第7章 数控电火花线切割编程数控编程技术教学课件
- 格式:ppt
- 大小:865.00 KB
- 文档页数:61
第七章数控电火花线切割加工工艺与编程【学习目标】通过本章的学习,了解数控电火花线切割加工的基本知识;了解影响数控电火花线切割加工工艺指标的因素和工艺参数的选择;掌握数控电火花线切割加工工艺的分析方法及工艺制订过程;熟练使用ISO格式和3B格式编写数控电火花线切割加工程序。
7.1数控电火花线切割加工原理、特点及应用电火花加工又称电蚀加工或放电加工,利用工件与工具电极之间的间隙脉冲放电所产生的局部瞬时高温,对金属材料进行蚀除。
主要适用于切割淬火钢、硬质合金等金属材料,特别适用于一般金属切削机床难以加工的细缝槽或形状复杂的工件。
在精密加工和模具制造等方面应用广泛。
7.1.1数控电火花线切割加工原理电火花线切割加工技术简称线切割加工,是电火花加工技术的一种,加工原理就是利用工具电极与金属工件之间脉冲放电时产生的瞬时高温,对金属材料形成电腐蚀加工。
电火花线切割加工是用运动着的金属丝作电极,利用电极丝与工件在水平面内的相对运动切割出各种形状的工件。
若电极丝相对工件作有规律的倾斜运动,还可加工出带锥度的工件。
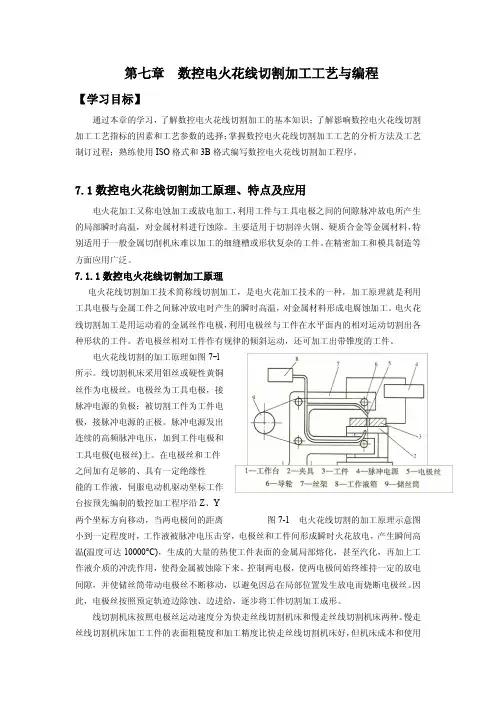
电火花线切割的加工原理如图7-l所示。
线切割机床采用钼丝或硬性黄铜丝作为电极丝,电极丝为工具电极,接脉冲电源的负极;被切割工件为工件电极,接脉冲电源的正极。
脉冲电源发出连续的高频脉冲电压,加到工件电极和工具电极(电极丝)上。
在电极丝和工件之间加有足够的、具有一定绝缘性能的工作液,伺服电动机驱动坐标工作台按预先编制的数控加工程序沿Z、Y两个坐标方向移动,当两电极间的距离图7-1电火花线切割的加工原理示意图小到一定程度时,工作液被脉冲电压击穿,电极丝和工件间形成瞬时火花放电,产生瞬间高温(温度可达10000°C),生成的大量的热使工件表面的金属局部熔化,甚至汽化,再加上工作液介质的冲洗作用,使得金属被蚀除下来。
控制两电极,使两电极间始终维持一定的放电间隙,并使储丝筒带动电极丝不断移动,以避免因总在局部位置发生放电而烧断电极丝。