中母材为铝合程度不及涂油。
通过大量的数据可以做出下图所示曲线:摩擦力坏的螺纹普通润滑后的螺栓夹紧力图2摩擦力和夹紧力关系曲线可见,有润滑油的螺栓不需要较大的扭矩克服摩擦就可以提供较大的夹紧力。
螺纹滑牙时的解决措施螺纹滑牙就是螺纹的螺牙发生断裂,即由扭矩派生的轴向力超过了螺纹的屈服强度,导致螺牙断裂。
为了防止螺牙断裂,并能起到紧固和防松的效果,一般会通过增加螺纹锁固胶同时降低扭矩或其它办法,但是如果机械维修过程中已经出现了螺纹滑牙的现象,此时更换零件成本太可以采用一些办法修复。
常用的办法是在螺纹孔中镶钢丝螺套或钢套。
钢丝螺套的应用在国内已经很成熟,应用也很广泛,就是在损坏的螺纹孔中重新攻丝,再用相应规格的钢丝螺套拧紧,充当母材的螺纹,再拧紧螺栓。
此种方法在铝合金试验表明,此种钢套的强度要远远高于钢丝螺套,能够承受的扭矩也远远高于钢丝螺套。
钢套的嵌入量对拧紧扭矩的影响至关重要,嵌入量越大,能够承受的载荷更大,同时安装时所需的扭矩也越大,安装也就越困难。
图4为试验过程中嵌入量的对比分析。
由上曲线可知,当钢套嵌入量达到30%以后时,再增加嵌入量,对能承受的载荷已经没有多大作用了。
所以一般选择嵌入量在30%~40%之间就可以满足要求了,同时也不会使安装太困难。
[2]濮良贵.机械设计[M].西安:高等教育出版社,2005年.[3]张俊海,陈艳艳.发动机缸体内螺纹滑牙修复新方法[J].河南科技,2010(04).作者简介:田野(1987-),男,陕西商洛人,学士,工程师,主要从事汽车自动变速器研发工作;李军(1985-),男,陕西渭南人,硕士,程师,主要从事汽车变速器液压研究工作。
不锈钢螺丝使用过程中的常见问题及解决方法不锈钢螺丝在我们的日常生活中用量大,但在日常的使用过程中常见问题及其解决方法却并非广为人知,如不锈钢螺丝常见的防松、生锈、断裂等问题,一旦这些问题出现,小则更换螺丝,大则对设备部件造成破坏性的损坏,那么如何避免不锈钢螺丝的问题,以下联翔小编就为大家列举这几种常见问题及其防止的办法。
一、不锈钢螺丝防松问题:简单的讲就是要使不锈钢螺丝使用在产品物料上,能使不锈钢螺丝不会轻意的掉下来。
需要螺丝与产品物料更加紧固的连接在一起。
对于不锈钢螺丝防松的解决方案,就有以下两种解决方案:1、运用特殊的材料的反弹性,比如说工程树脂材料,它具有较好的反弹性。
把它附在不锈钢螺丝牙纹上。
使它与螺母,或物料产品进行机械的摩擦。
产生震动及绝对的阻力。
完全解决螺丝松落问题。
2、在不锈钢螺丝牙螺纹上涂上一层胶,所谓的点胶。
这种胶叫作耐落胶。
这种胶具有高贴度,无毒等良好的性能。
这种胶涂在不锈钢螺丝上,干燥之后,粘附力超强。
能使不锈钢螺丝螺纹在螺母螺纹结合,或者于产品螺纹孔接合后,产生超因的紧固作用。
起到超好的防松作用。
二、不锈钢螺丝生锈问题1、粉尘或异类金属颗粒的附着物,在潮湿的空气中,附着物与不锈钢螺丝的冷凝水,将二者连成一个微电池,引发了电化学反应,保护膜受到破坏,称之谓电化学腐蚀。
2、不锈钢螺丝表面粘附有机物汁液(如瓜菜、面汤、痰等),在有水氧情况下,构成有机酸,长时间则有机酸对金属表面的腐蚀。
3、不锈钢螺丝表面粘附含有酸、碱、盐类物质(如装修墙壁的碱水、石灰水喷溅),引起局部腐蚀。
4、在有污染的空气中(如含有大量硫化物、氧化碳、氧化氮的大气 ),遇冷凝水,形成硫酸、硝酸、醋酸液点,引起化学腐蚀。
以上情况均可造成不锈钢螺丝表面防护膜的破坏引发锈蚀。
所以,为确保不锈钢螺丝表面永久光亮,不被锈蚀。
我们须得在其表面做清洗。
钝化等处理。
