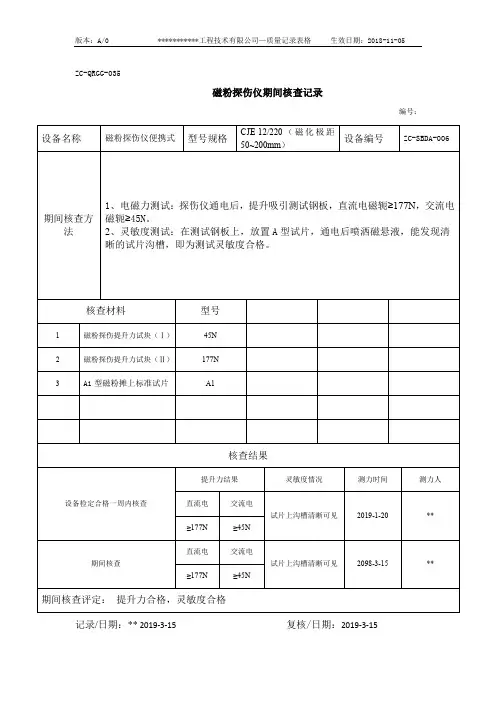
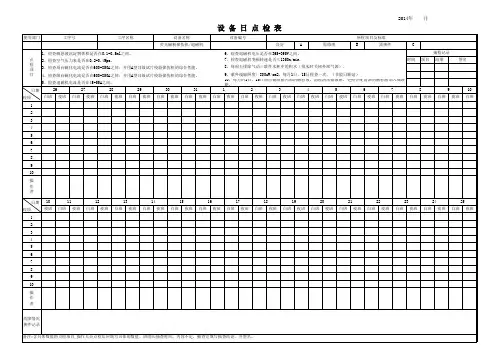
探伤机点检记录表
- 格式:xls
- 大小:50.50 KB
- 文档页数:2
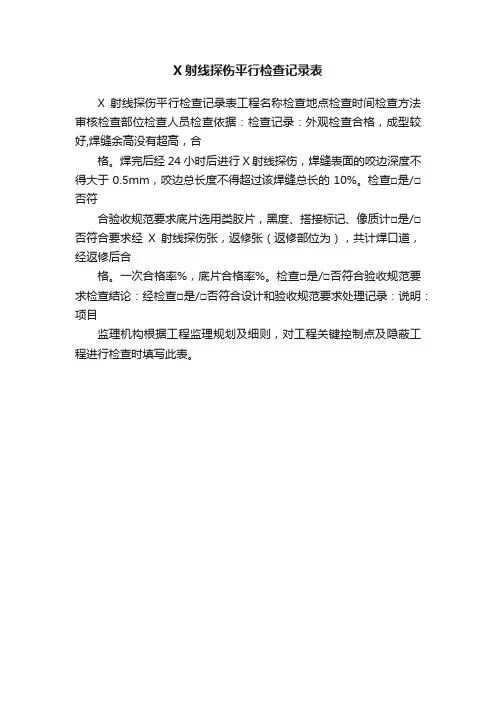
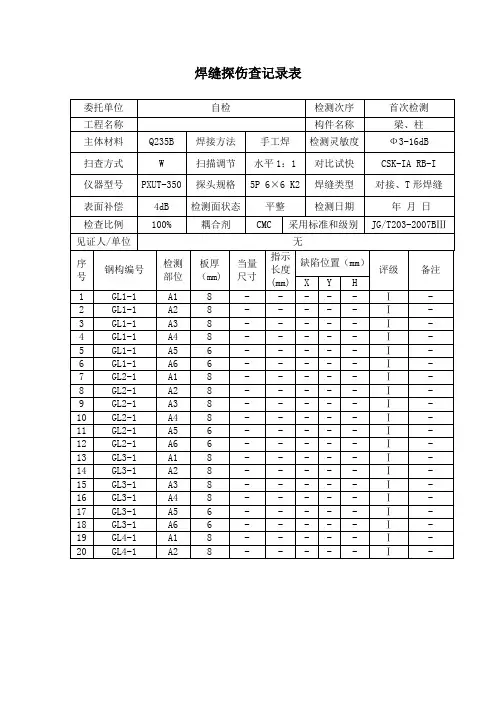
X射线探伤平行检查记录表
X射线探伤平行检查记录表工程名称检查地点检查时间检查方法审核检查部位检查人员检查依据:检查记录:外观检查合格,成型较好,焊缝余高没有超高,合
格。
焊完后经24小时后进行X射线探伤,焊缝表面的咬边深度不得大于0.5mm,咬边总长度不得超过该焊缝总长的10%。
检查□是/□否符
合验收规范要求底片选用类胶片,黑度、搭接标记、像质计□是/□否符合要求经X射线探伤张,返修张(返修部位为),共计焊口道,经返修后合
格。
一次合格率%,底片合格率%。
检查□是/□否符合验收规范要求检查结论:经检查□是/□否符合设计和验收规范要求处理记录:说明:项目
监理机构根据工程监理规划及细则,对工程关键控制点及隐蔽工程进行检查时填写此表。
