冷轧钢带65mn全氢罩式炉球化退火工艺研究及应用
- 格式:docx
- 大小:37.37 KB
- 文档页数:3
冷轧65Mn带钢全氢罩式炉退火工艺的研究杨金龙发布时间:2023-07-03T13:14:29.365Z 来源:《中国科技信息》2023年8期作者:杨金龙[导读] 主要对冷轧钢带65Mn全氢罩式炉退火工艺进行研究,对退火温度、保温时间以及冷却制度等关键工艺参数的确认,保证冷轧带钢65Mn产品退火平整后抗拉强度低于600Mpa,延伸率大于30%,,球化级达到3级以上;同时该钢种在开发初期试生产阶段边部存在氧化边缺陷,通过对氧化边成份进行分析带钢中金属Mn在微氧环境下氧化是氧化边产生的主要原因,通过对轧制油挥发平台时间、升温速率以及氢气吹扫量的调整,解决氧化边缺陷,使得产品能够满足客户使用要求。
天津市新天钢冷轧板业有限公司天津市 300270摘要:主要对冷轧钢带65Mn全氢罩式炉退火工艺进行研究,对退火温度、保温时间以及冷却制度等关键工艺参数的确认,保证冷轧带钢65Mn产品退火平整后抗拉强度低于600Mpa,延伸率大于30%,,球化级达到3级以上;同时该钢种在开发初期试生产阶段边部存在氧化边缺陷,通过对氧化边成份进行分析带钢中金属Mn在微氧环境下氧化是氧化边产生的主要原因,通过对轧制油挥发平台时间、升温速率以及氢气吹扫量的调整,解决氧化边缺陷,使得产品能够满足客户使用要求。
关键词:65Mn;全氢罩式退火炉;氧化色;球化率65Mn冷轧钢带是一种用来制造刀具、量具和锯片等工具理想的材料。
为了保证材料的质量和性能,我们需要对该材料的退火工艺进行研究,以去除加工硬化,并为后续淬火提供良好的组织结构。
我们以Ac1珠光体向奥氏体转变的温度727℃为基础,采取通过退火炉内加热到稍低于Ac1,长时间保温退火方式来实现产品性能以及组织形貌,对退火过程中出现的氧化边问题进行分析确定,金属锰在带钢边缘在微氧环境下氧化是形成氧化边的主要原因,通过对退火轧制油挥发、氢气吹扫进行控制,能够有效抑制的氧化反应的发生,最终达到良好的表面质量,使得我们的产品可以完全满足用户的期望。

冷轧带钢经罩式炉退火后容易出现的问题原因及解决措施退火后容易出现氧化,高温氧化及保护气体不纯氧化。
带钢过硬或软,带钢粘结可以降低出炉温度,Q料易氧化。
保温时间短升温速度快都会导致带钢硬。
轧机张力大会影响粘接,还有板型卷型等都有影响冷轧带钢在退火过程中发生哪些组织性能变化?退火:将金属缓慢加热到一定温度,保持足够时间,然后以适宜速度冷却(通常是缓慢冷却,有时是控制冷却)的一种金属热处理[1]工艺。
目的是使经过铸造、锻轧、焊接或切削加工的材料或工件软化,改善塑性和韧性,使化学成分均匀化,去除残余应力,或得到预期的物理性能。
退火工艺随目的之不同而有多种,如重结晶退火、等温退火、均匀化退火、球化退火、去除应力退火、再结晶退火,以及稳定化退火、磁场退火等等。
1、金属工具使用时因受热而失去原有的硬度。
2、把金属材料或工件加热到一定温度并持续一定时间后,使缓慢冷却。
退火可以减低金属硬度和脆性,增加可塑性。
也叫焖火。
退火的一个最主要工艺参数是最高加热温度(退火温度),大多数合金的退火加热温度的选择是以该合金系的相图为基础的,如碳素钢以铁碳平衡图为基础(图1)。
