焊接基础知识培训(ASME &-NB)
- 格式:pptx
- 大小:199.83 KB
- 文档页数:38
焊接基础知识培训——超详细一、基本知识1.什么叫焊接?答:两种或两种以上材质(同种或异种),通过加热、加压或二者并用,来达到原子之间的结合而形成永久性连接的工艺过程叫焊接.2.什么叫母材?答:被焊接的金属---叫做母材。
3.什么叫熔滴?答:焊丝先端受热后熔化,并向熔池过渡的液态金属滴---叫做熔滴。
4.什么叫熔池?答:熔焊时焊件上所形成的具有一定几何形状的液态金属部分---叫做熔池。
5.什么叫保护气体?答:焊接中用于保护金属熔滴以及熔池免受外界有害气体(氢、氧、氮)侵入的?--保护气体。
6.什么叫焊接工艺?它有哪些内容?答:焊接过程中的一整套工艺程序及其技术规定。
内容包括:焊接方法、焊前准备加工、装配、焊接材料、焊接设备、焊接顺序、焊接操作、焊接工艺参数以及焊后处理等。
7.什么叫CO2焊接?答:用纯度> 99.98% 的CO2做保护气体的熔化极气体保护焊—称为CO2焊。
8.为什么CO2焊比焊条电弧焊效率高?答:〈1〉CO2焊比焊条电弧焊熔化速度和熔化系数高1-3倍;〈2〉坡口截面比焊条减小50%,熔敷金属量减少1/2;〈3〉辅助时间是焊条电弧焊的50%。
三项合计:CO2焊的工效与焊条电弧焊相比提高倍数2.02--3.88倍9.为什么CO2焊比焊条电弧焊的综合成本低?答:〈1〉坡口截面积减少36-54%, 节省填充金属量;〈2〉降低耗电量65.4%;〈3〉设备台班费较焊条电弧焊降低67-80%,降低成本20-40%;〈4〉减少人工费、工时费,降低成本10-16%;〈5〉节省辅助工时、辅料消耗及矫正变形费用;综合五项,CO2焊能使焊接总成本降低 39.6-78.7%,平均降低59%。
10.为什么CO2焊接有飞溅?答:焊丝端部的熔滴与熔池短路接触(短路过渡),由于强烈过热和磁收缩的作用使熔滴爆断,产生飞溅。
CO2焊机的输出电抗器和波形控制可以将飞溅降低至最小程度。
二、焊接材料1.为什么对CO2气体纯度有技术要求?答:一般CO2气体是化工生产的副产品,纯度仅为99.6%左右,含有微量的杂质和水分,会给焊缝带来气孔等缺陷。
焊接基本知识培训一、焊接的定义焊接是将两个或更多金属通过加热或施加压力的方式进行接合的工艺。
焊接是一种重要的金属连接方法,广泛应用于机械制造、建筑工程、船舶制造、航空航天等各个领域。
二、焊接的分类1.按焊接方式分:手工焊接、自动焊接、气体保护焊接、焊锡焊接等。
2.按材料分:钢焊接、铝焊接、铜焊接、不锈钢焊接、镍焊接等。
3.按工艺分:电弧焊接、气焊焊接、激光焊接、等离子焊接等。
三、焊接的基本原理1.熔化:焊接过程中,需将金属材料局部加热至熔点,使其产生流动性,从而实现金属材料的接合。
2.熔池:在焊接热的作用下,金属材料局部熔化形成的液态区域。
3.填充材料:通过在熔池中加入适当的填充材料,弥合焊缝,完成焊接。
4.热影响区:焊接热导致的热影响区,可能对金属材料的性能产生影响。
四、焊接安全1.焊接过程中,需穿戴防护眼镜、手套、防护服等个人防护装备,防止受热金属飞溅等伤害。
2.焊接现场应保持良好的通风条件,防止焊接烟尘对人体的危害。
3.焊接设备应定期检查维护,确保其正常运行。
五、焊接设备1.电弧焊接机:产生电弧热能,是电弧焊接最常用的设备。
2.气体保护焊机:通过惰性气体或活性气体的保护,实现焊接。
3.气焊设备:通过燃烧气体产生高温火焰,实现金属材料的熔化。
六、焊接操作规程1.清洁焊接表面,去除表面污垢、油脂等杂质。
2.确定焊接位置,预热焊接区域,确保焊接质量。
3.按照要求调整焊接设备参数,进行焊接。
