无损检测渗透检测报告格式
- 格式:doc
- 大小:70.00 KB
- 文档页数:2
渗透时间
Penetration time
干燥时间
Drying time
显像时间
Developing time
观察时间
Viewing time
பைடு நூலகம்观察方法
Observation method
观察亮度
Observation brightness
缺陷的记录与评定Evaluation Record
序号
No.
检测部位编号
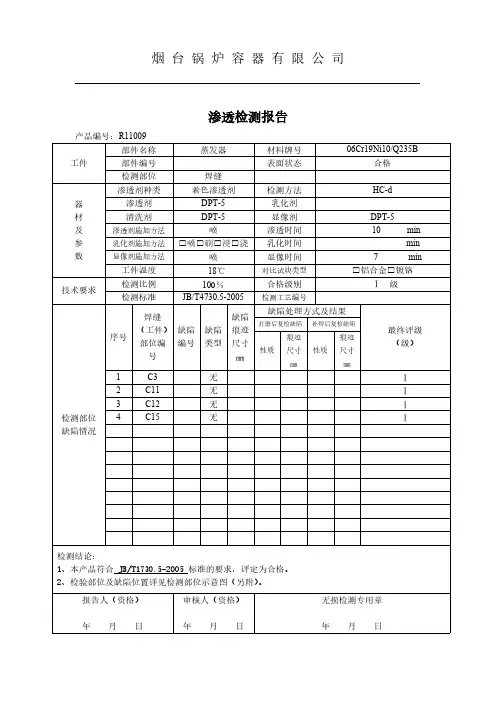
渗透检测报告
PenetrationTESTREPORT
报告编号:
委托单位
Client
项目名称
ProjectName
记录编号
RecordNumber
零部件名称
Name of spare parts
零部件编号
Parts Numbers
规格/材质material/
Specifications
表面状态
Surface condition
检测时机
Time of Inspection
检测标准
Acc. Standard
合格级别
Examined Percentage
检测部位
Test site
检测比例
Detection ratio
工艺参数
渗透剂型号
Penetrant model
检测方法
Examination method
试块型号
Coupon Type
日期Date:年月日
Parts No.
焊缝长度
Weld length
缺陷类型
Flaw No
缺陷痕迹尺寸
MmFlaw Size
评定级别
Result
备注:
Remarks :
结果:□合格■不合格
Result:AcceptReject
检测/级别:
Examined By (Level):PTⅡ级
审核(级别):
Reviewed By (Level):PTⅡ级
日期Date:年月日
日期Date:年月日
PT检测位置示意图
SKETCH FOR THEPTLOCATION
报告编号:
.
零部件名称
零部件编号
Part NO.
检测(级别):
Examined By (Level):PTⅡ级
审核(级别):
Reviewed By (Level):PTⅡ级
日期Date:年月日
Penetration time
干燥时间
Drying time
显像时间
Developing time
观察时间
Viewing time
பைடு நூலகம்观察方法
Observation method
观察亮度
Observation brightness
缺陷的记录与评定Evaluation Record
序号
No.
检测部位编号
渗透检测报告
PenetrationTESTREPORT
报告编号:
委托单位
Client
项目名称
ProjectName
记录编号
RecordNumber
零部件名称
Name of spare parts
零部件编号
Parts Numbers
规格/材质material/
Specifications
表面状态
Surface condition
检测时机
Time of Inspection
检测标准
Acc. Standard
合格级别
Examined Percentage
检测部位
Test site
检测比例
Detection ratio
工艺参数
渗透剂型号
Penetrant model
检测方法
Examination method
试块型号
Coupon Type
日期Date:年月日
Parts No.
焊缝长度
Weld length
缺陷类型
Flaw No
缺陷痕迹尺寸
MmFlaw Size
评定级别
Result
备注:
Remarks :
结果:□合格■不合格
Result:AcceptReject
检测/级别:
Examined By (Level):PTⅡ级
审核(级别):
Reviewed By (Level):PTⅡ级
日期Date:年月日
日期Date:年月日
PT检测位置示意图
SKETCH FOR THEPTLOCATION
报告编号:
.
零部件名称
零部件编号
Part NO.
检测(级别):
Examined By (Level):PTⅡ级
审核(级别):
Reviewed By (Level):PTⅡ级
日期Date:年月日