各种钢(包括碳素钢及合金钢)的退火温度,视具体退火目的的不同而在各该钢种的Ac3以上、Ac1以上或以下的某一温度。
各种非铁合金的退火温度则在各该合金的固相线温度以下、固溶度线温度以上或以下的某一温度。
重结晶退火应用于平衡加热和冷却时有固态相变(重结晶)发生的合金。
其退火温度为各该合金的相变温度区间以上或以内的某一温度。
加热和冷却都是缓慢的。
合金于加热和冷却过程中各发生一次相变重结晶,故称为重结晶退火,常被简称为退火。
这种退火方法,相当普遍地应用于钢。
钢的重结晶退火工艺是:缓慢加热到Ac3(亚共析钢)或Ac1(共析钢或过共析钢)以上30~50℃,保持适当时间,然后缓慢冷却下来。
通过加热过程中发生的珠光体(或者还有先共析的铁素体或渗碳体)转变为奥氏体(第一回相变重结晶)以及冷却过程中发生的与此相反的第二回相变重结晶,形成晶粒较细、片层较厚、组织均匀的珠光体(或者还有先共析铁素体或渗碳体)。
冷轧板的退火工艺(共14页)--本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--冷轧板的退火工艺:连续退火和罩式退火的比较冷轧产品是钢材中的精品,属高端产品,具有加工精细、技术密集、工艺链长、品种繁多、用途广泛等特点。
国际钢铁工业发展实践表明,随着经济社会发展,冷轧产品在钢材消费总量中的比重在不断提高,并发挥着越来越重要的作用。
冷轧后热处理是冷轧生产中的重要工序,冷轧板多为低碳钢,其轧后热处理通常为再结晶退火,冷轧板通过再结晶退火达到降低钢的硬度、消除冷加工硬化、改善钢的性能、恢复钢的塑性变形能力之目的。
冷轧板的再结晶退火在退火炉中进行,冷轧板退火炉分为罩式退火炉和连续退火炉,罩式退火炉又分为全氢罩式退火炉与普通罩式退火炉。
冷轧板退火技术的发展与罩式退火炉和连续退火炉的发展是密不可分的[10]。
退火工艺流程如图所示:图退火工艺流程示意图表某钢厂罩式退火炉工艺参数通过加热罩热电偶进行温度检测,超温<20℃热点/冷点温度CQ:710℃/640℃DQ:710 ℃/660℃DDQ:710 ℃/680℃HSLA:680℃/660℃一般生产中CQ、DQ热点和冷点温度差要大一些。
分别为90 ℃、70 ℃开始喷淋冷却温度内罩表面温度200 ℃,卷心温度:380℃左右生产调试中进行检测试验以确定不同钢卷开始喷淋冷却工艺出炉温度160 ℃出炉吊至终冷台冷却到平整温度约40 ℃图典型的罩式炉退火工艺温度曲线图罩式退火工艺罩式退火是冷轧钢卷传统的退火工艺。
在长时间退火过程中,钢的组织进行再结晶,消除加工硬化现象,同时生成具有良好成型性能的显微组织,从而获得优良的机械性能。
退火时,每炉一般以4个左右钢卷为一垛,各钢卷之间放置对流板,扣上保护罩(即内罩),保护罩内通保护气体,再扣上加热罩(即外罩),将带钢加热到一定温度保温后再冷却。
罩式退火炉发展十分迅速,2O世纪7O年代的普通罩式退火炉主要采用高氮低氢的氮氢型保护气体(氢气的体积分数2%~4%,氮气的体积分数为96%~98%)和普通炉台循环风机,生产效率低,退火质量差,能耗高;为了弥补普通罩式炉的缺陷,充分发挥罩式炉组织生产灵活,适于小批量多品种生产,建造投资灵活,可分批进行的优点,7O年代末奥地利EBNER公司开发出HICON/H 炉(强对流全氢退火炉),8O年代初德国LOI公司开发出HPH炉(高功率全氢退火炉)。