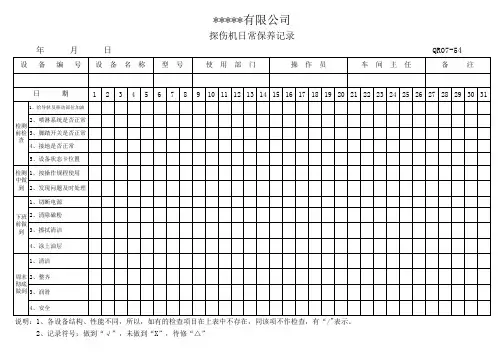
加工日期:
年 月 日工序/批号页次
班
长班别检验
员时间
裂纹样件校验(裂纹是否存在)A型试片测试(裂纹清晰可辨)荧光灯光照(明亮)8:00
9:00
10:00
11:00
12:00
13:00
14:00
15:00
16:00
17:00
18:00
19:00
20:00
21:00
22:00
23:00
0:00
1:00
2:00
3:00
4:00
5:00
6:00
7:00
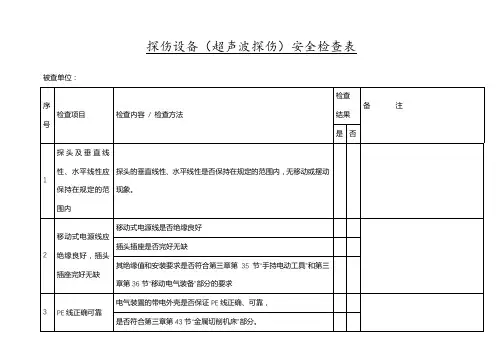
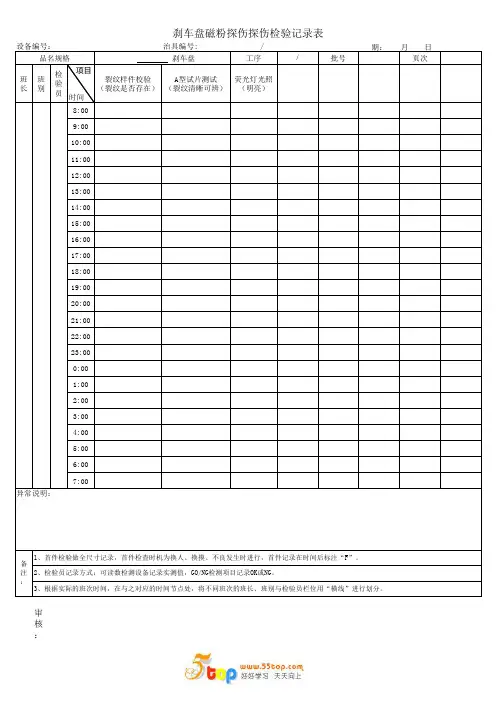
审核:刹车盘磁粉探伤探伤检验记录表
设备编号:
治具编号: /异常说明:
备
注:1、首件检验做全尺寸记录,首件检查时机为换人、换摸、不良发生时进行,首件记录在时间后标注“F”。
2、检验员记录方式:可读数检测设备记录实测值,GO/NG检测项目记录OK或NG。
3、根据实际的班次时间,在与之对应的时间节点处,将不同班次的班长、班别与检验员栏位用“横线”进行划分。
品名规格
刹车盘项目。