4.焊接完毕,对焊接区域进行冷却处理。
七、焊接质量控制1.焊接接头应符合设计要求,焊缝应牢固、连续,无气孔、裂纹等缺陷。
2.焊接工艺应符合相关标准,确保焊接质量。
3.对焊接接头进行无损检测,确保焊接接头质量。
八、焊接常见问题及处理1.焊接烟尘防护不到位:加强通风设备,提高焊接现场的通风条件。
2.焊接接头质量不合格:检查焊接工艺,调整焊接参数,以确保焊接接头的质量。
3.焊接设备故障:及时维护、更换设备,确保焊接设备的正常运行。
asme ix焊工培训计划1. 培训目标ASME IX(美国机械工程师协会的《焊接和钎焊资格标准》)是美国焊接行业最权威的焊接标准之一,是国际上焊接行业的重要参考标准。
本培训计划旨在通过系统的培训,使焊工掌握ASME IX标准,并提高其焊接技能,达到标准规定的合格要求,从而提升焊接质量和工程安全,满足市场对焊接人员的专业需求。
2. 培训内容(1)ASME IX标准的理论知识- ASME IX标准的概述及应用范围- 材料的分类及标准- 焊接程序规范(WPS)的编制及要求- 焊工资格试验(PQR)的要求- 焊接过程和工艺的要求- 焊缝的检测和评定(2)焊接现场实际操作- 电弧焊、气体保护焊、等离子焊等常见焊接方法的操作技能- 焊接设备和工具的使用和维护- 焊接操作中的安全注意事项(3)焊接技能提升- 焊缝准备和预热- 焊接材料的选择和处理- 技术要点和实际操作技巧的训练3. 培训方式本培训采用理论与实践相结合的方式进行,既包括课堂教学,也包括实际操作。
课堂教学主要由专业的焊接工程师和经验丰富的焊工授课,内容涵盖ASME IX标准的基本理论知识和实际操作技能。
实际操作主要在专业的焊接工作坊进行,由指导老师亲自指导,让学员亲自动手进行焊接操作,以便更好地掌握技能。
4. 培训时间安排本次培训计划为期3个月,每周培训5天,每天8小时。
其中,课堂教学占培训时间的30%,实际操作占70%。
具体时间安排如下:- 第1-2周:ASME IX标准的基本理论知识培训- 第3-6周:实际焊接操作技能培训- 第7-9周:焊工技能提升培训- 第10-12周:综合实践和考核5. 培训考核培训期间将进行多次模拟考核,包括ASME IX标准的理论知识考核和焊接操作技能考核。
考核成绩将作为评定培训效果的重要依据。
培训结束后,将进行综合实践考核,通过考核者将获得ASME IX焊工资格证书。
6. 培训评价培训结束后,将对培训效果进行客观评价,并对培训计划进行总结和改进,以不断提升培训质量和效果。
CV取证试验ASME标准培训大纲(仅针对板材焊接)一、培训方法从模拟试验的整个过程着手,对试验过程涉及到的ASME标准熟练应用。
二、培训内容1、冲击试验1.1样品验收:符合ASME II卷材料 A篇铁基材料-3中22取样与试样数量(a)试样数量1)一次夏比冲击试验包括从一个试样或实验部位取得所有试样。
2)当材料标准要求最低平均实验结果时,应试验三个试样。
3)当材料标准要求确定转变温度时,通常需要试验8到12个试样。
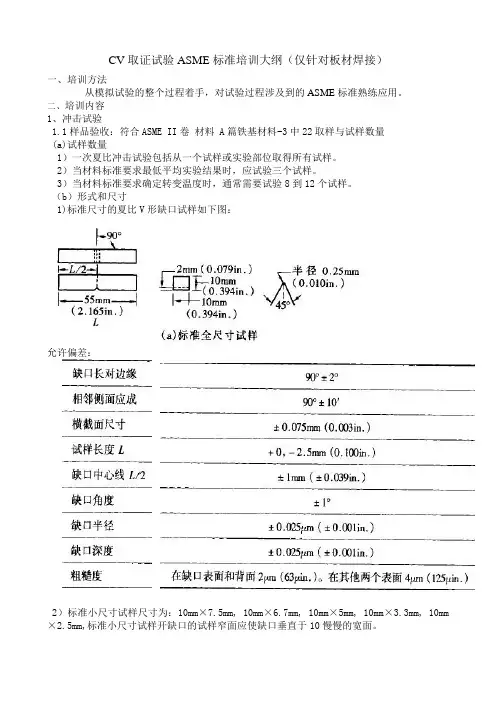
(b)形式和尺寸1)标准尺寸的夏比V形缺口试样如下图:允许偏差:2)标准小尺寸试样尺寸为:10mm×7.5mm, 10mm×6.7mm, 10mm×5mm, 10mm×3.3mm, 10mm ×2.5mm,标准小尺寸试样开缺口的试样窄面应使缺口垂直于10慢慢的宽面。
1.2试验过程按照ASME 第II卷 SA370-25中进行。
第一步:当材料标准或采购方要求特定的试样温度时,控制加热或冷却的温度在±1℃之内。
将试样保持在试验温度的介质中,液体介质至少5min,气体介质至少30min来调整价将要冲断试样的温度。