1、生产前的准备工作和设备检查.1与气保站联系保护气体,保证生产后能持续供应。
.2检查将投入使用的保护罩、加热罩、炉台、各密封圈、抽烟风机等是否完备。
不能使用的应修好或更换。
.3开启厂房外水冷却塔,打开循环水泵,打开炉台及循环风机冷却水。
检查冷却水是否已通,流量是否足够。
.4试运行炉台的循环风机,试运行前先用手盘动叶轮,确认转动正常无异物后人员远离风机,才能低速启动运行,运行方向是否逆时针,如果不是,叫电工处理。
如果是,再试高速运行,试好后关闭。
.5装炉的钢卷是否已经备好,对号认定。
并排出要装炉的卷号的顺序。
.6必须有足够的瓶装氮气或者液体汽化氮储备(安全生产的必要条件)。
.7自来水应保证供应(安全生产的必要条件)。
.8只要有炉台生产(或烘炉),任何情况下必须有人巡检冷却水、炉压、炉温、烟道积水程度(此项包括不生产时)等关键项目和部位,发现问题,及时处理。
2、装炉2.1 同一炉退火的钢卷,要尽量安排钢种、宽度、厚度、卷径相似的钢卷。
(以上四个项目,以重要程度为序)2.2 装炉时装吊一定要平稳,吊卷和吊空钩都应将夹具落到下死点,才能起吊,炉台钢卷座、钢卷和对流板应在一个同心轴上。
2.3 最下一层的钢卷,如果没有十字支撑架,应打径向捆带,或者点焊。
所有厚钢板则一定要点焊内、外径,气焊割除溢出边,方可装炉。
使用十字支撑架,如果发现水平变形,应翻面后再使用。
2.4 钢卷的宽度、厚度相同,外径不同时,应把外径大的放在下面,小的放在上面。
2.5 当钢卷厚度相同或不相同,外径相同,宽度不同时,宽的放在下面,窄的放在上面。
2.6 当外径和宽度相同,应把厚的放在下面,薄的放在上面。
2.7 严重的塔形卷、溢出边卷不能进罩式炉退火。
2.8 装炉和吊罩应有两人完成,不允许多人参与,以免造成混乱。
2.9 装炉完后,应将热点偶插入钢卷内,并固定好。
3、吊装保护罩3.1 吊装保护罩之前,炉台和保护罩要进行清扫,特别是密封圈结合处,然后在吊装保护罩。
冷轧带钢退火技术发展的探讨冷轧带钢退火技术的发展,说起来就跟做饭似的。
咱们平时炒菜,火候掌握不好,一不小心锅里就烧焦了,或者没炒熟。
冷轧带钢退火也是一样,温度、时间、气氛,每一样都得合适。
稍微不注意,钢材就可能出现问题。
你想啊,冷轧带钢从最开始的原料到最后的成品,它得经过无数次的工序,就像做一道复杂的菜肴,火候和时间一旦不对,最后就不怎么好吃,或者变得不值钱。
首先说说冷轧带钢是啥。
简单来说,就是把钢板通过冷轧机轧成的薄钢带,钢带看似不大,但它的用途可广了,简直是工业世界里的“百搭明星”,广泛应用于汽车、家电、建筑等各行各业。
大家对它的了解可能不深,但你看看自己家里的电器、汽车零部件,里面可不就是这种带钢吗?有了冷轧带钢,很多产品才有了硬度和强度,才能抵抗住外界的各种压力。
所以冷轧带钢的质量高不高,直接影响到产品的性能。
但你也知道,钢材这东西,它不是简单地铸成就行的。
得经过一系列的“折腾”,要把它从原材料的粗糙状态,逐渐变得更细腻、更均匀。
就像煮一锅汤,得慢慢炖,才能味道更醇厚。
这个“炖”的过程就是退火。
退火的目的就是通过加热钢材,改变它的内部结构,消除应力,提升钢材的可塑性和韧性。
想象一下,把一块生硬的石头拿到火里烤,烤一烤,它就变软了,可以捏成不同的形状。
