电子工厂常用物料编码规范
- 格式:docx
- 大小:113.68 KB
- 文档页数:18
物料编码规范
1. 范围
本规范规定了XX电子技术有限公司在采购、生产、仓管中所有物料的编码规则。
本规范适用于XX电子技术有限公司。
新增物料的引用都必须遵守此规范。
2. 概述
物料编码是以简单的文字符号或数字号码来代表物料的品名、规格或类别及其它有关事项的一种管理工具。
本规范的目的是便于物料的采购、跟催、验收、查询、领发、盘点、储存等工作,物料的电脑化管理,使各部门提高工作效率。
3. 编码原则
物料编码必须遵守物料编码的原则,合理的物料编码,必须具备下列基本条件:
3.1. 唯一性:
是指一个物料编码只能代表一种物料,同一种物料只能找到一个物料编码,而绝无一种物
料有数个物料编码,或一个物料编码有数种物料。
3.2. 简单性:
编码的目的在于将物料化繁为简,便于物料的管理,因此物料编码在应用文字符号
或数字上应力求简单明了,这样可节省阅读、填写、录入的时间,并可减少其中的
错误机会。
3.3. 完整性:
在物料编码时,所有的物料都应有物料编码可归,这样的物料编码才能完整。
若某些物料
找不到赋予的物料编码,则物料编码缺乏完整性。
3.4. 伸缩性:
物料编码要考虑到未来新产品发展和产品规格的变更而发生物料扩展或变动的情形。
4. 名词术语
成形:施加一外力,改变元件引线的走向或直径,使之形成所要求的几何形状。
5. 编码规定
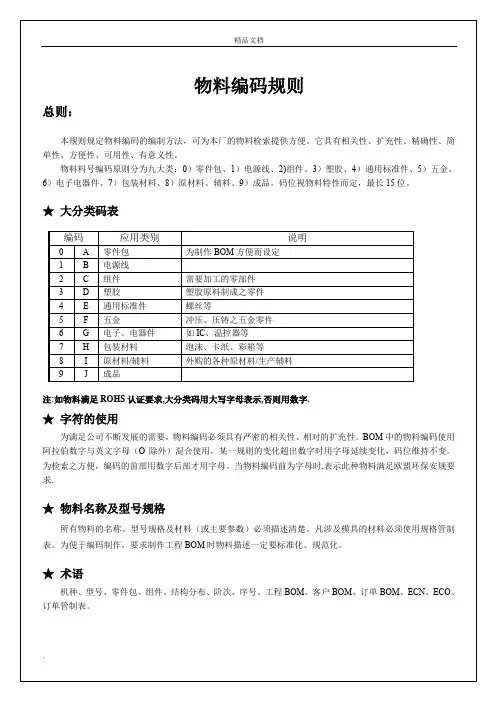
本编码系统格式基本由分类码、规格码、附属码及供应商区分码四部分组成,力求尽可能反应物料的特征。
分类码包括大分类、小分类代码;规格码包含物料的规格、属性;附属码是便于区分同种物料不同状态(如成形、封装等);最后一位(X)当供应商需要加以区别时进行顺序编码,不用区别时以“0”编码。
为了体现物料编码的唯一性,一般采用重新编码加以区分不同的供应商
或同一物料不同版本的情况。
编码采用24个大写英文字母(I、O除外,避免与数字1、0混淆)与阿拉伯数字0~9混合使用,固定长度12位。
6. 编码方法
本编码系统主要采用暗示编码法(即从编码中可以获取物料的相关信息)。
根据公司目前的现有物料结构,用1~9 共九个数字作为物料的大类代码(物料编码第一位代码):
数字“1”代表接插件、连接线、控制元件(开关、按键、继电器)类;
数字“2”代表塑胶件及PCB;
数字“3”代表五金件及标准件;
数字“4”留作备用;
数字“5”代表电阻、电容、磁性材料与器件、保险丝、晶体类;
数字“6”代表晶体管、集成电路、二极管、显像管类;
数字“7”代表辅料、外购件、包装材料、面膜及标牌;
数字“8”代表半成品
数字“9”代表成品
)
6.2. 连接线编码方法分类
1
6.2.1. 接插件连线编码方法
130
6.2.2. 电子线编码方法(具体见表3)1
表
6.2.3.电源线编码方法(具体见表4)
132
备用(未使用时以“0”编码)
颜色(见表3)
插头数(见表4)
表
6.2.4.屏蔽线、排线、探头线、信号线编码方法
1
线规
芯数
线长
适用地区(见表4)
芯线号
颜色(见表3)
6.2.5. 控制元件编码方法
分类码
芯数
线规
6.4. 金工件、标准件编码方法
6.4.1. 金工件编码方法
3 01
X
6.4.2.标准件编码方法
精度(见表7)
附属码
)
1 ⑤ ⑥
⑦ ⑧ ⑨ ⑩ ⑾ X
分类码
6
阻值规律
表10
表11
表9
第⑾
位编码(贴片电容、贴片钽电解除外)为附属码,用于区分同一型号的物料不同的成形状态及特殊尺寸要求。
由于公司采用的都是未成形或编带件,用“0”表示,如出现新的成形状态,按顺序依次编码。
表12
6.5.3.磁芯材料与器件类编码方法
6.5.3.1.电感编码方法(具体见表7、表13)
5 X
7)
成形
6
.5.3.2.铁氧体磁芯及磁珠编码方法
5 ②③ ④⑤
⑥
⑦ ⑧
型号、规格(见表13)
分类码
6.5.4.保险丝编码方法
功能
规格型号
分类
6.6.
路的编码方法
6.6.1.
法
6 ② ③④
⑾
X
6
④
⑤ ⑥ ⑦ ⑧ ⑨ ⑩ ⑾ X
6.7.3.外构件
7 ②③ ④ ⑤ ⑥ ⑦ ⑧ ⑨ ⑩ X
分类码
8位图纸编号。