每次试验前,将拿试样的夹钳保持在与试样相同温度下,为的是不影响缺口处的温度。
第二步:小心对中占座上的试样和放下摆锤打击试样。
如果试样从调温介质后摆锤在5s内没有放下,不要打击试样。
将试样放回调温介质中保持第一步中的所要求的时间。
第三部:如若必须测定端口形貌和侧向膨胀量时,在冲击下一个试样之前,将每个断裂试样的两半截配对复原。
第四步:数值记录,记录冲击吸收能量精确到1J。
测量侧向膨胀量。
1.3结果判定夏氏V型缺口冲击试验的横向膨胀三个试样的平均值和单个试样的试验结果都应符合表(a)夏氏V型缺口冲击试验可在同一温度下进行一次复试,复试需满足以下条件:(1)试验结果平均值应满足表NE-2332.1-1、NE-2332.1-2中相应规定的三个试样的平均值(2)每次试验中只能有一个试样小于表NE-2332.1-1、NE-2332.1-2相应规定的三个试样的最低值(3)不满足最低值要求的试样应比表表NE-2332.1-1、NE-2332.1-2中相应规定的三个试样中一个的要求低于6.8J或0.13mm的值以内。
焊接基础知识培训资料第一章:焊接基础概述焊接是一种常见的金属连接方法,通过加热或加压等方式将金属材料连接在一起。
在现代制造业中,焊接广泛应用于各个领域,如建筑、汽车制造、电子设备等。
本章将介绍焊接的定义、分类以及其在工业生产中的重要性。
焊接是将两个或更多金属材料通过加热或加压连接在一起的工艺。
它与其他金属连接方式,如铆接、螺接等相比,具有连接强度高、工艺灵活、连接部位小、外观美观等优势。
根据焊接过程中是否使用填充材料,焊接可分为焊接和无填充焊接两类。
焊接在工业生产中扮演着重要的角色。
它被广泛应用于各个领域,如结构工程领域的钢结构焊接、汽车制造领域的车身焊接、电子设备领域的电路板焊接等。
焊接的稳定性和连接强度直接影响产品的质量和性能,因此,掌握基础的焊接知识对于从事相关行业的从业人员至关重要。
第二章:焊接基础设备焊接设备是进行焊接工作所必需的工具。
合理使用和选择适合的焊接设备是保证焊接质量的重要保障。
本章将介绍常见的焊接设备及其工作原理。
1. 焊接机:焊接机是进行焊接过程中所用的主要设备,它通过电流的传导产生热量,使金属材料熔化并连接在一起。
常见的焊接机包括电弧焊机、气体保护焊机、激光焊机等。
2. 焊接电源:焊接电源是为焊接机提供所需电能的设备。
根据不同的焊接方法和要求,可选择恒流、恒压或恒功率等不同类型的焊接电源。
3. 焊接工具:焊接工具是进行焊接作业时使用的辅助工具,如焊枪、焊钳、焊丝刷等。
它们在焊接过程中起到保护焊工安全和提高工作效率的作用。
第三章:焊接工艺与操作正确的焊接工艺和操作方法是保证焊接质量和效率的关键。
本章将介绍常见的焊接工艺以及相应的操作步骤。
1. 电弧焊接:电弧焊接是最常见的焊接方法之一,它利用电弧放电产生高温,将金属材料熔化并连接在一起。
电弧焊接的操作包括准备工作、电弧点燃、焊接接头、焊缝填充和后处理等步骤。
2. 气体保护焊接:气体保护焊接采用惰性气体或活性气体作为保护剂,防止焊接区域氧化和污染,从而提高焊接质量。
CV取证试验ASME标准培训大纲(仅针对板材焊接)一、培训方法从模拟试验的整个过程着手,对试验过程涉及到的ASME标准熟练应用。
二、培训内容1、冲击试验1.1样品验收:符合ASME II卷材料 A篇铁基材料-3中22取样与试样数量(a)试样数量1)一次夏比冲击试验包括从一个试样或实验部位取得所有试样。
2)当材料标准要求最低平均实验结果时,应试验三个试样。
3)当材料标准要求确定转变温度时,通常需要试验8到12个试样。