信纯紧固件提醒大家:在日常工作生活当中使用不锈钢螺丝时,一定在注意上面的四点,防止不锈钢螺丝生锈。
螺丝滑丝了怎么办
如果螺丝滑丝了,可以尝试以下方法来解决问题:
1. 检查螺丝孔:先检查螺丝孔是否有损坏或变形。
如果螺丝孔有问题,可以使用补修工具(如螺纹修复器)进行修复。
2. 使用螺丝锋利度更高的螺丝:如果螺丝滑丝了,可能是螺丝自身的质量问题。
可以尝试更换质量更好的螺丝,以获得更好的固定效果。
3. 使用螺纹锁固剂:螺纹锁固剂可以在装配时增加螺丝的阻力,防止螺丝滑丝。
可以在装配螺丝时涂抹适量的螺纹锁固剂。
4. 使用垫片:如果螺丝滑丝是由于材料表面不平坦或松动导致的,可以使用垫片来填充空隙,增加螺丝的固定力度。
5. 寻求专业帮助:如果以上方法无效,或者需要更专业的解决方案,建议寻求相关领域的专业人士的帮助,如机械师或装配专家。
螺丝滑丝处理方法
1.添加防滑螺纹油剂:在螺纹连接时,可以使用防滑螺纹油剂来增加螺纹间的摩擦力,防止螺丝滑丝。
防滑螺纹油剂具有较高的阻力和润滑性,可有效增加螺纹连接的紧固力。
2.应用胶粘剂:在螺纹连接之前,在螺丝上涂抹适量的胶粘剂,如螺纹锁紧剂(Loctite),可以增加螺丝与螺纹孔之间的摩擦力,防止滑丝。
螺纹锁紧剂能够填充螺纹间的间隙,增加连接的紧密度,使螺纹更加稳定。
3.压紧力控制:螺纹连接时,应该注意正确的扭矩控制,不要过紧或者过松。
过紧会导致螺丝滑丝,而过松则会导致连接不牢固。
使用扭矩扳手或者电动扳手来进行扭矩控制,确保螺纹连接的适当紧固。
4.滚花处理:对于需要更高紧固力的螺纹连接,可以在螺纹表面进行滚花处理。
滚花可以增加螺纹表面的摩擦系数,提高连接的紧固力。
滚花处理需要使用专门的滚花刀具,通过滚切来改变螺纹表面形状。
5.更换螺丝:如果螺丝已经滑丝严重,无法修复,最好的处理方法是更换螺丝。
从供应商处获取合适尺寸和质量的螺丝,确保质量问题不再出现。
总之,螺丝滑丝是一个常见的质量问题,但可以通过适当的处理方法来解决。
使用防滑螺纹油剂、胶粘剂,进行压紧力控
制,进行滚花处理或者更换螺丝等方法可以有效解决螺丝滑丝问题,提高螺纹连接的质量和可靠性。
. 在不锈钢上攻丝比在普遍钢材上攻丝要困难得多,不管是常遇到的SUS316,还是SUS304。
经常出现由于扭矩大,丝攻被“咬死”在螺孔中,崩齿或折断,螺纹表面不光,沟纹,尺寸超差,乱扣和丝攻磨损严重等现象。
因此,攻不锈钢螺纹时应采取相应的技术措施加以解决或者选用不锈钢专用的丝攻。
1、攻不锈钢螺纹时,“胀牙”现象比较严重,丝锥容易“咬死”在孔中,所以螺纹底孔应适当加大。
一般情况下,螺距为1mm以下的螺纹底孔直径等于公称直径减去螺距;螺距大于1mm时,螺纹底孔直径等于公称直径减去1.1倍螺距。
2、选择合适的丝锥和合理的切削用量,是关系到攻丝质量的关键。
丝锥材料,应选含钴或超硬高速钢。
对于直槽丝锥,可以将丝锥前端改磨成螺旋形;丝锥的前角一般为γp=15°~20°,后角为8°~12°。
3、可采用无槽丝锥对不锈钢攻丝。
4、不锈钢攻丝时,应尽量用不锈钢专用的攻牙油。
5、在攻丝的过程中,万一丝锥折断,可将工件放在硝酸溶液中进行腐蚀,可以很快将高速钢丝锥腐蚀,而不报废工件。
6、三工很早之前推出专门从事不锈钢专用丝攻,加工不锈钢效果非常好,可以试用下。
我试过一位三工一位工程师教给我的方法,很简单,很实用。
因为不锈钢韧性强,丝攻攻下去以后,后面摩擦力太大,拧不动,就断丝攻。
把丝攻导向部分的后角和后面用手工在小砂轮上磨一下就好了。
试试看吧。
.。