钢材也是一样,退火后它的形态更加稳定,方便下一步加工。
退火这技术,其实一直在不断进步,从最早的简单加热,到现在的精密控制,简直就像“升级打怪”一样。
最初退火的方式,技术相对简单,控制温度和时间也没那么精确。
反正就是加热到一定的温度,保持一段时间,然后慢慢冷却。
这种方式虽然能让钢材变软,但不一定能达到最理想的效果。
随着科技的发展,退火工艺也变得越来越复杂。
现在,很多冷轧带钢的退火技术,已经采用了真空退火、气氛控制退火等更为精密的工艺。
通过控制气氛的成分和温度,退火后的钢材不仅变得更加均匀,而且性能也大大提升。
不过呢,退火技术的进步,绝对不是一蹴而就的。
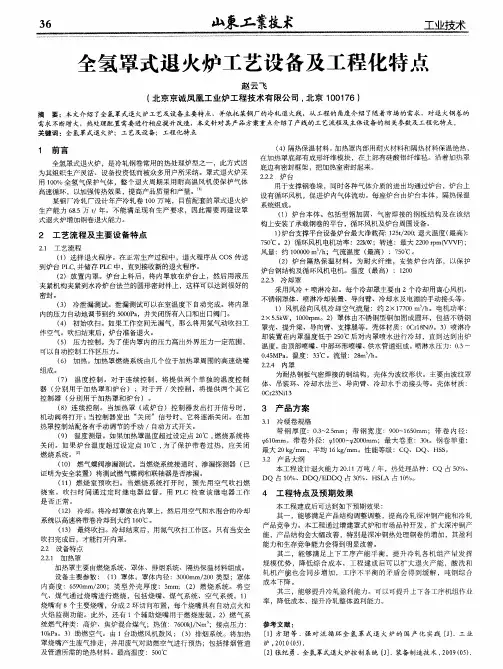
冷轧钢带65mn全氢罩式炉球化退火工艺研究
及应用
1 概述
冷轧钢带65Mn是一种高强度、高硬度的低合金钢,因其卓越的机
械性能被广泛应用于机械制造等行业。
然而,冷轧后的钢带会产生强
烈的应力,影响其机械性能和形状稳定性,需要进行球化退火处理。
本文研究了全氢罩式炉球化退火工艺及其应用。
2 全氢罩式炉球化退火工艺原理
全氢罩式炉球化退火工艺是一种常用的球化退火工艺。
该工艺采
用氫气作为炉内退火气体,将钢带置于全氢罩式炉内进行加热、保温
和冷却。
由于氫氣分子小,能够快速渗透进入钢带内部,有效降低钢
带的内部应力和硬度。
在实际操作中,将退火炉内加入一定量的氫氣,形成一定浓度的
氫氣氛,将钢带置于在高温氫氣氛中进行加热,使钢带达到退火温度,并保持一定时间,然后在氫氣氛中冷却至室温,即完成了球化退火处理。
3 全氢罩式炉球化退火工艺的优点
(1)钢带表面无氧化皮、无碳化物和无金属污染,有利于表面质
量的提高和后续加工处理的降低。
(2)由于氫氣分子小,能够有效渗透进入钢带内部,减少内部氧
化并降低内应力和硬度,同时还能降低球化退火温度,大大缩短生产
周期和能耗。
(3)由于球化退火温度降低,钢带在退火过程中具有良好的韧性
和塑性,使得其具有更好的加工性能和形状稳定性。
4 实验分析
为了研究全氢罩式炉球化退火工艺的适用性,我们在实验室进行
了一系列实验。
首先,我们制备了一批65Mn冷轧钢带,将其分成两组,一组采用
常规的空气球化退火,另一组采用全氢罩式炉球化退火。
退火处理后,我们对两组样品进行性能测试,得到如下结果。
对比两组样品的硬度和拉伸强度,我们可以发现,采用全氢罩式
炉球化退火的样品的硬度和拉伸强度均显著低于常规空气球化退火的
样品。
这说明,全氢罩式炉球化退火能够有效降低外部和内部应力,
同时还能提高钢材的韧性和塑性,使其更适合进行后续加工。
5 工业应用
全氢罩式炉球化退火工艺具有广泛的工业应用价值。
例如在汽车、航空、军工等高端制造领域,对冷轧钢带的机械性能要求极高,采用
全氢罩式炉球化退火工艺能够满足这些行业对钢材性能、品质和稳定
性的要求。
此外,在大规模生产中,采用全氢罩式炉球化退火工艺还能够降
低生产成本、提高生产效率和节约能源,是一种具有实际应用价值的
钢板球化退火处理工艺。
6 结论
本文研究了全氢罩式炉球化退火工艺及其在冷轧钢带65Mn上的应用。
实验结果表明,采用该工艺能够有效降低钢材的外部和内部应力,提高钢材的韧性和塑性,适合于汽车、航空、军工等高端制造领域的
应用。
该工艺具有广泛的应用前景和经济效益。