(b)形式和尺寸1)标准尺寸的夏比V形缺口试样如下图:允许偏差:2)标准小尺寸试样尺寸为:10mm×7.5mm, 10mm×6.7mm, 10mm×5mm, 10mm×3.3mm, 10mm ×2.5mm,标准小尺寸试样开缺口的试样窄面应使缺口垂直于10慢慢的宽面。
1.2试验过程按照ASME 第II卷 SA370-25中进行。
第一步:当材料标准或采购方要求特定的试样温度时,控制加热或冷却的温度在±1℃之内。
将试样保持在试验温度的介质中,液体介质至少5min,气体介质至少30min来调整价将要冲断试样的温度。
每次试验前,将拿试样的夹钳保持在与试样相同温度下,为的是不影响缺口处的温度。
第二步:小心对中占座上的试样和放下摆锤打击试样。
如果试样从调温介质后摆锤在5s内没有放下,不要打击试样。
将试样放回调温介质中保持第一步中的所要求的时间。
第三部:如若必须测定端口形貌和侧向膨胀量时,在冲击下一个试样之前,将每个断裂试样的两半截配对复原。
第四步:数值记录,记录冲击吸收能量精确到1J。
测量侧向膨胀量。
1.3结果判定夏氏V型缺口冲击试验的横向膨胀三个试样的平均值和单个试样的试验结果都应符合表(a)夏氏V型缺口冲击试验可在同一温度下进行一次复试,复试需满足以下条件:(1)试验结果平均值应满足表NE-2332.1-1、NE-2332.1-2中相应规定的三个试样的平均值(2)每次试验中只能有一个试样小于表NE-2332.1-1、NE-2332.1-2相应规定的三个试样的最低值(3)不满足最低值要求的试样应比表表NE-2332.1-1、NE-2332.1-2中相应规定的三个试样中一个的要求低于6.8J或0.13mm的值以内。
XXXX有限公司ASME基础知识培训XXXXXXASME简介●ASME是American Society of Mechanical Engineers 的英文缩写,即美国机械工程师协会。
●美国机械工程师协会成立于1880年,自成立以来,ASME领导了机械标准的发展,从最初的螺纹标准开始到现在已发展了超过600多个标准。
ASME简介ASME主要从事发展机械工程及其有关领域的科学技术,涵盖的学科内容包括:基础工程、制造、系统设计等方面,鼓励基础研究,促进学术交流,发展与其他工程学、协会的合作,开展标准化活动,制定机械规范和标准。
相关标准体系简介●API标准--美国石油学会(American Petroleum Institute)的英文缩写。
API建于1919年,是美国第一家国家级的商业协会,也是全世界范围内最早、最成功的制定标准的商会之一。
●ASTM标准--美国材料与试验协会(American Society forTesting and Materials,ASTM)前身是国际材料试验协会(International Association for Testing Materials, IATM)。
该技术协会成立于1898年,ASTM是美国最老、最大的非盈利性的标准学术团体之一。
●ANSI标准--美国国家标准学会(AMERICAN NATIONALSTANDARDS INSTITUTE: ANSI)成立于1918年,系非赢利性质的民间标准化团体。
ASME锅炉压力容器简介●取证●换证钢印必须每三年换一次,由ASME和AIA进行联检。
UM钢印列外,它每一年换一次,中间两年由AIA审查,第三年由ASME和AIA进行联检。
ASME锅炉压力容器标准简介●1914年版本的第一份“固定式锅炉的建造和许用工作压力规范”问世,1915年春开始执行1940年第二版发布,以后该规范每3年修订一次,每半年发布一次增补,知道1986年的第19版起将增补改为每年一次。